




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français



Ms.Lizzy
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Jul 11, 20258 МИНУТ ЧТЕНИЯ
Jul 11, 20258 МИНУТ ЧТЕНИЯ Jul 11, 20258 МИНУТ ЧТЕНИЯ
Jul 11, 20258 МИНУТ ЧТЕНИЯРазберитесь в G‑коде для обработки камня и сверхтвердых материалов. Изучите основные команды G/M/F/S, использование охлаждающей жидкости, настройку подачи и скорости, а также ознакомьтесь с простым примером выреза под мойку. Практическое, легкое для понимания руководство для производителей.
Здравствуйте, уважаемые предприниматели и технические специалисты в области обработки камня и сверхтвердых материалов. Как технический консультант, много лет работающий в сфере автоматизированной обработки, я прекрасно понимаю, с какими вызовами вы сталкиваетесь ежедневно: Как добиться микронной точности на дорогих материалах? Как продлить срок службы дорогостоящих алмазных инструментов? Как превратить мастерство опытного ремесленника в стабильную, повторяемую производственную способность?
Ответ скрыт в на первый взгляд загадочном языке: G‑коде. Моя задача сегодня — не вручить вам толстый технический справочник, а развеять мифы о G‑коде, помочь понять, что это цифровой ключ к переходу вашей фабрики от "производства" к "интеллектуальному производству" и основной элемент, который позволяет вашему станку с ЧПУ работать максимально эффективно.
Мы все помним, а кто-то, возможно, и сам сталкивался с тем, как мастера-камнерезы, полагаясь на опыт и осязание, вручную вращали маховики, чтобы аккуратно резать и полировать каждую плиту. Это мастерство достойно уважения, но его сложно повторить и оно ограничено по эффективности. С появлением сервоприводов машины получили точные "мышцы", но как ими управлять? Понадобился универсальный язык.
G‑код — это современный язык ремесленника для управления такими машинами. Он переводит опыт мастера — "здесь замедлиться", "аккуратно обойти угол" — в точные инструкции, которые любой станок с ЧПУ выполнит безупречно. Согласно международному стандарту ISO 6983, программирование на G‑коде стало универсальным языком числового программного управления станками, позволяя производителям достигать повторяемости в пределах 0,001 дюйма. Эта стандартизация произвела революцию в производстве во всех отраслях — от аэрокосмической до обработки камня.
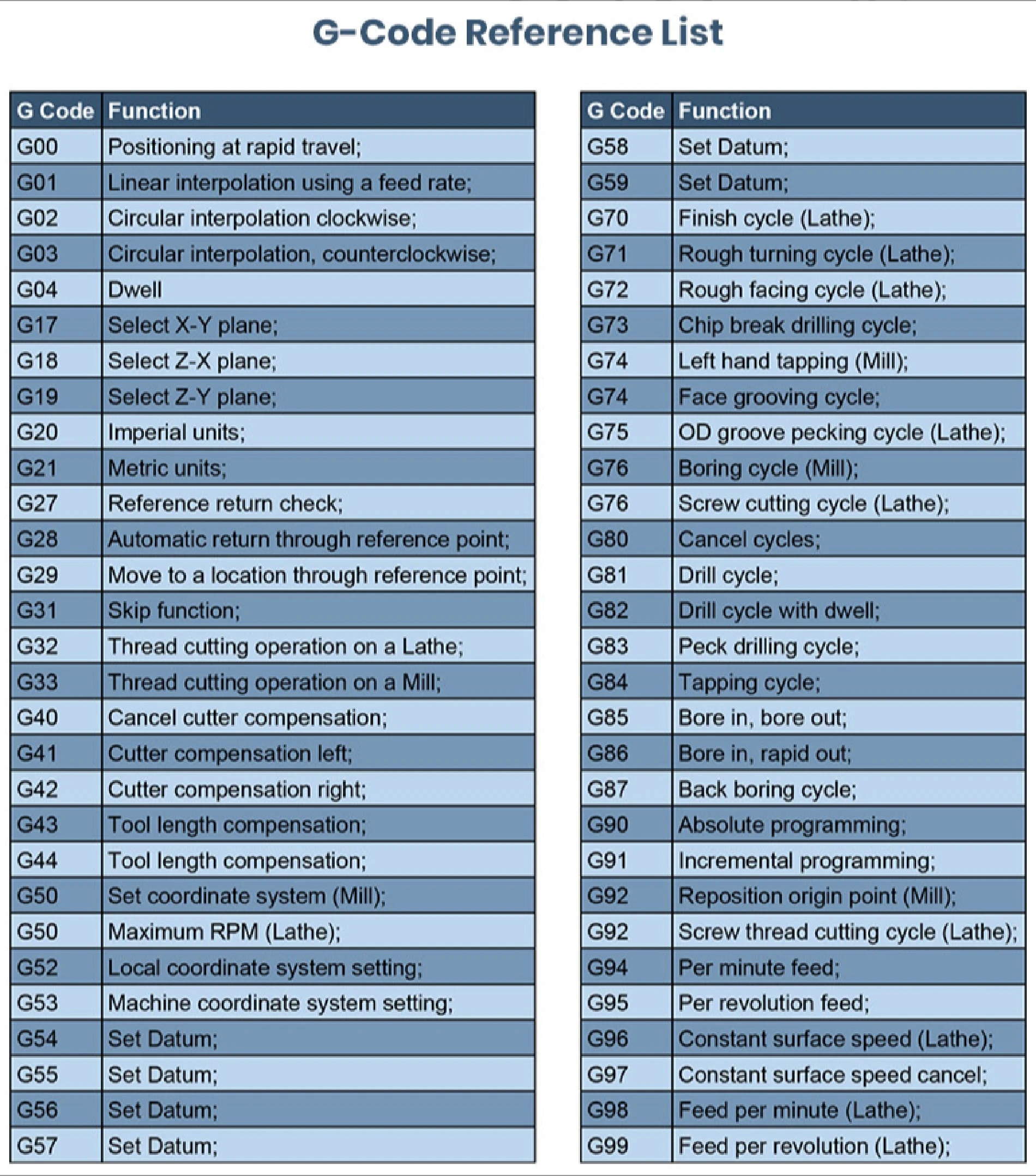
Справочная таблица основных G‑кодов для операций по обработке камня на станках с ЧПУ
Отбросив сложные определения, суть G‑кода невероятно проста: это набор инструкций, с помощью которых вы говорите своему станку для резки камня с ЧПУ или другому оборудованию с ЧПУ "куда идти, с какой скоростью и что делать".
Представьте, что вы не пишете код, а даёте цифровой, многократно используемый чертеж неутомимому, абсолютно послушному мастеру. Эта цифровая трансформация особенно важна в современных условиях конкуренции, где точность и эффективность определяют лидерство на рынке.
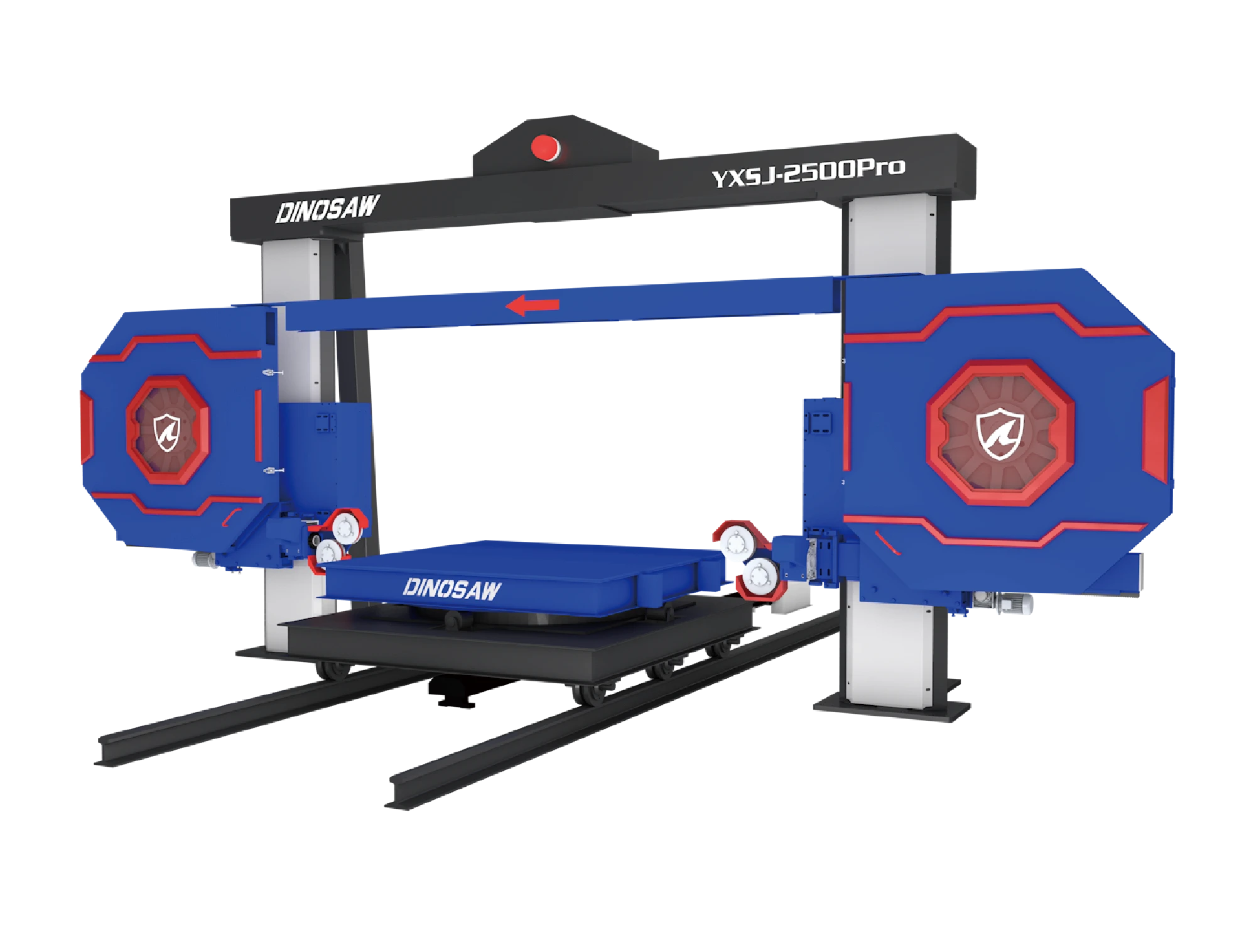
Индустриальный инсайт: При выборе современных решений с ЧПУ для обработки камня DINOSAW Алмазно-канатная пила CNC Pro представляет собой передовую технологию обработки камня под управлением G‑кода. Эта машина сочетает прецизионную резку алмазным канатом с современными системами ЧПУ, позволяя операторам выполнять сложные программы G‑кода с исключительной точностью и качеством поверхности.
Интерфейс программирования G‑кода с командами для прецизионной обработки камня
"Чертеж" на G‑коде состоит из нескольких простых "командных модулей", каждый из которых начинается с буквы. Давайте рассмотрим эти фундаментальные строительные блоки, формирующие словарь современной обработки камня:
Это "команды движения", которые указывают машине, какое действие выполнить:
Это "команды переключения", управляющие вспомогательными устройствами машины. Они особенно важны для обработки камня:
Совет эксперта: Для камня и сверхтвердых материалов соотношение F (подача) и S (скорость) — ключевая технология. Если подобрать правильно — получите гладкую поверхность и долгий срок службы инструмента. Ошибка приведёт к сколам материала или выходу из строя дорогих инструментов. Это основа оптимизации производительности вашего станка с ЧПУ.
Современное программирование ЧПУ строится на десятилетиях стандартизации. Стандарт ISO 6983 определяет базовый синтаксис G‑кода, а более продвинутый ISO 14649 представляет следующее поколение программирования на основе функций.
Согласно исследованиям, опубликованным в журнале Machines издательства MDPI, обработка камня предъявляет уникальные требования, выходящие за рамки традиционного металлообработки, что требует специализированных подходов в рамках этих международных стандартов.
Теперь поговорим о самой гениальной особенности G‑кода: группах команд. Представьте G‑код как меню ресторана. Меню разделено на разделы, например "Закуски", "Основные блюда" и "Супы".
Правило таково: за один раз можно выбрать только один пункт из каждого раздела! Вы не станете заказывать и стейк, и лобстера как одно основное блюдо. Точно так же нельзя дать станку команду выполнить G01 прямую резку и G02 дугу одновременно. Такая "модальная" группировка предотвращает логические конфликты и опасные команды, обеспечивая безопасность и стабильность производства.
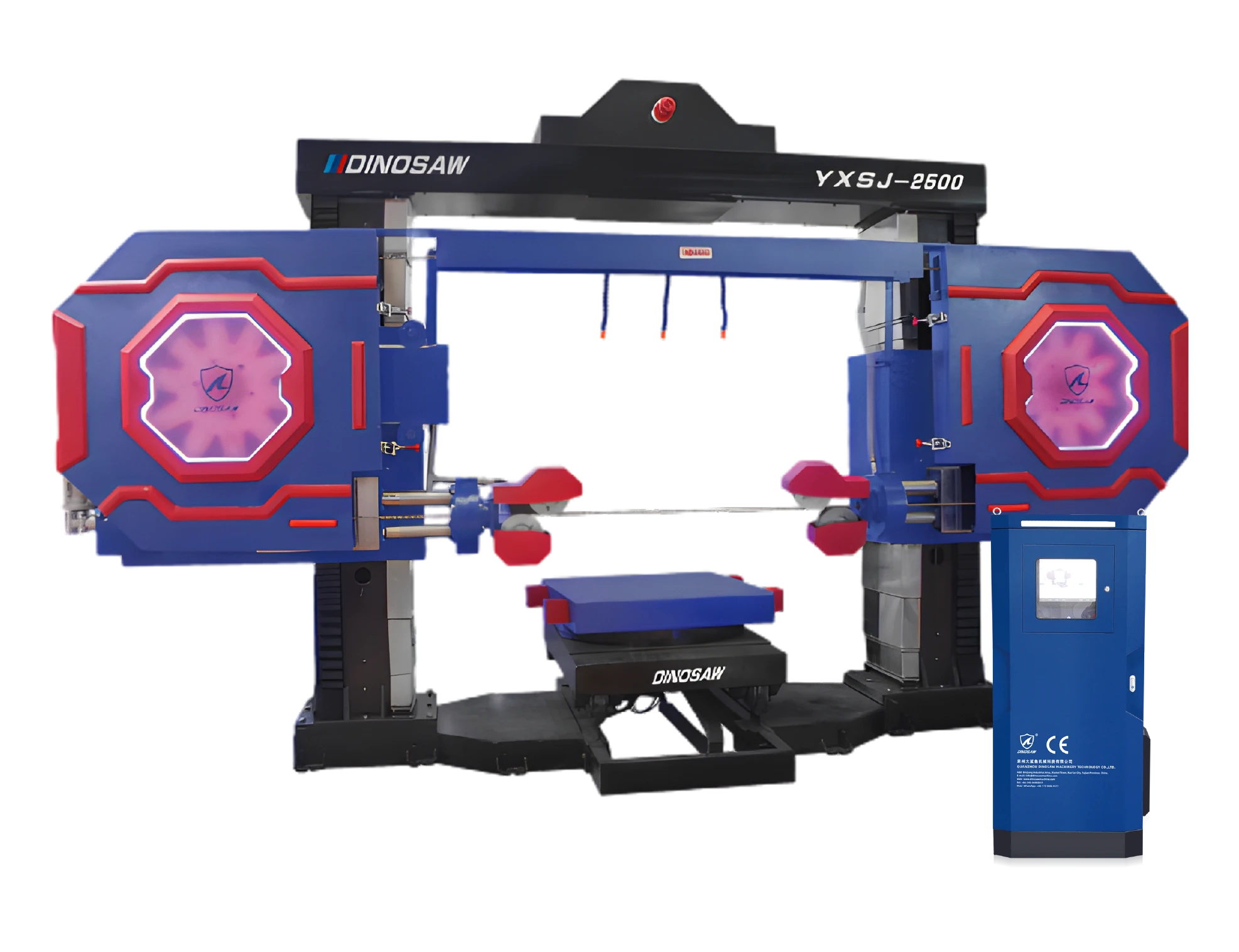
Современная 5-осевая алмазно-канатная пила CNC демонстрирует прецизионную обработку камня под управлением G‑кода
Рассмотрим максимально упрощённый пример. Допустим, мы используем станок для резки камня с ЧПУ, чтобы вырезать прямоугольное отверстие под мойку в мраморной столешнице:
T01 M06 ; Смена на инструмент 1 (например, алмазная фреза)
G00 X100 Y100 S1500 M03 ; 1. Быстрое перемещение к стартовой точке, шпиндель включён на 1500 об/мин
M08 ; 2. Включить охлаждение! (Критически важно)
G01 Z-20 F400 ; 3. Погружение инструмента на 20 мм в камень
G01 X500 F800 ; 4. Резка по оси X до позиции 500
G01 Y400 ; 5. Резка по оси Y до позиции 400
G01 X100 ; 6. Резка обратно по оси X до позиции 100
G01 Y100 ; 7. Резка по оси Y к старту, замыкая прямоугольник
G00 Z50 ; 8. Поднять инструмент вверх
M05 M09 ; 9. Отключить шпиндель и охлаждение
Всего несколькими строками простых команд задаётся точный, стандартный процесс резки. Вы можете сохранить его как цифровой актив и повторять этот качественный процесс бесконечно много раз на любом подходящем оборудовании. Такой подход произвёл революцию в производительности, и по данным ведущих производителей ЧПУ, переход от ручной работы к управлению через G‑код повышает стабильность производства до 40%.

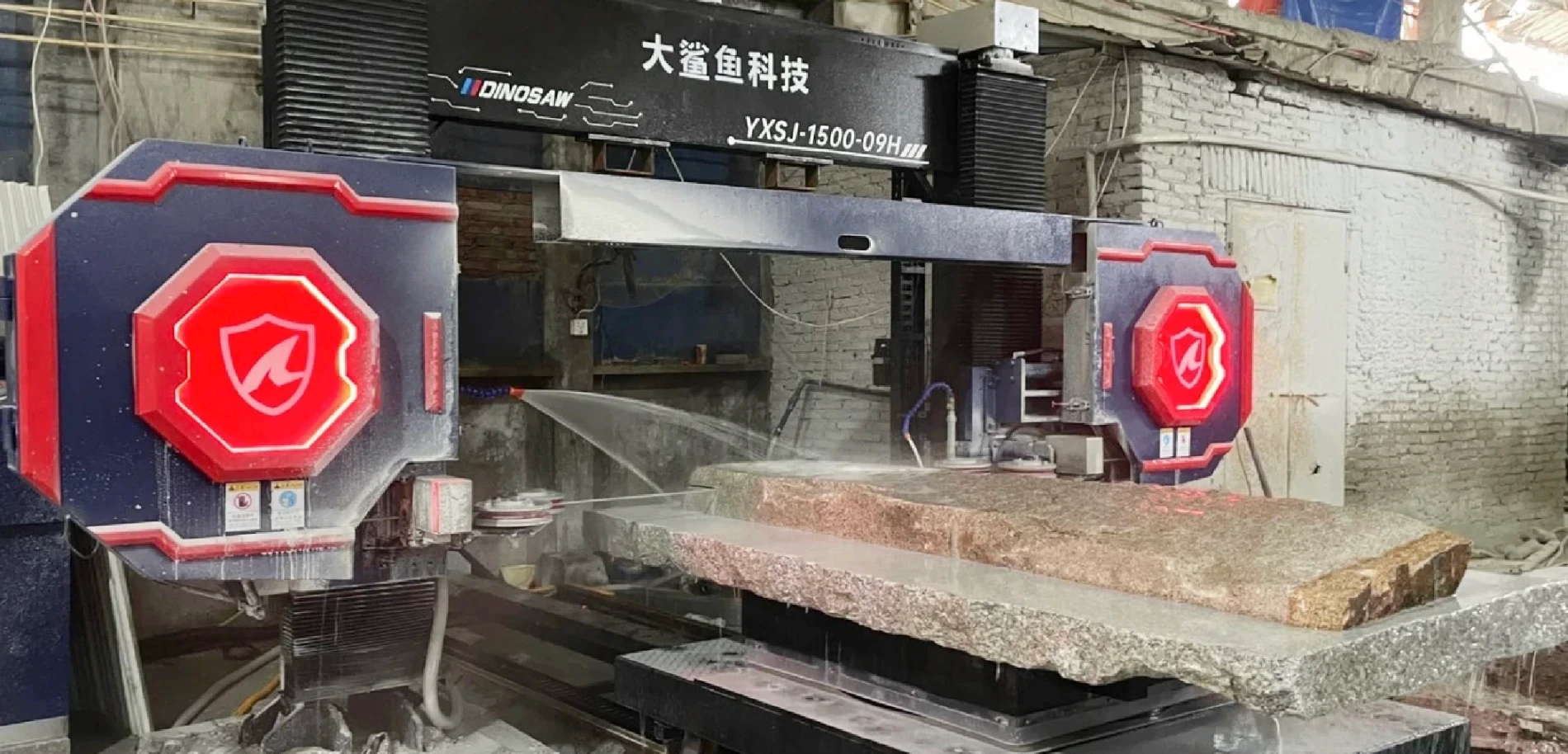
Алмазно-канатная пила CNC выполняет программы G‑кода для эффективной обработки каменных блоков
G‑код — это не сложное программирование. Это логичный, мощный инструмент и лучший способ оцифровать и стандартизировать ваш производственный опыт. Овладев им, вы получаете точный контроль, позволяющий повысить качество продукции, продлить срок службы инструмента и высвободить рабочие ресурсы.
Кроме того, интеграция современных систем ЧПУ с программированием на G‑коде открывает невиданные возможности для индивидуализации и эффективности. Современные машины способны выполнять сложные схемы резки, невозможные вручную, открывая новые рынки для декоративной каменной продукции, архитектурных элементов и прецизионных компонентов.
В конечном счёте, в условиях конкуренции овладение G‑кодом позволяет создать вокруг бизнеса мощный технический барьер. Сочетание цифровой точности, повторяемости и возможности быстро прототипировать новые изделия превращает ваше производство из традиционной мастерской в технологически продвинутый производственный центр.
Эволюция стандартов программирования ЧПУ отражает стремление отрасли к большей точности и интеллектуальности. Хотя традиционное программирование на G‑коде остаётся основой, новые стандарты, такие как ISO 14649, обещают революцию в автоматизации обработки камня благодаря программированию на основе функций.
Кроме того, специализированные ресурсы, такие как подробные справочники по G‑коду и практические обучающие материалы по обработке, предоставляют ценные знания для специалистов, стремящихся освоить эти технологии.
Путь от традиционного мастерства к цифровой точности начинается с правильного оборудования и знаний. Освоение G‑кода в сочетании с современными технологиями ЧПУ — это будущее обработки камня, где точность, эффективность и инновации объединяются для создания выдающихся результатов.
Будь то резка сложных архитектурных деталей, массовое производство столешниц или работа с экзотическими сверхтвердыми материалами, принципы, изложенные в этом руководстве, станут основой успеха в цифровую эпоху обработки камня.
 Русский
Русский
Получите простое решение
Онлайн-чат
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Здравствуйте 👋 Чем можем помочь?