




 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





黄女士
您好,我是大鲨鱼机械的客户顾问黄女士(人工回复)。 您对哪款设备感兴趣?请告诉我型号或您的需求。我们将为您提供详细资料和报价。
 Oct 30, 20255分钟阅读
Oct 30, 20255分钟阅读 Oct 30, 20255分钟阅读
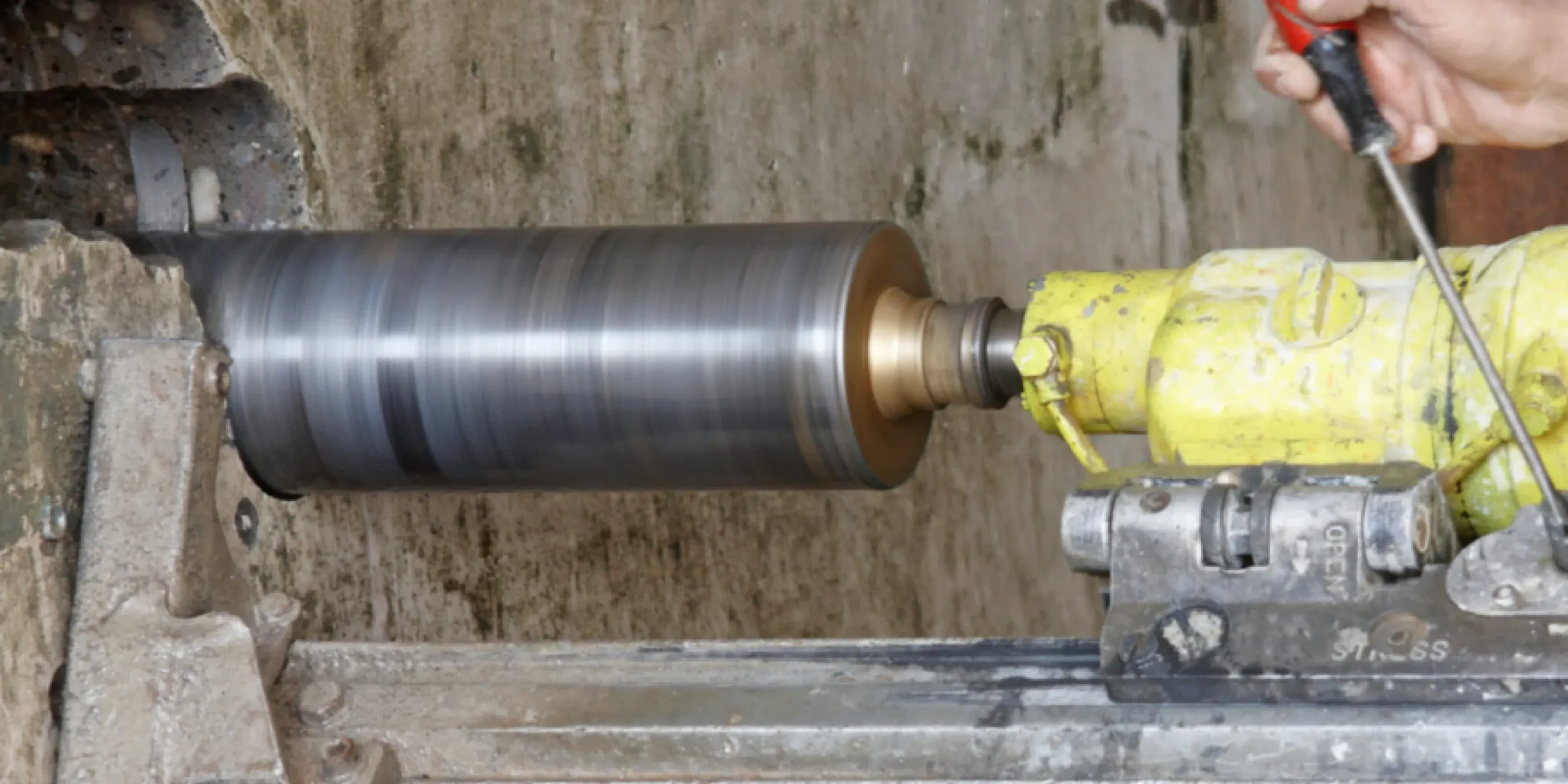
Oct 30, 20255分钟阅读一份决策型指南,比较石材用湿式与干式取芯钻头。使用我们的检查清单,根据材料、厚度和钻机配置选择合适的钻头,优化总拥有成本(TCO)。

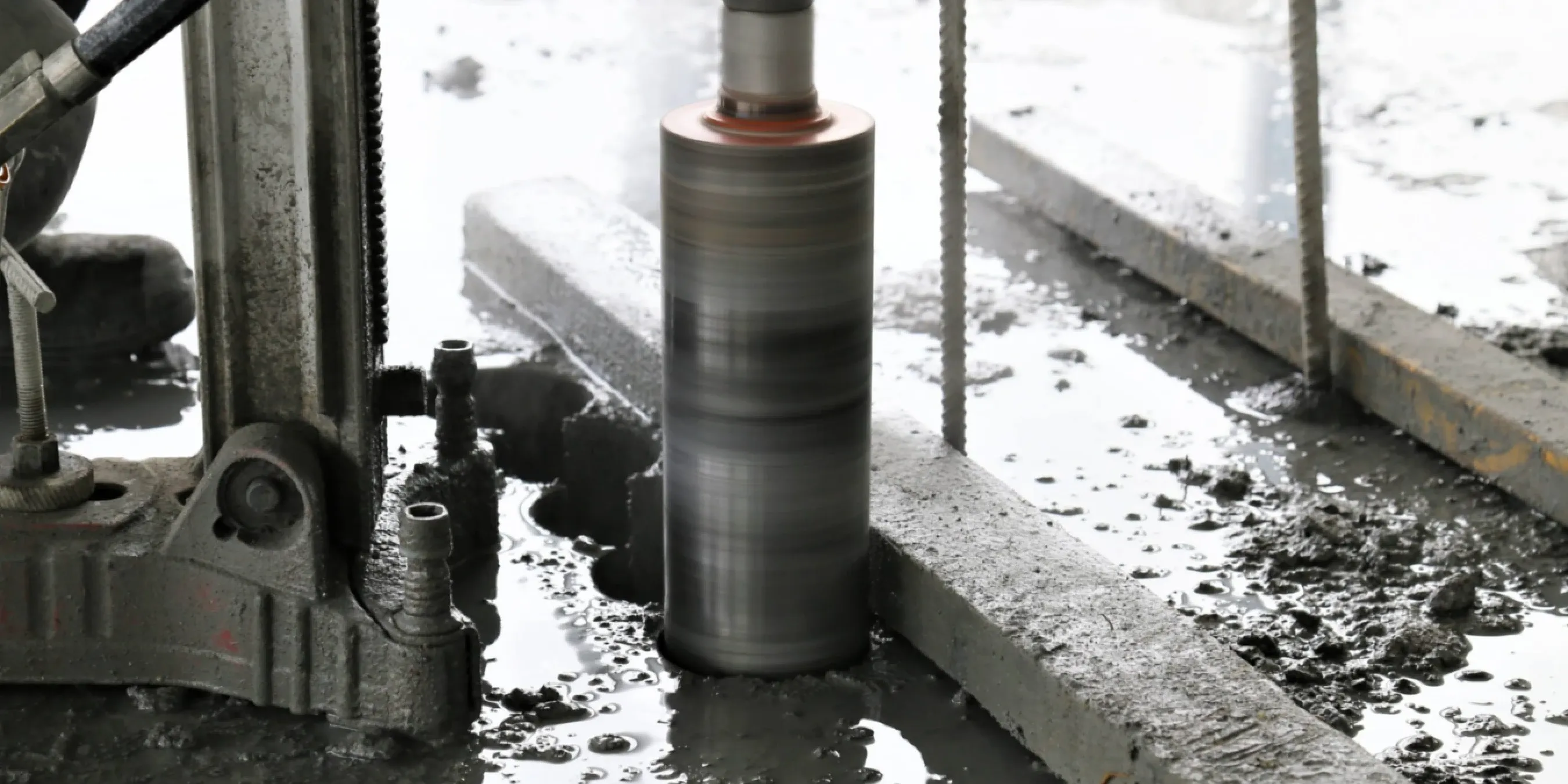
决策驱动因素 | 湿式取芯钻头优势 | 干式取芯钻头优势 |
|---|---|---|
工具寿命与TCO | 因持续冷却,寿命显著延长。降低长期单孔成本,是生产环境的优选。 | 因热应力寿命较短。单孔成本较高,但省去水管理准备时间,适合快速、一次性作业。 |
孔洞质量 | 优越。水流冲走碎屑,孔洞更洁净、无崩边,几乎无需二次修整。 | 粗加工可接受。边缘略粗糙,压力过大易有烧痕。 |
操作安全(粉尘) | 极佳。将有害硅尘转化为可控泥浆。根据OSHA硅尘标准,湿式是主要工程控制手段。 | 需严格控制。必须配备高效真空集尘系统(VDCS)以符合法规。 |
作业速度 | 因冷却与碎屑清除,硬厚材料切割更快。但整体项目时间因水处理略长。 | 穿透速度较慢,但单孔总时间因无需水准备可能更快。 |

 中文
中文您好 👋 需要什么帮助?