







 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
РусскийMs.Lizzy
Merhaba, ben Lizzy, DINOSAW'dan (Robot Değil). Hangi Makineyi (model) istiyorsunuz? Lütfen şimdi WhatsApp üzerinden bize ulaşın
Mesai:8:30am-20:30pm
WhatsApp: +86 198-5901-3937



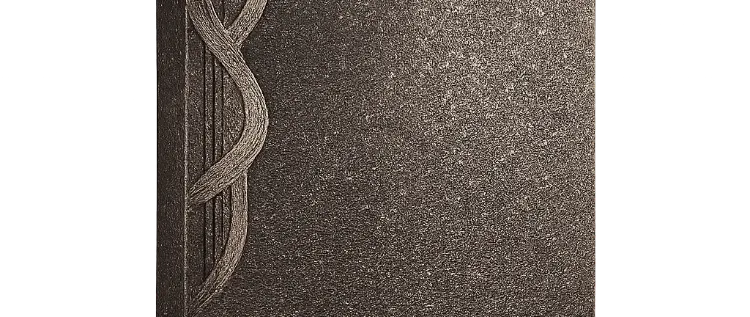
Keskin çizgiler, harfler ve rölyef için taş gravür uçları




Granit sert ve kırılgandır, bu nedenle mezar taşı yazısı, seri numaraları ve logo konturları özellikle küçük fontlarda, dar dönüşlerde ve derin V-oyma darbelerinde köşelerde kırılma ve giriş/çıkışlarda çatlama eğilimindedir. Atölyeler genellikle bulanık kenarlar, düzensiz derinlik ve el ile düzeltme gerektiren pürüzlü kanal duvarlarıyla karşılaşır; bu da üretimi yavaşlatır ve tekrar eden anıt siparişlerinde tutarlılığı bozar.
Bu CNC elmas gravür/oyma ucu, taş takım yollarında stabil izleme için tasarlanmıştır. Kontrollü elmas çıkışı, takımın "ısırmasını" sabit tutar ve mikro kırılma ile titreşim izlerini azaltmaya yardımcı olur. Doğru su soğutma ile, kesim sıcaklığını düşük tutar ve uzun yazı programları ile karmaşık tabela yollarında daha temiz başlangıçlar, daha keskin köşeler ve daha tutarlı çizgi genişliği ve derinliği sağlar.
Sonuçlar koyu granitte daha net okunur: daha keskin harfler, daha temiz iç köşeler ve daha düzgün kanal duvarları ile daha az düzeltme ihtiyacı. Seri yazı, kontur gravür, metin çevresinde yüzey rölyefi ve tekrar eden logo işleme gibi verim ve teslim süresinin önemli olduğu anıt ve hatıra fabrikaları için pratik bir araçtır.




Cilalı mermerde her takım izi görünür. Dekoratif çizgi gravürü, kenar olukları ve desen kazıma işlemleri, titreşim dalgalarını, yanık izlerini veya dağılmış kenarları gösterebilir—bu da "premium" görünümlü yüzeylerin birden fazla panelde korunmasını zorlaştırır. Tezgah süslemeleri ve mimari bordürlerde, kanal duvarındaki hafif pürüz bile oyulan alan çevresinde ekstra zımpara ve yeniden parlatma gerektirebilir.
Bu elmas oyma/gravür ucu, kavislerde ve uzun geçişlerde CNC'nin pürüzsüz hareketi için ayarlanmıştır. Dengeli elmas dağılımı, takımın çizik yerine kaymasını sağlar; bu da daha temiz kanal duvarları ve sığ kazıma, ince çizgi işleri ve hafif rölyef dokularında daha istikrarlı derinlik kontrolü sunar. Sabit soğutma ile, ısıya bağlı renk değişimini azaltır ve uzun programlarda kesim hissini korur.
Daha temiz dekoratif çizgiler, daha keskin kenarlar ve daha az son işlem elde edersiniz—mermer duvar panelleri, tezgah gömme kanalları, dekoratif bordürler ve tabela detayları için idealdir. Amacınız özel tasarımlarda ve küçük seri üretimde görsel kaliteyi korumaksa, sadece "kesiyor" olması yetmez.




Kuvars ve kompoze taşlar son derece aşındırıcıdır. CNC işlemlerinde takımlar hızla körelir, ısı birikir ve oyulmuş oluklar özellikle logo gravürü, ince çizgiler ve gömme kanallarda tutarlılığın kritik olduğu yerlerde pürüzlü veya değişken genişlikte olabilir. Atölyeler genellikle sık takım değişimi ve öngörülemez yüzey kalitesiyle mücadele eder.
Bu CNC elmas gravür ucu, kesim ısırmasını korurken aşınmayı kontrol altında tutmak için tasarlanmıştır. Optimize edilmiş elmas yoğunluğu, malzeme kaldırmayı dengeler ve kazıma, sığ oyma ve kanal işleme için daha net çizgi tanımı sağlar. Doğru su soğutma ve stabil mil yüküyle, derinlik tekrarlanabilirliğini artırır ve dar takım yollarında kenar kırılmalarını azaltır; böylece harfler ve desenler uzun çevrimlerde okunaklı kalır.
Tezgah üstü marka işaretleri, dekoratif oluklar, gömme kanalları ve kuvars yüzeylerde tabela tarzı gravür için idealdir. Pratik faydası: daha az duruş, daha öngörülebilir takım ömrü ve toplu işlerde daha iyi verim—tam da üretim atölyelerinin yoğun takvimlerde ihtiyaç duyduğu şey.




Sinterlenmiş taş (porselen plakalar) yoğun ve kırılgandır, bu nedenle mikro kırılma ana risktir—ince çizgiler, küçük ikonlar, QR kod tarzı detaylar ve hassas tabela desenleri köşelerde veya kanal kenarında kırılabilir. Temiz, modern yüzeylerde en ufak kenar hasarı bile belirgin olur ve reddedilmeye yol açabilir.
Bu taş oyma/gravür ucu, dar CNC takım yollarında kenar kırılmasını azaltmak için stabil geometri ve kontrollü elmas etkisine odaklanır. Tutarlı soğutma ile, ince çizgi gravürü, sığ oluklar ve hafif rölyef dokuları için daha temiz giriş/çıkış, daha keskin köşeler ve daha düzgün oyma duvarları sağlar. Amaç sadece "kesmesi" değil, desenin keskin kalması ve kanal sınırının temiz olmasıdır.
Dekoratif kazıma, marka işaretleri, mimari panel detayları ve sinterlenmiş plakada tekrarlı üretim için idealdir. Daha net desenler, daha az red ve daha az manuel düzeltme elde edersiniz—atölyelerin iş tekliflerini daha güvenle vermesine ve tutarlı görsel kalite sunmasına yardımcı olur.




Kireçtaşı genellikle yoğunluk açısından değişkenlik gösterir ve yumuşak bölgelerde "yırtılma" yapabilir; bu nedenle rölyef oyma, doku gravürü ve katmanlı desenlerde agresif kesim yerine kontrollü kaldırma gerekir. Düzensiz derinlik, bulanık kenarlar ve katmanlar arası tutarsız geçişler istenen 3D görünümü bozabilir ve çok fazla el düzeltmesi gerektirebilir.
Bu CNC elmas oyma ucu, takımın konturları fazla kesmeden takip etmesine yardımcı olan dengeli bir kesim hissi sunar. Stabil elmas çıkışı, rölyef dokular, dekoratif desenler ve kontur tarzı gravürlerde daha temiz katman geçişleri ve daha düzgün kanal derinliği sağlar. Soğutma ve sabit ilerleme ile, pürüzlü duvarları azaltır ve yüzeyin kasıtlı bir şekilde işlenmiş görünmesini sağlar.
Mimari paneller, dekoratif madalyonlar, şömine çevreleri ve görsel tutarlılığın önemli olduğu 3D sığ rölyef desenler için idealdir. Düzensiz çizgileri düzeltmek için daha az zaman harcar, tasarıma uygun tekrarlanabilir dokular üretmeye daha fazla vakit ayırırsınız.
Teknik özellikler talep üzerine özelleştirilebilir.
| Tip | Çap (mm) | Çalışma Yüksekliği (mm) | Sap |
|---|---|---|---|
| Oyma Ucu | 6 / 8 / 10 / 12 / 16 / 18 / 20 | 6 ~ 150 | Ø6 mm ~ Ø20 mm yuvarlak sap |
Daha Keskin Taş Gravürü, Daha Az Yeniden İşleme.



Stabil elmas çıkışı mikro kırılmayı azaltır ve dar CNC takım yollarında çizgi kenarlarını temiz tutar.
Dengeli geometri, titreşimi ve pürüzlü duvarları azaltır; böylece gravür sonrası zımpara ve düzeltme azalır.
Optimize edilmiş elmas yoğunluğu, ısırmayı daha uzun süre korur, tutarlılığı artırır ve takım değişimini azaltır.
Stabil kesim hissi, eğrileri, köşeleri ve küçük detayları kaymadan takip etmeye yardımcı olur.
Tek bir uç, yaygın taş yüzeylerde gravür, oluk açma ve hafif rölyef desenlerini destekler.
Sap/çap ve çalışma boyu seçeneklerini seçin; OEM etiketleme ve karışık siparişler desteklenir.
Elmas Oyma Uçları Hakkında Sık Sorulan Sorular
Çoğu alıcı terimleri birbirinin yerine kullanır. Pratikte, "gravür" genellikle ince çizgiler / yazı / sığ kazıma anlamına gelirken, "oyma" 2.5D dokular, sığ rölyef, cepler ve dekoratif oluklar içerebilir.
Eğer işiniz mezar taşı yazısı / logo konturu / tabela üretimi ise öncelik: dar yarıçap kontrolü, düşük salınım toleransı ve temiz kanal duvarları. Eğer rölyef/doku ise öncelik: uzun takım yollarında stabil kaldırma hızı ve pürüzsüz duvar yüzeyi.
Islak kesim için güvenli başlangıç aralıkları (sonra uç çapı, mil gücü ve çizgi detayına göre ±%10–20 ayarlayın):
Granit / Kuvars (sert + aşındırıcı):
Devir: 4.000–7.000
İlerleme: 300–800 mm/dak
Aşama derinliği: 0,3–0,8 mm/geçiş
Dalış: 50–80 mm/dak (tercihen rampa giriş)
Mermer / Kireçtaşı (daha yumuşak, iz gösterir):
Devir: 6.000–10.000
İlerleme: 150–500 mm/dak
Aşama derinliği: 0,5–2,0 mm/geçiş
Daha iyi kanal duvarı için hafif bir son geçiş bırakın.
Genellikle şu nedenlerden biri (veya birkaçı):
Takım salınımı (pens aşınması / uzun çıkıntı) → titreşim ve düzensiz çizgi genişliği oluşturur
Çok fazla aşama derinliği → köşelerde kenar kırılması
Tutarsız soğutma → ısı sıçraması → taşlama yerine parlatma/ovma
Önce yolu düzeltin: rampa giriş, daha küçük aşama derinliği, kısa takım çıkıntısı, stabil su perdesi. Sonra devir/ileri ayarlayın.
Şu sırayla yapın (en çoktan en aza etki):
Destekle & sabitle: taşma yok, titreşim yok
Dalış yerine rampa: girişte "şok"u önle
Daha fazla geçiş, daha az aşama derinliği: yükü sabit tut
Son geçiş stratejisi: duvarları temizlemek için aynı derinlikte son hafif geçiş
Hâlâ kırılma oluyorsa: ilerlemeyi biraz düşür, deviri sabit tut ve salınımı kontrol et.
Taş CNC gravürü için ıslak kesim varsayılandır (ısı kontrolü + daha temiz duvarlar + daha öngörülebilir ömür). Zorunlu olarak kuru çalışacaksanız: ilerlemeyi azaltın, aşama derinliğini azaltın, sürekli takım süresini kısaltın ve güçlü emiş kullanın. Aksi halde daha hızlı parlatma, pürüzlü duvarlar ve paneller arasında tutarsız detay görürsünüz.
Şu kuralları kullanın:
Önce detay: daha dar köşe ve ince çizgiler için küçük çap
Önce stabilite: daha hızlı kaldırma ve daha az sapma için büyük çap
Sap pensle tam uyumlu olmalı (yaygın: 6/8/10/12 mm veya 1/2")
Çıkıntıyı olabildiğince kısa tutun (uzun erişim = daha fazla titreşim)
Bize pens ölçüsü + minimum iç yarıçap + hedef çizgi genişliği/derinliği belirtin, stabil kalan 2–3 boy önerelim.
Hızlı seçim mantığı:
Elektro kaplama: çok keskin ısırma, ince detayda mükemmel, genelde aşındırıcı kuvarsta ömrü kısa (ama temiz başlangıç için ideal).
Lehimli: daha güçlü elmas tutuşu, iyi dayanıklılık, agresif kesimi korurken uzun ömür istenirse kullanılır.
Sinter: birçok taşlama tarzı işte en uzun ömür, genellikle sürekli ıslak soğutma ve sabit yükle kullanılır.
Bize malzeme + yüzey hedefi (keskin harf mi uzun ömür mü) belirtin, uygun tip önerelim.
Bir iki geçişli yöntem kullanın:
Kaba: normal ilerleme, temkinli aşama derinliği
Son: aynı derinlik, daha hafif yük (ilerlemeyi %10–20 azaltın veya daha ince uç/tanecik kullanın)
Ayrıca: soğutma akışını sabitleyin ve köşelerde durmayın (bekleme izi). Son geçişi standartlaştıran atölyeler "premium görünüm" tutarlılığında en büyük sıçramayı elde eder.
Şu durumlarda değiştirin (veya kaba işte kullanın):
çizgi genişliği programdan fazla açılıyorsa
aynı ayarda köşelerde daha fazla kırılma oluyorsa
mil yükü artıyor / daha fazla titreşim varsa
uç taşı "parlatıyor" (taşlama yerine kaydırıyorsa)
Toplu iş fiyatlandırması için malzeme tipi + takım saati + toplam kazıma uzunluğu takip edin—takım maliyetini öngörülebilir kılar.
Şu 8 maddeyi gönderin, eşleşen seçenek + başlangıç parametresiyle dönebiliriz:
Malzeme (granit/mermer/kuvars/sinterlenmiş) + kalınlık
CNC modeli / mil gücü + maksimum devir
Soğutma tipi (harici su / dahili / kuru)
Pens ölçüsü (sap)
Hedef kanal genişliği + derinliği
En küçük iç yarıçap / en küçük yazı yüksekliği
İş tipi (yazı / logo / tabela / rölyef doku)
Aylık kullanım (adet veya metre) + hedef ülke
Sertifikalar & Standartlar

CE Sertifikası

100+ Teknoloji Patenti
ISO 9001:2015
DINOSAW ürün serileri, uluslararası mühendislik standartlarına tamamen uygundur ve tüm endüstriyel ekipmanların yüksek yük ortamlarında üstün performans ve dayanıklılık sağlaması için sıkı üçüncü taraf kalite sertifikalarından geçmiştir.

75+
Dünya Çapında Hizmet Verilen Ülkeler

20+
Endüstri makine uzmanlığı
Ürün ihtiyaçlarınız için ekipman kombinasyonları seçerek verimli otomatik üretim hatları kurun ve kârlılığınızı en üst düzeye çıkarın.
Taşınızı ve CNC'nizi bize iletin. Ucu, sapı ve başlangıç devir/ilerlemeyi 24 saat içinde eşleştiriyoruz.
DINOSAW uzmanlarıyla iletişime geçerek, özel malzeme ve üretim ihtiyaçlarınız için en uygun işleme çözümünü bulun.

DINOSAW'un projelerinizi nasıl hızlandırabileceğini keşfedin. Size özel ürün serimiz, son teknoloji AR-GE, güçlü üretim, uçtan uca hizmet, küresel destek ve sektör sertifikaları hizmetinizde.

Daha fazla yeni bilgi makinesi veya takımı mı arıyorsunuz?
 Türkçe
Türkçe
Kolay Bir Çözüm Alın
Çevrimiçi Sohbet
Merhaba, ben Lizzy, DINOSAW'dan (Robot Değil). Hangi Makineyi (model) istiyorsunuz? Lütfen şimdi WhatsApp üzerinden bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?