Nguyên Lý Máy Cắt Đá Dạng Cổng: PLC, Kết Cấu & Độ Chính Xác | DINOSAW
lizzy·Nov 29, 2025·8 PHÚT ĐỌC
lizzy·Nov 29, 2025·8 PHÚT ĐỌC
Khám phá sâu về công nghệ cốt lõi của máy cắt đá dạng cổng. Bài viết này giải thích cách khung thép nặng, hệ thống thủy lực và tự động hóa PLC đảm bảo độ chính xác cao.
TL;DR: Công Nghệ Cốt Lõi Nhìn Nhanh
Kết Cấu Chắc Chắn: Khung thép chịu lực lớn và kết cấu dạng cổng được thiết kế để giảm rung động, đây là yếu tố then chốt để đạt được vết cắt chính xác, không nứt vỡ.
Tự Động Hóa Bằng PLC: Hệ thống PLC đóng vai trò là "bộ não" của máy, tự động hóa lập trình kích thước, tốc độ và độ dày tấm cắt để đảm bảo sự đồng nhất và lặp lại tối đa.
Ổn Định Nhờ Nâng Thủy Lực: Hệ thống thủy lực cung cấp chuyển động lên xuống mượt mà, ổn định, hấp thụ chấn động và giữ cho lưỡi cắt luôn ổn định trong suốt quá trình cắt — đặc biệt quan trọng với vật liệu giòn như đá cẩm thạch.
Bước Tiếp Theo: Hiểu cách các thành phần cốt lõi này phối hợp sẽ giúp bạn đánh giá liệu máy có đáp ứng yêu cầu kỹ thuật về độ chính xác và hiệu suất hay không.
Máy cắt đá dạng cổng không chỉ đơn thuần là một chiếc cưa; nó là thiết bị gia công đá hiện đại kết hợp giữa kỹ thuật cơ khí vững chắc với tự động hóa tiên tiến. Đối với kỹ sư và quản lý bảo trì, hiểu rõ nguyên lý hoạt động bên trong là chìa khóa để tối đa hóa thời gian vận hành và đảm bảo mọi vết cắt đều đạt tiêu chuẩn chất lượng nghiêm ngặt. Đây không chỉ là cắt đá — mà là một quy trình chính xác, nơi độ bền kết cấu, hệ thống điều khiển và sự phối hợp linh kiện quyết định giá trị sản phẩm cuối cùng.
Định Nghĩa Kỹ Thuật: Máy Cắt Khối Đá Dạng Cổng Gồm Những Gì?
Về bản chất, máy cắt đá dạng cổng là một hệ thống tích hợp, nơi bốn yếu tố chính phối hợp để gia công các khối đá lớn thành tấm đá chính xác. Hiểu từng thành phần là bước đầu để làm chủ khả năng của máy.
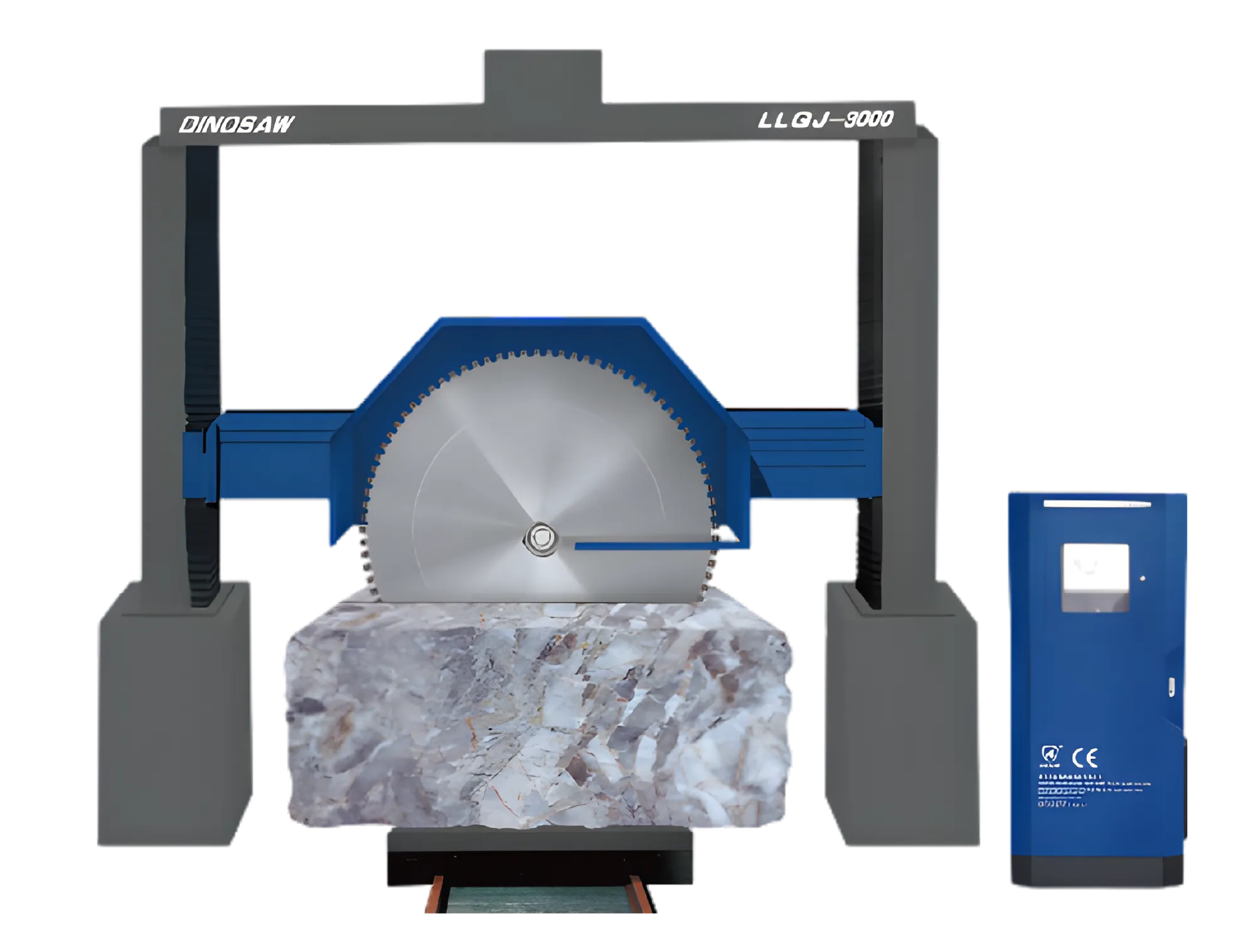
Kết Cấu Thép Dạng Cổng Chắc Chắn: Đây là "bộ xương" của máy, thường gồm khung thép chịu lực lớn chạy trên hai ray song song. Chức năng chính là tạo nền tảng cực kỳ ổn định và cứng vững, chống lại lực và rung động lớn phát sinh khi cắt. Sự ổn định này là yếu tố then chốt để đạt độ chính xác cao.
Dầm Ngang và Cụm Dao Cắt: Được gắn trên cổng, dầm ngang mang các dụng cụ cắt (một hoặc nhiều lưỡi cưa tròn kim cương). Cụm này di chuyển ngang theo ray cổng (trục X), trong khi lưỡi cắt di chuyển dọc theo dầm ngang (trục Y), cho phép bao phủ toàn bộ bề mặt khối đá.
Hệ Thống Nâng Thủy Lực: Hệ thống này điều khiển chuyển động lên xuống (trục Z) của cụm dao cắt, chịu trách nhiệm điều chỉnh độ sâu cắt chính xác. So với hệ vít cơ khí, hệ thủy lực cho chuyển động mượt mà, liên tục và giảm rung động hiệu quả — rất quan trọng để tránh nứt vi mô trên vật liệu cứng, giòn.
Nguyên Lý & Kiến Trúc Hệ Thống Máy Cắt Dạng Cổng Điều Khiển PLC
Kiến trúc máy được xây dựng quanh ba trục chuyển động chính để đảm bảo bao phủ hoàn toàn khối đá. Hệ thống vận hành theo logic điều khiển vòng kín, cảm biến cung cấp phản hồi thời gian thực cho PLC, cho phép tự động điều chỉnh để duy trì độ chính xác trong suốt quá trình cắt.
Trục Chuyển Động và Hướng Tiến Dao
Trục X: Chuyển động dọc của cổng trên ray sàn nhà xưởng.
Trục Y: Chuyển động ngang của cụm đầu cắt dọc theo dầm ngang.
Trục Z: Chuyển động lên xuống của lưỡi cắt nhờ hệ thống thủy lực.
Hệ Thống Điều Khiển và Làm Mát
Điều Khiển Vòng Kín: Bộ mã hóa giám sát vị trí và tốc độ lưỡi cắt, gửi dữ liệu về PLC, PLC liên tục điều chỉnh động cơ và thủy lực để phù hợp với thiết lập.
Hệ Thống Làm Mát Bằng Nước: Hệ phụ quan trọng phun nước trực tiếp vào điểm cắt để làm mát lưỡi và giảm bụi. Điều này không chỉ ngăn quá nhiệt và cong vênh lưỡi mà còn là biện pháp then chốt tuân thủ quy định an toàn về bụi silica tinh thể từ các tổ chức như OSHA.
Ưu Điểm Kỹ Thuật Cốt Lõi Của Máy Cắt Dạng Cổng Hạng Nặng
Các lựa chọn kỹ thuật phía sau máy cắt dạng cổng mang lại lợi ích hiệu suất rõ rệt so với phương pháp thủ công hoặc bán tự động. Ưu điểm cốt lõi nằm ở độ chính xác, tự động hóa, khả năng lặp lại và ổn định — từ đó nâng cao chất lượng sản phẩm và giảm chi phí vận hành.
Ví dụ, khi quy trình thủ công có thể tạo ra tấm đá có độ dày sai lệch vài milimét, hệ thống thủy lực điều khiển PLC trên máy cắt dạng cổng có thể giữ dung sai ±0,5mm. Đó là nhờ khung thép nặng của máy giảm rung động vượt trội. Trong khi phương pháp truyền thống phụ thuộc vào tay nghề để kiểm soát lực cắt, kết cấu cứng vững của máy dạng cổng hấp thụ lực này, ngăn lưỡi bị lệch và đảm bảo vết cắt thẳng tuyệt đối. Phương pháp tập trung một lưỡi này mang lại độ chính xác, còn nếu cần năng suất tối đa thì dùng máy đa lưỡi chuyên dụng.
Các Bộ Phận Chính và Dải Thông Số Máy Cắt Khối Đá Dạng Cổng
Hiểu rõ thông số các bộ phận cốt lõi là điều cần thiết để lựa chọn máy phù hợp với nhu cầu sản xuất cụ thể. Dưới đây là phân tích các bộ phận chính và dải hoạt động thông thường:
Bộ phận
Dải Thông Số Kỹ Thuật
Ý Nghĩa Kỹ Thuật
Lưỡi Cắt Kim Cương
Đường kính: 2200 mm đến 3000 mm
Quyết định độ sâu cắt tối đa. Đường kính lớn hơn có thể xử lý khối đá dày hơn.
Động Cơ Chính
Công suất: 30 kW đến 37 kW
Cung cấp mô-men xoắn cần thiết để quay lưỡi cắt. Công suất lớn hiệu quả hơn khi cắt đá cứng như granite.
Bộ Biến Tần
Cho phép điều chỉnh vô cấp tốc độ tuyến tính lưỡi cắt và tốc độ tiến dao.
Giúp người vận hành tối ưu thông số cắt theo độ cứng và mật độ đá, nâng cao chất lượng cắt và tuổi thọ dụng cụ.
Bàn Làm Việc
Kích thước: Thường 2000 mm x 2000 mm
Xác định diện tích tối đa của khối đá có thể đặt lên để gia công.
Hệ Thống Làm Mát Bằng Nước
Lưu lượng nước: Khoảng 10 m³/h
Phải cung cấp đủ lưu lượng để làm mát lưỡi hiệu quả và giảm bụi. Lưu lượng không đủ sẽ làm hỏng lưỡi sớm.
Hệ Thống Ray Dẫn Hướng
Gồm các ray thép gia công chính xác cao.
Đảm bảo chuyển động tuyến tính, mượt mà của cổng và cụm cắt. Độ chính xác của ray ảnh hưởng trực tiếp đến độ phẳng của tấm đá thành phẩm.
Trạm Thủy Lực
Cung cấp áp suất ổn định cho hệ nâng.
Độ tin cậy của hệ thủy lực rất quan trọng để duy trì độ sâu cắt ổn định và hấp thụ rung động.
Sự Cố Thường Gặp & Cách Khắc Phục Máy Cắt Đá Dạng Cổng
Bảo trì chủ động là chìa khóa để tránh thời gian ngừng máy. Dưới đây là một số sự cố kỹ thuật thường gặp và cách xử lý từ góc độ kỹ thuật.
Lưỡi Cắt Quá Nhiệt: Thường do làm mát nước không đủ hoặc tốc độ tiến dao quá cao.
Khắc phục: Kiểm tra ngay vòi phun có bị tắc không và đảm bảo lưu lượng nước đạt 10 m³/h. Ngoài ra, giảm tốc độ tiến dao bằng biến tần, nhất là khi cắt granite cứng.
Lệch Đường Cắt: Có thể do ray dẫn hướng mòn, lưỡi cắt căng không đúng hoặc khung máy bị lệch.
Khắc phục: Thường xuyên kiểm tra độ thẳng của ray dẫn hướng, làm sạch bụi bẩn. Đảm bảo lưỡi cắt lắp đặt và căng đúng kỹ thuật. Nếu vẫn còn, cần căn chỉnh lại toàn bộ khung máy.
Rò Rỉ Thủy Lực: Thường do gioăng phớt bị mòn hoặc hư hại.
Khắc phục: Thực hiện lịch bảo trì định kỳ thay ống và gioăng thủy lực. Kiểm tra trực quan dấu hiệu rò rỉ vào đầu mỗi ca làm việc.
Tương Thích Hệ Thống và Tích Hợp Máy Cắt Đá Dạng Cổng Công Nghiệp
Trong nhà máy đá hiện đại, không máy nào hoạt động độc lập. Hệ thống PLC của máy cắt dạng cổng được thiết kế để tương thích với các thiết bị tự động hóa khác. Mặc dù giao thức cụ thể có thể khác nhau, PLC thường có thể cấu hình để giao tiếp với hệ quản lý nhà máy trung tâm. Điều này cho phép tích hợp liền mạch vào dây chuyền sản xuất lớn, nơi tấm đá được cắt có thể tự động chuyển sang Dây chuyền mài bóng liên tục hoặc Máy cắt cầu CNC để gia công tiếp theo. Mức tích hợp này là chìa khóa để đạt tự động hóa thực sự và tối đa hóa sản lượng.
Cài Đặt Tham Số Khởi Động Cho Máy Cắt Tấm Dạng Cổng
Mặc dù cài đặt tối ưu cần hiệu chỉnh tại chỗ, dưới đây là các thông số khởi đầu do nhà sản xuất khuyến nghị cho ba loại vật liệu phổ biến. Luôn bắt đầu với thiết lập an toàn và điều chỉnh theo đặc tính đá thực tế.
Granite cứng: Bắt đầu với tốc độ tiến dao chậm, lưu lượng nước cao; tăng dần tốc độ cho đến khi vết cắt mịn, không rung hoặc sứt mép.
Đá cẩm thạch: Dùng tốc độ vừa với chuyển động thủy lực mượt; ưu tiên ổn định để bảo vệ vân đá; điều chỉnh đến khi bề mặt đều màu.
Đá vôi: Dùng tốc độ tiến dao nhanh để tối ưu hiệu suất; giảm lại nếu lưỡi cắt bị ì hoặc bùn cắt đặc lại.
Tóm Tắt: Kỹ Thuật Đỉnh Cao Cho Hiệu Suất & Độ Tin Cậy
Máy cắt đá dạng cổng là minh chứng cho nguyên lý kỹ thuật vững chắc. Kết cấu hạng nặng mang lại sự ổn định cần thiết, hệ thống thủy lực đảm bảo chuyển động mượt mà, chính xác, và tự động hóa PLC mang lại sự nhất quán vượt trội. Đối với bất kỳ nhà máy nào tập trung sản xuất hàng loạt tấm đá chất lượng cao, hiểu nền tảng kỹ thuật của máy là chìa khóa để khai thác tối đa tiềm năng, đảm bảo năng suất tối đa và vận hành lâu dài ổn định.
Câu Hỏi Kỹ Thuật Thường Gặp
Hệ thống PLC cải thiện độ chính xác cắt như thế nào?
PLC nâng cao độ chính xác bằng cách tự động hóa toàn bộ chu trình cắt dựa trên thông số lập trình sẵn, loại bỏ sự không đồng nhất do điều chỉnh thủ công.
Bối cảnh: PLC nhận phản hồi từ bộ mã hóa trên các trục máy, tạo thành hệ thống vòng kín. Nếu phát hiện sai lệch so với đường đi hoặc tốc độ đặt trước, PLC sẽ điều chỉnh động cơ hoặc thủy lực ngay lập tức để sửa lỗi.
Rủi ro: Không có PLC, người vận hành phải điều khiển thủ công độ sâu và tốc độ tiến dao, dễ mắc lỗi và dẫn đến tấm đá dày không đều, tăng lãng phí.
Bước tiếp theo: Khi đánh giá máy, hãy xem xét mức độ hiện đại của giao diện PLC. Hệ thống thân thiện giúp lập trình các công việc phức tạp chính xác hơn, tăng độ chính xác tổng thể.
Sự khác biệt giữa nâng thủy lực và nâng cơ khí là gì?
Khác biệt chính là độ mượt và khả năng giảm rung. Hệ thủy lực cho chuyển động mượt, kiểm soát tốt hơn — vượt trội khi cắt đá giòn.
Bối cảnh: Hệ thủy lực dùng áp suất dầu để nâng cụm cắt, tự nhiên hấp thụ chấn động và rung. Hệ cơ khí, thường dùng vít me, truyền rung động nhiều hơn lên đầu cắt.
Rủi ro: Rung từ hệ cơ khí có thể gây nứt vi mô trên vật liệu như cẩm thạch, granite, làm giảm chất lượng bề mặt và nguy cơ hỏng tấm đá.
Bước tiếp theo: Với ứng dụng cắt đá giá trị cao, giòn, hãy ưu tiên máy có hệ nâng thủy lực. Đây là yếu tố kỹ thuật then chốt đảm bảo độ bền sản phẩm cuối cùng.
Bộ khung thép nặng của máy cắt khối đá dạng cổng quan trọng thế nào?
Biến tần cung cấp khả năng điều chỉnh tốc độ vô cấp chính xác cho động cơ chính và động cơ tiến dao, giúp tối ưu thông số cắt cho từng loại vật liệu.
Bối cảnh: Đá cứng như granite cần tốc độ tiến dao chậm, ổn định để tránh mòn lưỡi nhanh, trong khi đá mềm như đá vôi có thể cắt nhanh hơn nhiều. Biến tần cho phép điều chỉnh linh hoạt ngay khi vận hành.
Rủi ro: Không có biến tần, máy chỉ chạy tốc độ cố định, vừa kém hiệu quả vừa làm chất lượng cắt kém trên vật liệu cứng hoặc sản lượng thấp trên vật liệu mềm.
Bước tiếp theo: Khi đào tạo vận hành, hãy lập bảng thiết lập tốc độ tối ưu cho từng loại đá. Đây là tài liệu tham khảo hữu ích cho đội ngũ của bạn.
Bộ khung thép nặng của Máy Cắt Khối Đá Dạng Cổng quan trọng thế nào?
Cực kỳ quan trọng. Khung thép nặng là nền tảng cho sự ổn định của máy và quyết định trực tiếp đến độ chính xác cắt.
Bối cảnh: Cắt qua khối đá lớn tạo ra lực và rung động rất lớn. Khung nhẹ sẽ bị uốn, rung, làm lưỡi cắt lệch, dẫn đến vết cắt không đều, thiếu chính xác. Khung nặng cung cấp khối lượng và độ cứng để hấp thụ lực này.
Rủi ro: Máy có khung yếu sẽ rung liên tục, làm mòn nhanh các bộ phận, chất lượng cắt kém và tuổi thọ máy ngắn.
Bước tiếp theo: Khi so sánh máy, hãy xem tổng trọng lượng và độ dày thép của khung cổng, dầm ngang. Khung càng nặng, chắc chắn càng cho độ chính xác và bền bỉ cao hơn.
Tại sao hệ thống làm mát nước lại quan trọng cho an toàn?
Hệ thống làm mát nước không chỉ quan trọng cho tuổi thọ lưỡi cắt mà còn đảm bảo an toàn cho người vận hành, vì đây là biện pháp chính kiểm soát bụi silica nguy hiểm.
Bối cảnh: Cắt đá, đặc biệt là granite và sa thạch, phát sinh bụi silica tinh thể rất nhỏ. Theo hướng dẫn của CDC/NIOSH,hít phải bụi này có thể gây bệnh phổi nghiêm trọng. Cắt ướt giúp dập bụi ngay tại nguồn.
Rủi ro: Vận hành máy với hệ thống nước không đủ hoặc hỏng sẽ khiến người vận hành tiếp xúc với bụi silica vượt ngưỡng nguy hiểm và vi phạm quy định an toàn như của OSHA.
Bước tiếp theo: Đưa kiểm tra hệ thống làm mát nước vào danh mục an toàn trước ca. Đảm bảo vòi phun thông thoáng và lưu lượng nước đạt chuẩn nhà sản xuất.
Máy cắt dạng cổng công nghiệp này có tích hợp được vào dây chuyền tự động không?
Có, hệ thống điều khiển dựa trên PLC được thiết kế để tích hợp với thiết bị nhà máy khác, tạo quy trình sản xuất tự động đồng bộ.
Bối cảnh: Thông qua các giao thức truyền thông công nghiệp (ví dụ OPC UA, Profinet...), PLC của máy cắt dạng cổng có thể gửi/nhận tín hiệu với máy khác. Ví dụ, có thể báo cho robot hoặc băng tải khi khối đá đã cắt xong.
Rủi ro: Tích hợp kém sẽ gây tắc nghẽn. Nếu tín hiệu giữa các máy không cấu hình đúng, sẽ dẫn đến thời gian chờ và giảm hiệu suất toàn nhà máy.
Bước tiếp theo: Khi lên kế hoạch bố trí nhà máy, hãy trao đổi nhu cầu tích hợp với đội ngũ kỹ sư của chúng tôi. Chúng tôi sẽ tư vấn giao diện cần thiết để kết nối máy cắt dạng cổng với thiết bị như dây chuyền mài bóng hoặcmáy khắc đá CNC .
Tôi có cần hạ tầng điện khác nhau cho các động cơ công suất khác nhau không?
Có, động cơ công suất lớn hơn (ví dụ 37 kW) sẽ tiêu thụ dòng điện lớn hơn động cơ nhỏ (ví dụ 30 kW) và cần hệ thống điện phù hợp.
Bối cảnh: Hạ tầng điện gồm dây dẫn, aptomat, máy biến áp phải đủ tải cho dòng điện định mức của động cơ mà không bị quá nhiệt hoặc sụt áp.
Rủi ro: Hệ thống điện yếu sẽ gây nhảy aptomat liên tục, hỏng động cơ do điện áp thấp và nguy cơ cháy nổ cao.
Bước tiếp theo: Trước khi lắp đặt, hãy cung cấp thông số kỹ thuật máy cho thợ điện có chứng chỉ. Họ cần xác nhận hệ thống điện nhà xưởng đáp ứng hoặc vượt yêu cầu công suất của model bạn chọn.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



 Nov 29, 20258 PHÚT ĐỌC
Nov 29, 20258 PHÚT ĐỌC




 Tiếng Việt
Tiếng Việt
