如果您从事发泡或多孔陶瓷的加工,您一定深知:如何在不产生裂纹、崩边或过度浪费的情况下切割这些脆性磨蚀性材料一直是难题。传统方法常常失败,导致高废品率并限制设计可能性。那么,有没有一种方式可以每次都实现完美、复杂的切割?
这正是
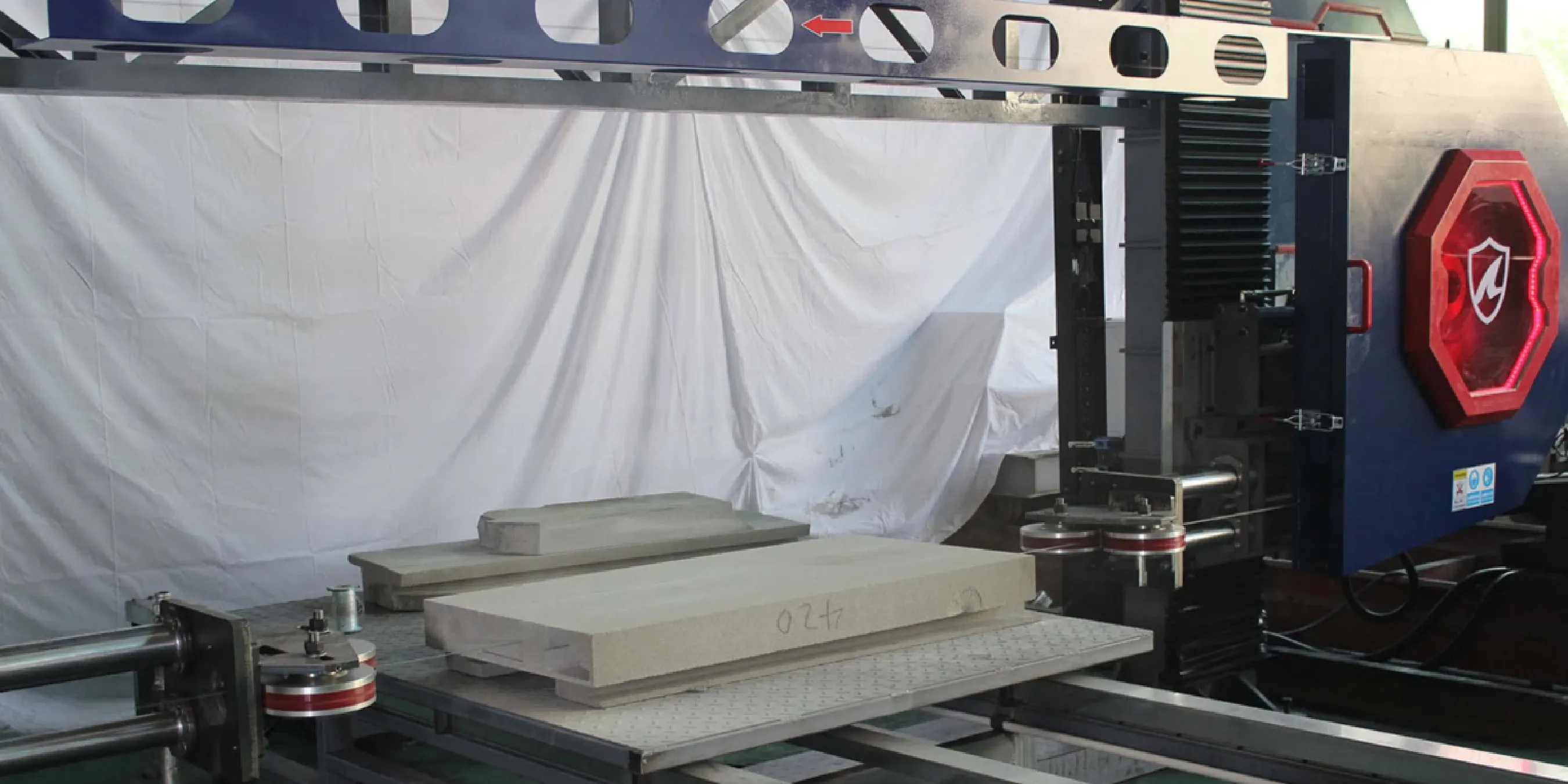
发泡陶瓷CNC金刚石绳锯改变局面的地方。它不仅仅是另一台石材切割机,更是一种专为多孔陶瓷块等特殊材料特性设计的高精度、低应力解决方案。通过采用磨削型金刚石绳而非强力刀片,实现干净切割,拓展了更多应用场景。
CNC金刚石绳锯能为发泡陶瓷做什么
不仅仅是切割,CNC金刚石绳锯还赋予您的生产更多传统方式难以实现的能力。从操作角度看,它是加工脆性材料的最佳石材CNC机型之一。
实现复杂几何造型: 多轴控制可完成曲线、轮廓及复杂内切,直线锯片无法实现,为建筑陶瓷和定制部件带来全新可能。
获得光滑表面: 柔和的磨削作用可获得细腻光滑的表面,通常无需二次抛光,节省时间和人工。
最大化材料利用率: 超薄金刚石绳锯缝极窄,最大限度提高昂贵发泡陶瓷块的出材率,低锯缝切割大幅节约成本。
 多孔陶瓷块材料与加工兼容性矩阵
多孔陶瓷块材料与加工兼容性矩阵
本机针对多种脆性、多孔及轻质材料进行了优化,绳锯应用不仅限于某一种陶瓷。
材料类别 | 示例 | 加工说明 |
|---|
发泡及多孔陶瓷 | 碳化硅(SiC)泡沫、氧化铝泡沫、氧化锆泡沫、多孔玻璃 | 适合高精度切割。调整绳速和进给速度以获得最佳表面。 |
陶瓷保温材料 | 耐火陶瓷纤维板、微孔绝热板 | 非常适合切割复杂形状的陶瓷保温件,用于热防护。 |
轻质混凝土及复合材料 | EPS/GRC块、发泡水泥、加气混凝土(AAC) | 切割顺畅,不会崩碎材料。 |
石材及大理石 | 大理石、花岗岩(仿形)、砂岩 | |
CNC石材切割机的加工边界
为确保正确选型,了解设备的局限性同样重要。虽然它在脆性材料的精密加工方面表现出色,但并非所有场景都适用。
 快速指南:CNC金刚石绳锯如何切割发泡陶瓷
快速指南:CNC金刚石绳锯如何切割发泡陶瓷
虽然不是完整SOP,但基本流程非常直观,充分体现了CNC集成的优势。该流程基于
CNC石材切割自动化理念,实现高效生产。
CAD设计:在任意标准CAD软件中创建2D或3D设计,并导出为兼容文件(如DXF、G-code)。
设备准备:将程序导入CNC控制器,将发泡陶瓷块固定在工作台上,确保金刚石绳张力正确。
执行切割:启动切割循环,设备将自动按照编程路径运行,精准控制绳速和进给速度。
完成取件:取下成品,表面应平整光滑,几乎无需后续处理。
效率参考:发泡陶瓷线条型材典型切割效率为每8小时约500–800米,具体取决于绳速、进给速度、轮廓复杂度及材料(基于大鲨鱼发泡陶瓷绳锯稳定张力控制实测)。
绳锯 vs 水刀 vs 锯片锯:场景优势对比
传统切割方式的主要问题在于会引入机械应力,这是脆性材料产生亚表面微裂纹的主要原因。研究证实,金刚石绳锯切割可显著减少此类损伤。
方式 | 发泡陶瓷的劣势 | 金刚石绳锯优势 |
|---|
带锯 | 极易崩边和断裂,锯片因磨蚀性磨损快。 | 柔和磨削切割保护边缘,绳寿命更长。 |
水刀 | 多孔材料吸水,易导致结构变弱或需长时间烘干,且过程凌乱。许多研究指出切割硬陶瓷时存在局限。 | 绳锯大多采用可控水冷,相比高压水刀,冷却液流量可控,降低水分渗入风险。应根据材料孔隙率和后续干燥需求选择工艺。 |
锯片锯 | 锯缝损耗大,机械应力大易致微裂纹,噪音大。 | 应力极小,锯缝极窄,运行更安静。 |
3个迷你案例:CNC金刚石绳锯在多孔陶瓷的应用
案例1:航空航天
难题:某制造商需切割轻质SiC泡沫隔热板,带有复杂曲线开口以贴合卫星部件,传统方式无法实现且易断裂。
解决方案:通过CNC金刚石绳锯导入精准CAD文件,对脆弱的SiC泡沫材料完成复杂切割。
结果:面板切割精度达亚毫米级,无断裂,通过所有质检,项目如期推进。
 案例2:建筑
案例2:建筑
难题:某建筑设计公司为幕墙设计需定制500多块独特多孔陶瓷装饰块,传统锯切成本高且无法实现复杂造型。
解决方案:利用金刚石绳锯直接根据数字设计加工每一块,轻松应对复杂多样的形状。
结果:项目顺利落地,500+块全部高效精准完成,助力设计方案实现。
案例3:工业
难题:某高温窑具生产商用老式锯片锯切大块氧化锆泡沫为薄板,材料浪费严重,成本高。
解决方案:改用CNC金刚石绳锯,利用超薄绳锯缝切割。
结果:绳锯低损耗使材料出材率提升15%以上,带来显著年成本节约。
CNC金刚石绳锯切割机的风险与前置条件
成功应用不仅仅依赖设备本身,还需确保您的厂房条件达标。
 总结:CNC金刚石绳锯是否适合您?
总结:CNC金刚石绳锯是否适合您?
如果您的业务涉及高价值、复杂发泡陶瓷件的切割,对精度、表面和材料节约有极高要求,那么CNC金刚石绳锯不仅是一个选择,更是战略投资。它直击传统方式短板,释放制造潜能,助您获得竞争优势。
常见问题解答(FAQ)
发泡陶瓷的最大切割速度是多少?
最佳切割速度通常为200至1000 mm/min,具体需根据材料调整。
说明:切割速度需在效率与质量间权衡。软材料可更快,SiC泡沫等硬致密陶瓷需降低进给以防绳损和保证切面。
操作建议:新材料建议先用保守速度(如400 mm/min)试切,逐步提升进给,观察表面和设备负载。
下一步:将各材料的最佳参数记录进内部SOP,确保后续一致性。
切割多孔陶瓷块时金刚石绳寿命多长?
发泡陶瓷线条型材典型寿命为每根绳5000米(基于大鲨鱼发泡陶瓷绳锯稳定张力实测),实际寿命依材料和参数而异。
说明:绳寿命受材料磨蚀性、绳张力、绳速和切割复杂度影响。线条型材多以米数计寿命。硬材料高参数会大幅缩短寿命。
操作建议:按厂家推荐张力调整,避免过高进给,保持导轮清洁灵活,防止卡死加速磨损。
下一步:建立绳使用时长记录,便于预测更换周期和耗材管理。
该设备能否切割锐角内角?
不能,任何绳锯类切割工具都无法实现完全锐利的内角。
说明:最小内角半径受切割工具自身半径限制。绳为圆形,最小内角半径等于绳半径。
操作建议:0.55mm直径绳最小内角约0.28mm。设计文件(CAD)需考虑此物理限制。90度锐角需用铣削或电火花等工艺。
下一步:设计阶段应指定不小于绳半径的最小内角,确保可制造性。
需要什么样的除尘系统?
强烈建议配备高效HEPA真空除尘系统,直接连接设备除尘罩。
说明:这对捕捉细陶瓷粉尘(含可吸入结晶硅)至关重要。有效除尘是保护操作员安全和合规的强制要求。
操作建议:真空系统需有足够风量(CFM)覆盖切割范围,通过软管直接连接设备集成除尘口或罩。
下一步:查阅当地法规和标准(如OSHA),确保除尘系统完全合规。
购买前能否试切我的材料?
可以,我们鼓励潜在客户预约试切。
说明:我们理解设备投资重大,验证其在您材料上的表现是决策关键环节。
操作建议:请将样品及切割要求或设计文件寄给我们,我们将在自有设备上加工。
下一步:联系销售团队启动流程,我们会将成品寄回供您检验评估。
价格与水刀相比如何?
CNC绳锯初期投资通常更低,总拥有成本(TCO)也显著更低。
说明:水刀材料适应性更广,但运行成本高(高压泵、石榴砂、复杂水循环)。绳锯主要消耗为绳和电费。
操作建议:对比时请建立TCO模型,涵盖购置、安装、耗材(绳vs石榴砂/喷嘴)、能耗、维护及水处理等3-5年总成本。
下一步:向我们索取TCO计算表,帮助您基于实际用量做出准确财务对比。
准备好升级您的陶瓷加工能力了吗?立即申请报价或预约专家咨询!





 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





 Nov 9, 20257分钟阅读
Nov 9, 20257分钟阅读
 为什么CNC金刚石绳锯是发泡及多孔陶瓷的最佳选择
为什么CNC金刚石绳锯是发泡及多孔陶瓷的最佳选择 中文
中文