




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



السيدة ليزي
مرحبًا، أنا ليزي من DINOSAW (لست روبوتًا). أي آلة (موديل) ترغب بها؟ يرجى التواصل معنا عبر WhatsApp الآن
ساعات العمل:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 2025٥ دقائق قراءة
Oct 2, 2025٥ دقائق قراءة Oct 2, 2025٥ دقائق قراءة
Oct 2, 2025٥ دقائق قراءةتعرف على المكونات، ونطاقات التشغيل، والوصفات، وعلامات الأعطال، وخيارات PLC/الحافلات الميدانية لضمان قطع حجارة موثوق باستخدام منشار جسري خماسي المحاور.
بالنسبة للمهندسين وفرق الصيانة، تعتمد الإنتاجية الموثوقة على أداء المعدات المتوقع. فهم الهيكل الأساسي، ونطاقات تشغيل المكونات، وأنماط الأعطال المحتملة لـ منشار جسري CNC خماسي المحاور أمر بالغ الأهمية لتعظيم وقت التشغيل وضمان جودة القطع. يفصل هذا الدليل التقني منشار DINOSAW WZQJ-5N، ويقدم التفاصيل اللازمة للتكامل والتشغيل والتخطيط الفعال للصيانة.
تواصل مع فريقنا الفني لمناقشة خيارات التكامل وإعدادات المعايير التفصيلية لموادك الخاصة.
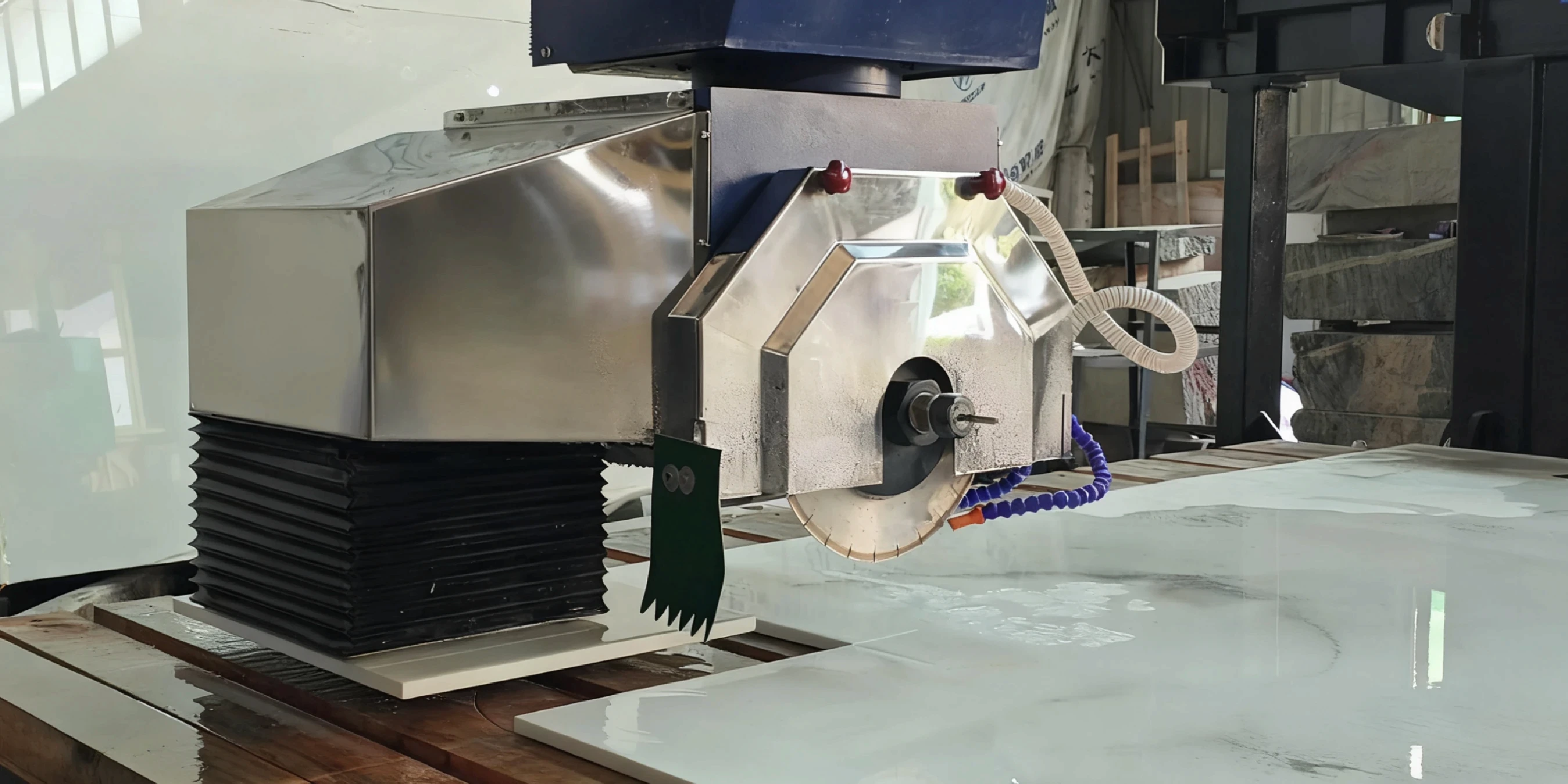
يرتكز تصميم الماكينة على هيكل جسر مونوبلوك يدعم رأساً بزاوية ميل محور A من 0–90° ودوران محور C بزاوية 360°. يتم تشغيل ذلك بواسطة مغزل عالي الدقة بقوة 18.5 كيلوواط ويُوجه عبر نظام تحكم DDX CNC، الذي يستورد ملفات DXF/DWG مباشرة. تشمل الأنظمة الفرعية الرئيسية نظام تعشيق بالكاميرا المدمجة، ونظام تبريد بالماء، ونظام مناولة المواد قائم على التفريغ الهوائي.

تعد آلة القطع الجسرية خماسية المحاور نظاماً متكاملاً حيث تعمل المكونات الميكانيكية والكهربائية والبرمجية بتناغم. يمكنك الاطلاع على تحليل أعمق لبنيتها في دليلنا "تشريح منشار جسري CNC".

فهم حدود التشغيل لكل مكون أمر ضروري للبرمجة والصيانة. للمقارنة على نطاق أوسع في السوق، راجع دليلنا حول أفضل أنواع ماكينات CNC للحجر.
| المكون | المواصفات / النطاق | ملاحظة هندسية |
|---|---|---|
| المغزل | قوة المحرك: 18.5 كيلوواط (لطراز شفرة Ø600 مم) / 22 كيلوواط (لطراز شفرة Ø800 مم)؛ نطاق RPM: حسب مخطط الشركة المصنعة للشفرة، ويُعاير في الموقع. | يجب أن تتطابق سرعة الدوران مع قطر الشفرة وصلابة المادة لتجنب التزجيج أو التآكل المفرط. |
| قطر الشفرة | Ø600 مم (23.6 بوصة) قياسي؛ Ø800 مم (31.5 بوصة) اختياري | تسمح الشفرات الأكبر بقطع أعمق في تمريرة واحدة ولكن تتطلب معدلات تغذية معدلة. |
| مشاوير المحاور | X: 3.2 م (126 بوصة)؛ Y: 2.0 م (78.7 بوصة)؛ Z: 0.45 م (17.7 بوصة) | تحدد الأبعاد القصوى للوح القابل للعمل وعمق القطع. |
| محور A (الميل) | 0–90° | يتيح القطع المائل وعمليات الثقب بزاوية. |
| محور C (الدوران) | 0–360° | يسمح بالقطع المنحني والتشكيل دون تدوير اللوح. |
| مناولة التفريغ | أقصى قدرة شفط: 200 كجم (≈ 440 رطل) | سلامة الشفط أمر بالغ الأهمية. افحص الأختام وضغط المضخة بانتظام. |
| نظام الكاميرا | كاميرا عالية الدقة مع تحديد موضع بالليزر | تقيس تلقائياً سمك اللوح وحجم الأداة لتعشيق أمثل. |
| خيارات الأدوات (اختياري) | أداة تفريز (تكوين 5+1 محور)؛ معدل تغذية التفريز النموذجي: 0.8 م/دقيقة (≈ 31.5 بوصة/دقيقة) | تضيف قدرات للثقب وتلميع الحواف وعمليات التفريز الأخرى. |
| خيارات المناولة (اختياري) | شفط تفريغ مدمج مع CAM | يسمح بإعادة تموضع آمن للقطع أثناء العملية ويساعد على تجنب القطع الزائد. |
ملاحظة: يمكن تكوين الماكينة كمنشار خماسي المحاور قياسي، أو منشار 5+1 محور (مع أداة تفريز)، أو منشار 5+2 محور (مع أداة تفريز وشفط تفريغ)، حسب الخيارات المختارة (حسب تقرير الشركة المصنعة).
يمكن أن يمنع التشخيص المبكر للمشكلات الشائعة هدر المواد وتوقف العمل المكلف.
تم تصميم آلة القطع الجسرية خماسية المحاور للاندماج في عمليات التصنيع الرقمية الحديثة.
تختلف الإعدادات المثلى بناءً على خصائص المادة، والتي يمكن التحقق منها باستخدام طرق اختبار ASTM القياسية. فيما يلي نقاط بداية محافظة يجب تحسينها في الموقع.

يتغير نطاق RPM الآمن لشفرة Ø600 مم في الكوارتز حسب الشفرة والمادة؛ راجع مخطط مورد الشفرة واضبطه لتجنب الاحتراق أو التشقق. التشغيل بسرعة RPM عالية جداً قد يسبب احتراق الراتنج وتآكل الشفرة المبكر، بينما السرعة المنخفضة جداً قد تؤدي إلى التشقق.
تقوم معاوضة الأداة تلقائياً بضبط مسار الأداة لتعويض قطر الشفرة وتآكلها. بالنسبة للقطع المائل، يضمن ذلك بقاء نقطة القطع بدقة على الخط المبرمج، مما ينتج عنه وصلات دقيقة ومحكمة دون تعديلات يدوية.
نعم، مع طقم الواجهة الاختياري؛ يمكن للماكينة عرض نقاط البيانات عبر OPC UA. يتيح لك ذلك تسجيل مؤشرات الإنتاج الرئيسية مثل أوقات الدورات، وأكواد الأخطاء، واستهلاك المواد في نظام SCADA أو MES على مستوى المصنع للتحليل.
تدفق سائل تبريد وفير وثابت أمر بالغ الأهمية عند قطع المواد الهشة مثل السيراميك. الهدف هو ضمان غمر كامل لمنطقة القطع على جانبي الشفرة؛ زد التدفق حتى يتم إزالة الحطام فوراً ولا يتكون بخار. هذا إجراء تحكم أساسي توصي به ممارسات العمل الآمن من NIOSH لقمع غبار السيليكا.
تتم المعايرة باستخدام لوحة تحكم HMI الخاصة بالماكينة، وفق إجراء إرشادي. عادةً ما يتضمن ذلك تحريك المحاور إلى نقاط مرجعية معروفة أو استخدام أداة معايرة لتعيين مواضع الصفر. المعايرة المنتظمة ضرورية للحفاظ على دقة ±0.05 مم المبلغ عنها من الشركة المصنعة.
عادةً ما تنتج التشققات في الزوايا عن تركيز الإجهاد. يمكن أن يحدث ذلك بسبب مسار أداة حاد بزاوية 90 درجة بدون نصف قطر، أو سرعة تغذية عالية جداً عند تغيير الاتجاه، أو تبريد غير كافٍ. استخدام مسار أداة بنصف قطر صغير في الزوايا وإبطاء سرعة التغذية يمكن أن يخفف من ذلك. لمزيد من التفاصيل حول قرار استخدام منشار جسري مقابل تقنيات أخرى لهذا العمل، راجع دليل الاستثمار منشار جسري مقابل منشار CNC خماسي المحاور.
 العربية
العربية
احصل على حل سهل
الدردشة عبر الإنترنت
مرحبًا، أنا ليزي من DINOSAW (لست روبوتًا). أي آلة (موديل) ترغب بها؟ يرجى التواصل معنا عبر WhatsApp الآن
مرحبًا 👋 كيف يمكننا مساعدتك؟