




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Horario de atención:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 2025LECTURA DE 5 MIN
Oct 2, 2025LECTURA DE 5 MIN Oct 2, 2025LECTURA DE 5 MIN
Oct 2, 2025LECTURA DE 5 MINComprenda los componentes, rangos operativos, recetas, señales de fallo y opciones de PLC/fieldbus para un corte de piedra fiable con una cortadora disco puente de 5 ejes.
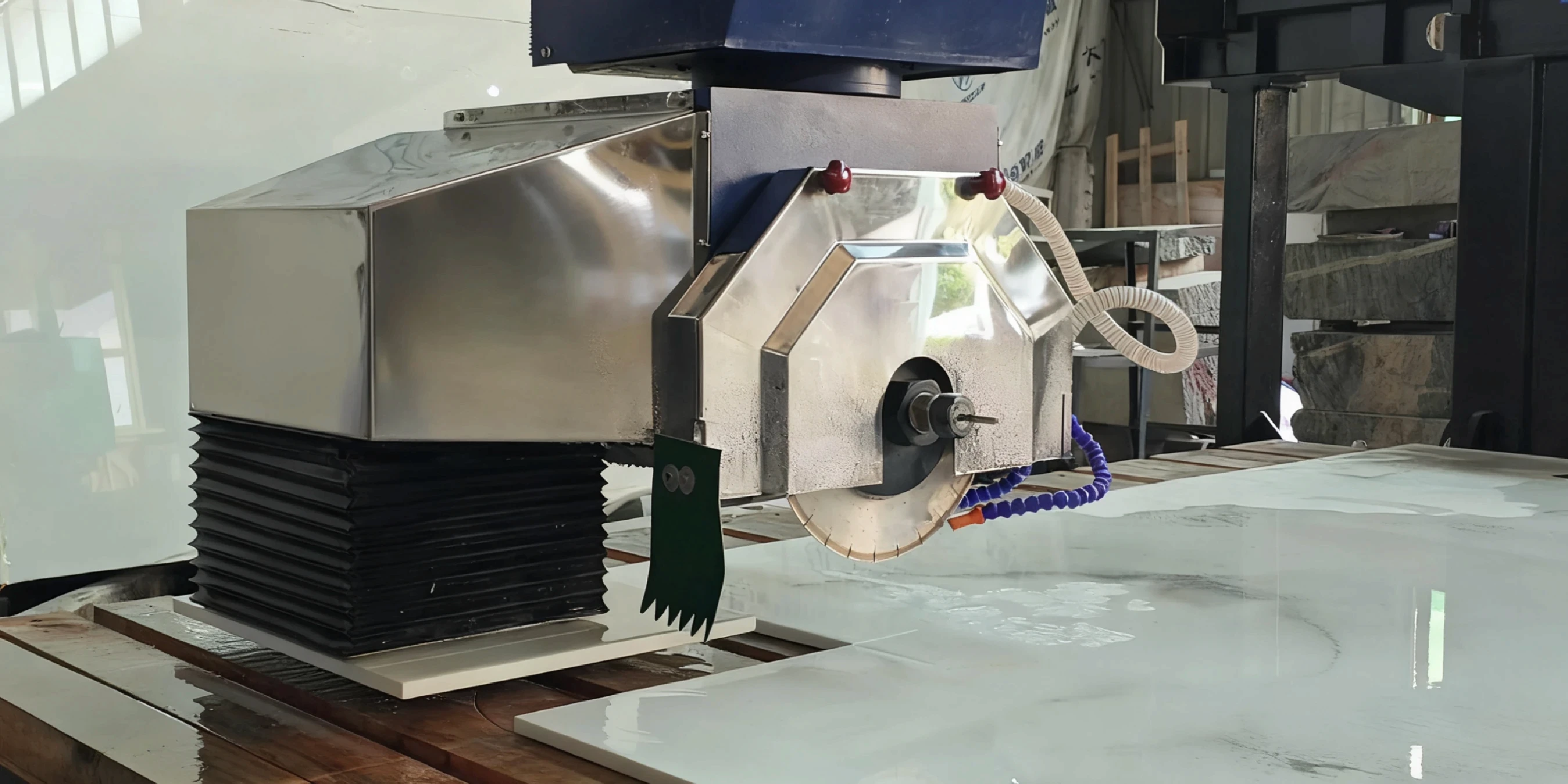
Para ingenieros y equipos de mantenimiento, una producción fiable depende del rendimiento predecible del equipo. Comprender la arquitectura central, los rangos operativos de los componentes y los posibles modos de fallo de una cortadora disco puente CNC de 5 ejes es fundamental para maximizar el tiempo de actividad y garantizar la calidad del corte. Esta guía técnica desglosa la DINOSAW WZQJ-5N, proporcionando los detalles necesarios para una integración, operación y planificación de mantenimiento eficaces.
El diseño de la máquina se centra en una estructura de puente monobloque que soporta una cabeza con inclinación del eje A de 0–90° y rotación del eje C de 360°. Está impulsada por un husillo de alta precisión de 18,5 kW y guiada por el sistema de control CNC DDX, que importa directamente archivos DXF/DWG. Los subsistemas clave incluyen anidamiento con cámara integrada, sistema de refrigeración por agua y sistema de manipulación de materiales por vacío.

La cortadora disco puente de 5 ejes es un sistema cohesivo donde los componentes mecánicos, eléctricos y de software trabajan en conjunto. Puede consultar más a fondo su estructura en nuestra guía Anatomía de una Cortadora disco puente CNC.

Comprender los límites operativos de cada componente es vital para la programación y el mantenimiento. Para una comparación más amplia del mercado, consulte nuestra guía sobre los Mejores Tipos de Máquinas CNC para Piedra.
| Componente | Especificación / Rango | Nota de Ingeniería |
|---|---|---|
| Husillo | Potencia del motor: 18,5 kW (para modelo de disco Ø600 mm) / 22 kW (para modelo de disco Ø800 mm); Ventana de RPM: según tabla del fabricante del disco, calibrada en sitio. | Las RPM deben coincidir con el diámetro del disco y la dureza del material para evitar vitrificación o desgaste excesivo. |
| Diámetro del Disco | Ø600 mm (23,6 in) estándar; Ø800 mm (31,5 in) opcional | Discos más grandes permiten cortes más profundos en una sola pasada pero requieren ajustar la velocidad de avance. |
| Recorridos de Ejes | X: 3,2 m (126 in); Y: 2,0 m (78,7 in); Z: 0,45 m (17,7 in) | Define las dimensiones máximas de la placa trabajable y la profundidad de corte. |
| Eje A (Inclinación) | 0–90° | Permite cortes a inglete y operaciones de taladrado en ángulo. |
| Eje C (Rotación) | 0–360° | Permite cortes curvos y perfilado sin girar la placa. |
| Manipulación por Vacío | Capacidad máxima de succión: 200 kg (≈ 440 lb) | La integridad de la succión es crítica. Revise regularmente sellos y presión de la bomba. |
| Sistema de Cámara | Cámara HD con posicionamiento láser | Mide automáticamente el grosor de la placa y el tamaño de la herramienta para optimizar el anidamiento. |
| Opciones de Herramientas (Opcional) | Herramienta de fresado (configuración 5+1 ejes); Avance típico de fresado: 0,8 m/min (≈ 31,5 in/min) | Añade capacidades para taladrado, pulido de cantos y otras operaciones de fresado. |
| Opciones de Manipulación (Opcional) | Succión por vacío integrada en CAM | Permite reposicionar piezas de forma segura durante el proceso y ayuda a evitar cortes excesivos. |
Nota: La máquina puede configurarse como una sierra estándar de 5 ejes, una sierra de 5+1 ejes (con herramienta de fresado) o una sierra de 5+2 ejes (con herramienta de fresado y succión por vacío), según las opciones seleccionadas (según fabricante).
El diagnóstico temprano de problemas comunes puede evitar desperdicio de material y costosos tiempos de inactividad.
La cortadora disco puente de 5 ejes está diseñada para integrarse en flujos de trabajo modernos de fabricación digital.
Los ajustes óptimos varían según las propiedades del material, que pueden verificarse usando métodos de prueba estándar ASTM. Los siguientes son puntos de partida conservadores a refinar en sitio.

La RPM segura para un disco Ø600 mm en cuarzo varía según el disco y el material; consulte la tabla del proveedor del disco y ajuste para evitar quemaduras o desportillado. Operar a una RPM demasiado alta puede causar quemado de resina y desgaste prematuro del disco, mientras que una RPM demasiado baja puede provocar desportillado.
La compensación de herramienta ajusta automáticamente la trayectoria para tener en cuenta el diámetro y el desgaste del disco. Para cortes a inglete, esto asegura que el punto de corte permanezca exactamente en la línea programada, resultando en juntas ajustadas y precisas sin ajustes manuales.
Sí, con el kit de interfaz opcional; la máquina puede exponer puntos de datos vía OPC UA. Esto le permite registrar métricas clave de producción como tiempos de ciclo, códigos de error y uso de material en un sistema SCADA o MES de fábrica para su análisis.
Un flujo generoso y constante de refrigerante es crítico para cortar materiales frágiles como la cerámica. El objetivo es asegurar una inundación total de la zona de corte en ambos lados del disco; aumente el flujo hasta que los residuos se eliminen instantáneamente y no se forme vapor. Esta es una medida clave recomendada por las prácticas seguras de NIOSH para la supresión de polvo de sílice.
La calibración se realiza usando el panel de control HMI de la máquina, siguiendo un procedimiento guiado. Normalmente implica mover los ejes a puntos de referencia conocidos o usar un accesorio de calibración para establecer las posiciones cero. La calibración regular es esencial para mantener la precisión de ±0,05 mm reportada por el fabricante.
Las grietas en las esquinas suelen ser causadas por concentración de esfuerzo. Esto puede deberse a una trayectoria de herramienta con ángulo recto sin radio, velocidad de avance demasiado rápida al cambiar de dirección o refrigeración insuficiente. Usar una trayectoria con pequeño radio en las esquinas y reducir la velocidad de avance puede mitigarlo. La decisión de usar una cortadora disco puente frente a otras tecnologías para este trabajo se detalla en nuestra guía de inversión Cortadora disco puente vs. Sierra CNC de 5 ejes.
 Español
Español
Obtén una solución sencilla
Chat en línea
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Hola 👋 ¿Cómo podemos ayudarte?