




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Horario de atención:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 3, 20255 MIN DE LECTURA
Oct 3, 20255 MIN DE LECTURA Oct 3, 20255 MIN DE LECTURA
Oct 3, 20255 MIN DE LECTURASigue SOP claros, guías de solución de problemas y programas de mantenimiento para mantener tu cortadora disco puente CNC funcionando de forma segura y eficiente. Maximiza el tiempo operativo y la calidad de corte.
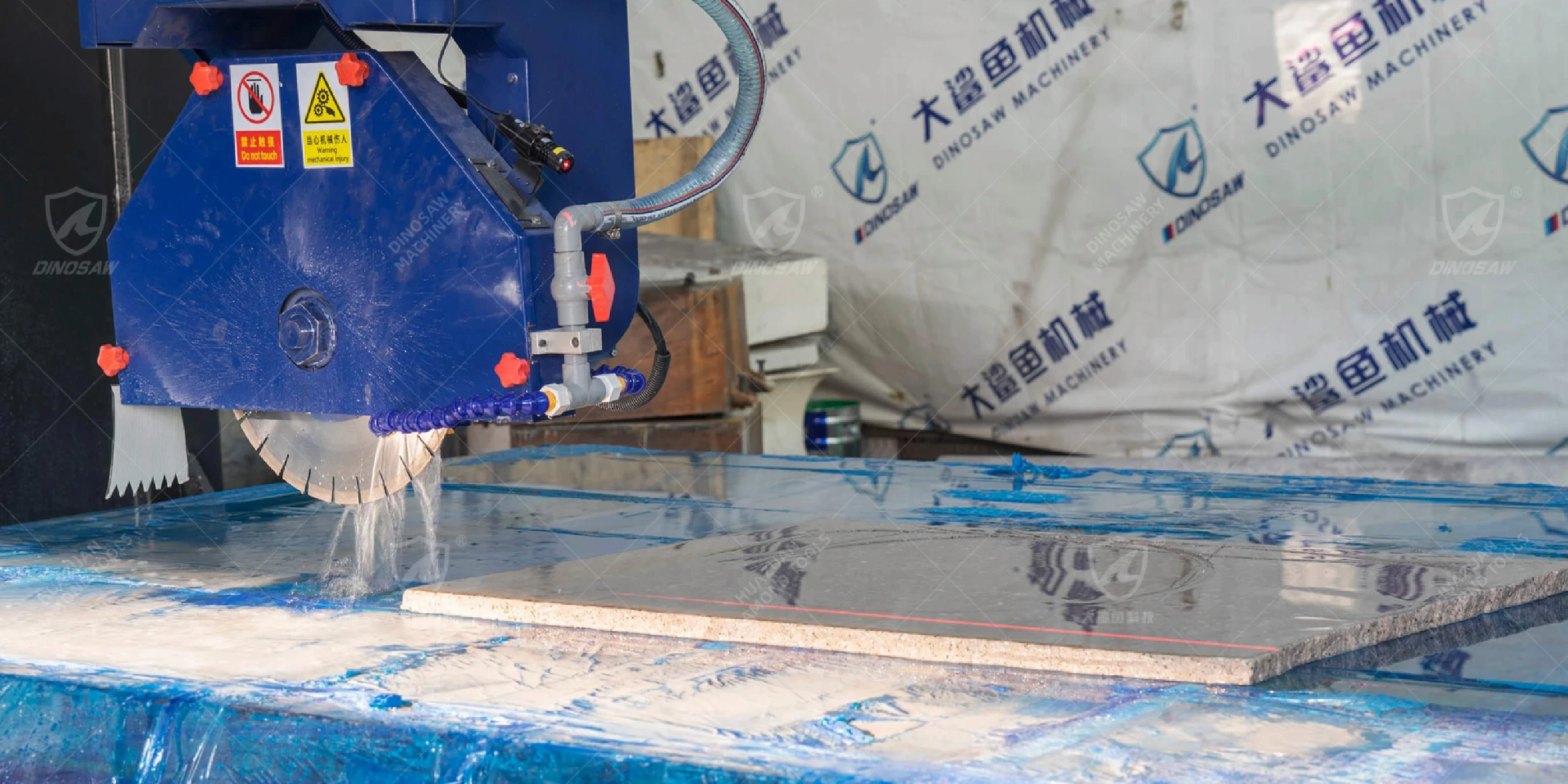
Para operadores y técnicos de mantenimiento, el rendimiento constante se basa en procedimientos operativos estándar (SOP) claros, mantenimiento proactivo y solución de problemas rápida. Esta guía ofrece listas de verificación prácticas y flujos de diagnóstico para reducir el tiempo de inactividad, minimizar defectos y garantizar un entorno de trabajo seguro al operar la Cortadora disco puente de 5 ejes para fregaderos y encimeras.
Siguiendo estos procedimientos estructurados, tu equipo puede prevenir problemas comunes antes de que se conviertan en reparaciones costosas y asegurar que cada corte sea tan preciso como el primero. Este documento cubre desde revisiones diarias de encendido hasta calibración trimestral y cumplimiento de seguridad.

Una rutina diaria constante es la primera defensa contra fallos inesperados de la máquina.
| Fenómeno | Causa probable → Diagnóstico → Solución → Prevención |
|---|---|
| 1. Astillado en granito/cuarzo | Disco desafilado, RPM incorrecta o avance demasiado rápido. → Inspecciona el disco por vitrificación. → Rectifica el disco con una piedra de rectificado; reduce el avance en un 15%. → Inspección regular del disco. |
| 2. Grietas en esquinas de recortes | Esquina aguda en la trayectoria de herramienta. → Revisa el G-code por movimientos G01 en esquinas. → Programa un pequeño radio (ej. 3-5mm) en vez de un giro de 90° agudo. → Estandariza las plantillas CAD con esquinas internas redondeadas. |
| 3. Vibración de la máquina | Disco desbalanceado o rodamientos del husillo desgastados. → Haz funcionar el husillo sin disco para aislar el ruido. → Cambia el disco si está dañado; programa el reemplazo de rodamientos si el ruido persiste. → Lubricación regular de rodamientos. |
| 4. Uniones de inglete desalineadas | Compensación de herramienta incorrecta o deriva de calibración del eje A. → Corta una pieza de prueba y mide el ángulo. → Repite la medición de herramienta y la rutina de calibración del eje A. → Calibración mensual. |
| 5. Vitrificación del disco | RPM demasiado alta para el material. → El borde del disco está liso y no expone nuevos diamantes. → Baja la RPM y pasa el disco por un material abrasivo suave (piedra de rectificado). → Usa recetas específicas para cada material. |
| 6. Deslizamiento de vacío | Polvo en la losa, sellos de vacío desgastados o presión baja de la bomba. → Revisa el manómetro de vacío. → Limpia la superficie de la losa; inspecciona los sellos por desgarros. → Cambia los sellos desgastados semanal/mensualmente. |
| 7. Obstrucciones en el refrigerante | Acumulación de lodo en el sistema de filtración o boquillas. → Flujo de agua débil/desigual. → Enjuaga el sistema y limpia el filtro principal y las puntas de las boquillas. → Enjuague diario del sistema. |
| 8. Errores de importación DXF | Versión de archivo incompatible o contornos abiertos en el dibujo. → Mensaje de error en la HMI. → Guarda el DXF en un formato más antiguo (ej. 2010); usa el comando JOIN en CAD para cerrar polilíneas. → Estandariza la configuración de exportación CAD. |
| 9. Marcas de remolino en bordes | Deflexión del disco o vibración. → Marcas visibles en la cara del corte. → Refuerza el disco con estabilizadores si es posible; revisa el nivelado de la máquina. → Para consejos de acabado, consulta nuestra guía sobre cómo eliminar marcas de remolino en granito y cuarzo. |
| 10. Fallos en la calibración de cámara | Lente sucia o diana de calibración dañada. → El sistema no reconoce los puntos de la diana. → Limpia la lente de la cámara con un paño de microfibra; inspecciona la diana por rayaduras. → Mantén limpia el área de la cámara. |


El conocimiento práctico y el cumplimiento estricto de las normas de seguridad son innegociables. Para ver todos los componentes de la máquina, consulta la Anatomía de una guía de Cortadora disco puente CNC.
Un gran consejo de campo para reducir el astillado en cerámica es usar una tabla de respaldo sacrificable de espuma o MDF blando. Esto soporta el material en el punto de salida del corte, evitando el desprendimiento.
Bloqueo/Etiquetado (LOTO): Realiza siempre los procedimientos LOTO antes de cualquier mantenimiento o reparación. Desconecta todas las fuentes de energía (eléctrica, neumática) y verifica que la máquina esté desenergizada.
Utiliza un disco específicamente diseñado para cerámica/porcelana, asegura el máximo flujo de refrigerante, reduce la velocidad de avance y considera una aproximación de múltiples pasadas donde la primera sea un marcado superficial. Usar una tabla de respaldo también puede evitar el astillado en el lado de salida del corte.
Una fina capa de polvo o humedad en una superficie altamente pulida puede romper el sello de vacío. Antes de colocar la losa, limpia tanto la superficie como las almohadillas de vacío con un paño limpio y seco para asegurar un agarre seguro. Además, revisa los sellos de vacío por cortes o desgaste.
Las revisiones semanales más críticas son inspeccionar el disco por cualquier signo de daño o desbalance y lubricar todos los puntos designados en los componentes móviles de la máquina. También es clave asegurar que la máquina permanezca perfectamente nivelada.
El objetivo es crear una "ola" de agua que envuelva completamente el punto de contacto del disco con la piedra. Ajusta las boquillas para que apunten a ambos lados del disco justo antes del corte. Debe haber suficiente flujo para evitar vapor y eliminar inmediatamente todos los residuos de corte.
Primero, vuelve a exportar el archivo desde tu software CAD usando una versión DXF más antigua y compatible (ej. AutoCAD 2010). Segundo, asegúrate de que todas las formas en tu dibujo sean polilíneas cerradas sin huecos ni líneas superpuestas.
 Español
Español
Obtén una solución sencilla
Chat en línea
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Hola 👋 ¿Cómo podemos ayudarte?