




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



Ms.Lizzy
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Giờ mở cửa:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 3, 2025ĐỌC 5 PHÚT
Oct 3, 2025ĐỌC 5 PHÚT Oct 3, 2025ĐỌC 5 PHÚT
Oct 3, 2025ĐỌC 5 PHÚTTuân thủ quy trình SOP rõ ràng, hướng dẫn xử lý sự cố và lịch bảo trì để đảm bảo máy cưa cầu CNC của bạn vận hành an toàn, hiệu quả. Tối đa hóa thời gian hoạt động và chất lượng vết cắt.
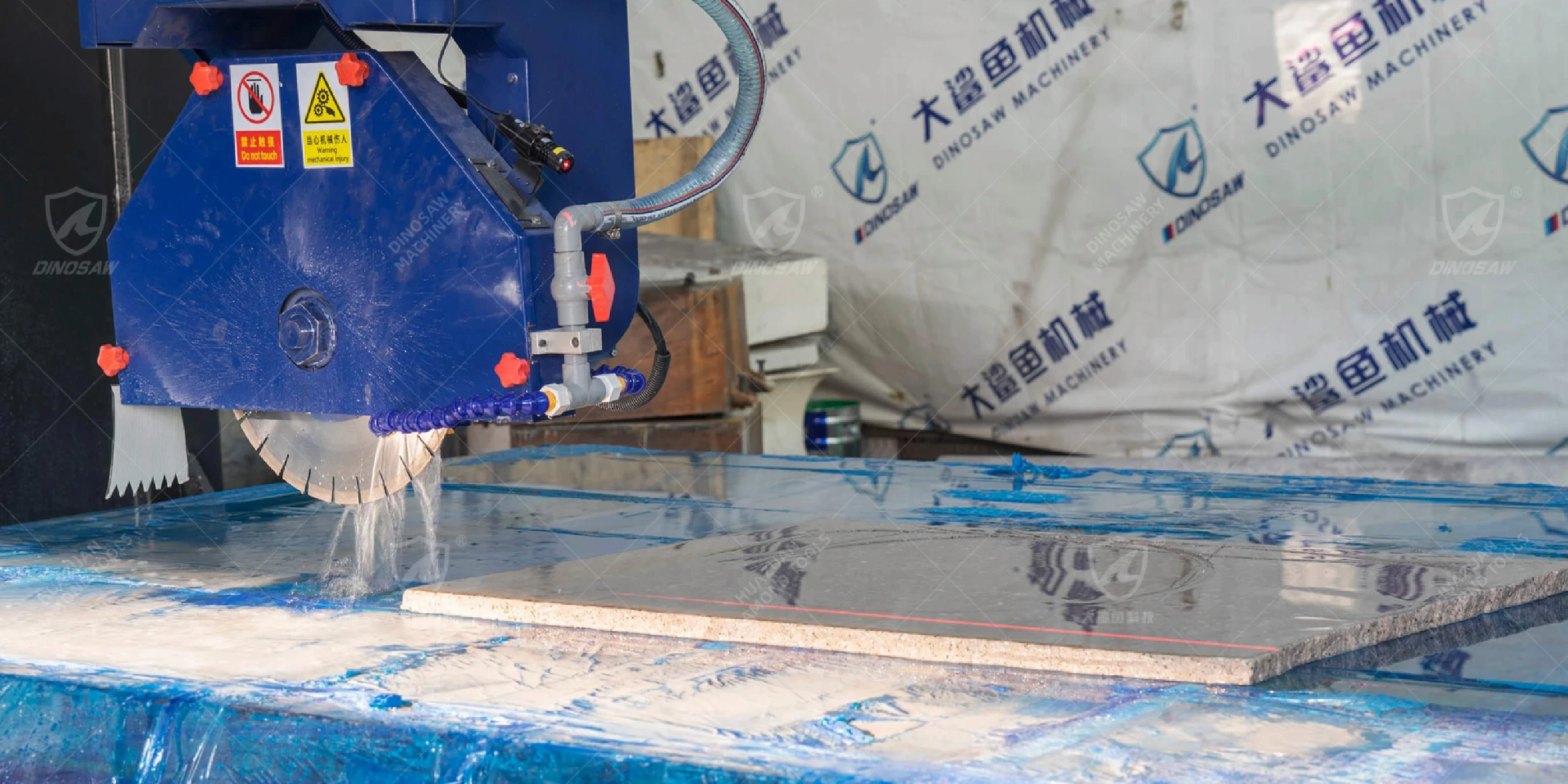
Đối với người vận hành và kỹ thuật viên bảo trì, hiệu suất ổn định được xây dựng trên nền tảng các Quy trình Vận hành Chuẩn (SOP) rõ ràng, bảo trì chủ động và xử lý sự cố nhanh chóng. Hướng dẫn này cung cấp các danh sách kiểm tra và quy trình chẩn đoán thực tế nhằm giảm thời gian chết máy, hạn chế lỗi và đảm bảo môi trường làm việc an toàn khi vận hành Máy cưa cầu 5 trục cho chậu rửa & mặt bàn.
Bằng cách tuân thủ các quy trình có cấu trúc này, nhóm của bạn có thể ngăn ngừa các sự cố phổ biến trước khi chúng dẫn đến sửa chữa tốn kém và đảm bảo mỗi lần cắt đều chính xác như lần đầu tiên. Tài liệu này bao gồm mọi thứ từ kiểm tra nguồn điện hàng ngày đến hiệu chuẩn định kỳ và tuân thủ an toàn hàng quý.

Thói quen vận hành hàng ngày nhất quán là tuyến phòng thủ đầu tiên chống lại các sự cố máy bất ngờ.
| Hiện tượng | Nguyên nhân có thể → Chẩn đoán → Khắc phục → Phòng ngừa |
|---|---|
| 1. Mẻ cạnh trên đá Granite/Quartz | Lưỡi cắt cùn, tốc độ quay sai hoặc tốc độ tiến quá nhanh. → Kiểm tra lưỡi cắt có bị bóng kính không. → Mài lại lưỡi bằng đá mài; giảm tốc độ tiến 15%. → Kiểm tra lưỡi cắt thường xuyên. |
| 2. Nứt góc ở lỗ cắt | Đường đi dụng cụ có góc nhọn. → Kiểm tra mã G-code với lệnh G01 ở góc. → Lập trình bán kính nhỏ (ví dụ 3-5mm) thay vì góc vuông 90°. → Chuẩn hóa mẫu CAD với góc trong bo tròn. |
| 3. Máy rung | Lưỡi cắt mất cân bằng hoặc bạc đạn trục chính mòn. → Chạy trục chính không lắp lưỡi để xác định tiếng ồn. → Thay lưỡi nếu hư hại; lên lịch thay bạc đạn nếu tiếng ồn vẫn còn. → Bôi trơn bạc đạn thường xuyên. |
| 4. Đường ghép miter lệch | Bù dụng cụ sai hoặc hiệu chuẩn trục A bị lệch. → Cắt thử một mẫu và đo góc. → Chạy lại quy trình đo dụng cụ và hiệu chuẩn trục A. → Hiệu chuẩn hàng tháng. |
| 5. Lưỡi cắt bị bóng kính | Tốc độ quay quá cao so với vật liệu. → Mép lưỡi nhẵn, không lộ hạt kim cương mới. → Giảm tốc độ quay và chạy lưỡi qua vật liệu mềm, mài mòn (đá mài). → Sử dụng công thức phù hợp từng vật liệu. |
| 6. Hút chân không bị trượt | Bụi trên tấm đá, gioăng hút mòn hoặc áp suất bơm thấp. → Kiểm tra đồng hồ chân không. → Lau bề mặt tấm đá; kiểm tra gioăng xem có rách không. → Thay gioăng mòn hàng tuần/tháng. |
| 7. Tắc hệ thống làm mát | Bùn nước tích tụ trong hệ lọc hoặc vòi phun. → Dòng nước yếu/không đều. → Xả hệ thống và vệ sinh bộ lọc chính cùng đầu vòi phun. → Xả hệ thống hàng ngày. |
| 8. Lỗi nhập DXF | Phiên bản file không tương thích hoặc đường nét chưa khép kín. → Thông báo lỗi trên HMI. → Lưu lại file DXF ở định dạng cũ hơn (ví dụ 2010); dùng lệnh JOIN trong CAD để khép kín polyline. → Chuẩn hóa thiết lập xuất file CAD. |
| 9. Vết xoáy trên cạnh cắt | Lưỡi cắt bị lệch hoặc rung. → Có vết xoáy trên mặt cắt. → Làm cứng lưỡi bằng thanh ổn định nếu có; kiểm tra độ cân bằng máy. → Xem hướng dẫn hoàn thiện tại mục Cách xử lý vết xoáy trên Granite & Quartz. |
| 10. Hiệu chuẩn camera thất bại | Ống kính bẩn hoặc mục tiêu hiệu chuẩn bị hỏng. → Hệ thống không nhận diện được điểm mục tiêu. → Lau sạch ống kính camera bằng khăn microfiber; kiểm tra mục tiêu xem có xước không. → Giữ khu vực camera luôn sạch sẽ. |


Kiến thức thực tế và tuân thủ nghiêm ngặt tiêu chuẩn an toàn là bắt buộc. Để xem chi tiết các bộ phận máy, tham khảo bài viết Giải phẫu máy cưa cầu CNC.
Mẹo hữu ích để giảm mẻ cạnh khi cắt gốm là sử dụng tấm lót phía sau bằng xốp hoặc MDF mềm. Nó hỗ trợ vật liệu tại điểm thoát cắt, ngăn ngừa vỡ cạnh.
Khóa nguồn/Đánh dấu (LOTO): Luôn thực hiện quy trình LOTO trước khi bảo trì hoặc sửa chữa. Ngắt tất cả nguồn năng lượng (điện, khí nén) và xác nhận máy đã ngắt nguồn hoàn toàn.
Sử dụng lưỡi cắt chuyên dụng cho gốm/sứ, đảm bảo dòng nước làm mát tối đa, giảm tốc độ tiến và cân nhắc phương pháp cắt nhiều lần, lần đầu chỉ cắt nhẹ. Dùng tấm lót phía sau cũng giúp ngăn mẻ cạnh ở mặt thoát cắt.
Lớp bụi hoặc ẩm mỏng trên bề mặt bóng có thể làm mất kín chân không. Trước khi đặt tấm đá, hãy lau sạch bề mặt tấm và đệm hút chân không bằng khăn khô, sạch để đảm bảo độ bám chắc. Đồng thời kiểm tra gioăng hút xem có vết cắt hoặc mòn không.
Kiểm tra quan trọng nhất là kiểm tra lưỡi cắt xem có dấu hiệu hư hại hoặc mất cân bằng và bôi trơn tất cả các điểm quy định trên bộ phận chuyển động của máy. Đảm bảo máy luôn cân bằng cũng rất quan trọng.
Mục tiêu là tạo ra "làn sóng" nước bao phủ hoàn toàn điểm tiếp xúc của lưỡi với đá. Điều chỉnh vòi phun để tập trung vào hai bên lưỡi ngay trước điểm cắt. Dòng nước phải đủ mạnh để ngăn hơi nước và rửa sạch mảnh vụn ngay lập tức.
Đầu tiên, hãy xuất lại file từ phần mềm CAD ở phiên bản DXF cũ hơn (ví dụ AutoCAD 2010). Thứ hai, đảm bảo tất cả hình trong bản vẽ là polyline khép kín, không có khe hở hoặc đường chồng lấn.
 Tiếng Việt
Tiếng Việt
Giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Xin chào 👋 Chúng tôi có thể giúp gì cho bạn?