




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français



Ms.Lizzy
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 20255 МИН ЧТЕНИЯ
Oct 2, 20255 МИН ЧТЕНИЯ Oct 2, 20255 МИН ЧТЕНИЯ
Oct 2, 20255 МИН ЧТЕНИЯИзучите компоненты, рабочие диапазоны, параметры, признаки неисправностей и варианты PLC/fieldbus для надежной резки камня на 5-осевом мостовом станке.
Для инженеров и обслуживающего персонала надежное производство зависит от предсказуемой работы оборудования. Понимание базовой архитектуры, рабочих диапазонов компонентов и возможных режимов отказа 5-осевого ЧПУ мостового станка критично для максимизации времени безотказной работы и обеспечения качества реза. В этом техническом руководстве подробно разбирается DINOSAW WZQJ-5N, предоставляя всю необходимую информацию для эффективной интеграции, эксплуатации и планирования обслуживания.
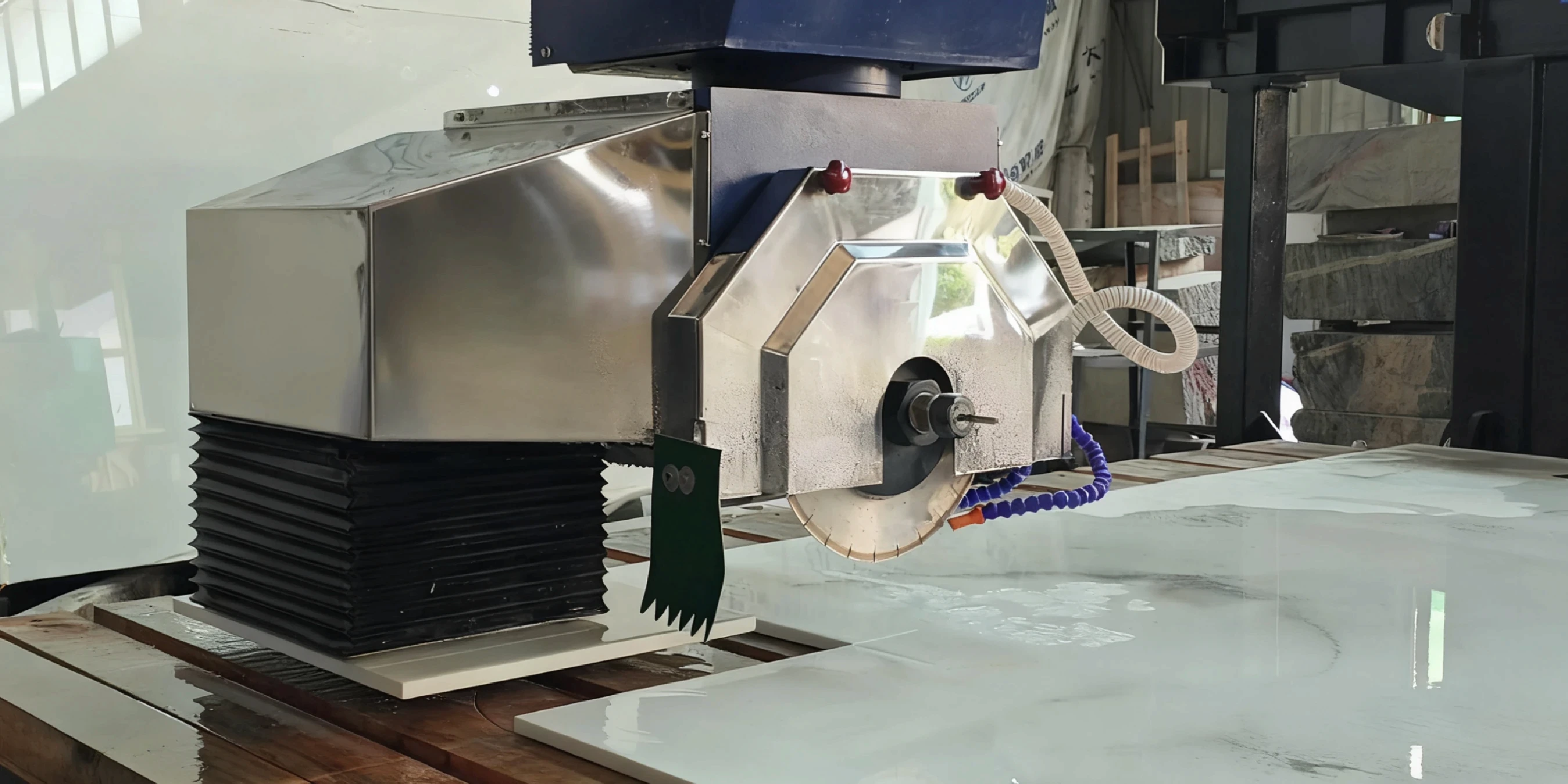
Конструкция станка основана на моноблочной мостовой раме, поддерживающей головку с наклоном по оси A 0–90° и вращением по оси C 360°. Привод осуществляется высокоточным шпинделем мощностью 18,5 кВт и управляется системой DDX CNC, которая напрямую импортирует файлы DXF/DWG. Ключевые подсистемы включают интегрированную камеру для оптимизации раскроя, систему водяного охлаждения и вакуумную систему для перемещения материалов.

5-осевой мостовой станок — это единая система, где механические, электрические и программные компоненты работают синхронно. Более подробную структуру можно изучить в нашем руководстве "Анатомия ЧПУ мостового станка".

Понимание рабочих ограничений каждого компонента важно для программирования и обслуживания. Для более широкого сравнения по рынку смотрите наше руководство по лучшим типам ЧПУ станков для камня.
| Компонент | Характеристика / Диапазон | Инженерная заметка |
|---|---|---|
| Шпиндель | Мощность мотора: 18,5 кВт (для модели с диском Ø600 мм) / 22 кВт (для модели с диском Ø800 мм); диапазон оборотов: по таблице производителя дисков, калибруется на месте. | Обороты должны соответствовать диаметру диска и твёрдости материала, чтобы избежать оплавления или чрезмерного износа. |
| Диаметр диска | Ø600 мм (23,6 дюйма) стандарт; Ø800 мм (31,5 дюйма) опция | Большие диски позволяют делать более глубокие пропилы за один проход, но требуют корректировки подачи. |
| Ходы по осям | X: 3,2 м (126 дюймов); Y: 2,0 м (78,7 дюйма); Z: 0,45 м (17,7 дюйма) | Определяет максимальные размеры обрабатываемой плиты и глубину реза. |
| Ось A (наклон) | 0–90° | Позволяет выполнять косые пропилы и сверление под углом. |
| Ось C (вращение) | 0–360° | Позволяет выполнять криволинейную резку и профилирование без поворота плиты. |
| Вакуумная система | Максимальная грузоподъемность: 200 кг (≈ 440 фунтов) | Герметичность вакуума критична. Регулярно проверяйте уплотнения и давление насоса. |
| Система камеры | HD-камера с лазерным позиционированием | Автоматически измеряет толщину плиты и размер инструмента для оптимизации раскроя. |
| Опции оснастки (дополнительно) | Фреза (конфигурация 5+1 ось); типичная подача при фрезеровании: 0,8 м/мин (≈ 31,5 дюйма/мин) | Добавляет возможности сверления, полировки кромок и других операций фрезерования. |
| Опции перемещения (дополнительно) | Интегрированный с CAM вакуум | Позволяет безопасно перемещать детали в процессе и предотвращает избыточную резку. |
Примечание: Станок может быть сконфигурирован как стандартная 5-осевая пила, 5+1-осевая (с фрезой) или 5+2-осевая (с фрезой и вакуумом) в зависимости от выбранных опций (по данным производителя).
Ранняя диагностика типовых проблем позволяет избежать потерь материала и дорогостоящих простоев.
5-осевой мостовой станок разработан для интеграции в современные цифровые производственные процессы.
Оптимальные настройки зависят от свойств материала, которые можно проверить по стандартам ASTM. Ниже приведены консервативные стартовые значения, подлежащие уточнению на месте.

Безопасные обороты для диска Ø600 мм при резке кварца зависят от конкретного диска и материала; проконсультируйтесь с таблицей производителя диска и корректируйте, чтобы избежать оплавления или сколов. Слишком высокие обороты могут вызвать оплавление смолы и преждевременный износ диска, слишком низкие — привести к сколам.
Компенсация инструмента автоматически корректирует траекторию с учётом диаметра и износа диска. Для косых резов это обеспечивает точное совпадение точки реза с заданной линией, что даёт плотные и точные швы без ручной корректировки.
Да, с опциональным комплектом интерфейса; станок может предоставлять данные через OPC UA. Это позволяет записывать ключевые производственные параметры, такие как время цикла, коды ошибок и расход материала, в общезаводскую SCADA или MES систему для анализа.
Обильный и стабильный поток охлаждающей жидкости критичен при резке хрупких материалов, таких как керамика. Необходимо обеспечить полное омывание зоны реза с обеих сторон диска; увеличивайте поток, пока отходы удаляются мгновенно и не образуется пар. Это ключевая мера контроля, рекомендованная NIOSH для подавления пыли кремнезёма.
Калибровка выполняется через панель управления HMI станка по пошаговой инструкции. Обычно это включает перемещение осей в известные опорные точки или использование калибровочного приспособления для установки нулевых позиций. Регулярная калибровка необходима для поддержания заявленной производителем точности ±0,05 мм.
Трещины в углах обычно вызваны концентрацией напряжений. Это может быть результатом резкого, 90-градусного прохода без радиуса, слишком высокой скорости подачи при смене направления или недостаточного охлаждения. Использование траектории с небольшим радиусом в углах и снижение скорости подачи помогает избежать этого. Решение использовать мостовой станок для таких работ подробно рассмотрено в нашем руководстве по инвестициям: Мостовой станок против 5-осевого ЧПУ станка.
 Русский
Русский
Получите простое решение
Онлайн-чат
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Здравствуйте 👋 Чем можем помочь?