




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Frau Lizzy
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Öffnungszeiten:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 20255 MIN. LESEZEIT
Oct 2, 20255 MIN. LESEZEIT Oct 2, 20255 MIN. LESEZEIT
Oct 2, 20255 MIN. LESEZEITVerstehen Sie die Komponenten, Betriebsbereiche, Einstellungen, Anzeichen von Störungen und PLC/Feldbus-Optionen für zuverlässiges Steinschneiden mit einer 5-Achsen Brückensäge.
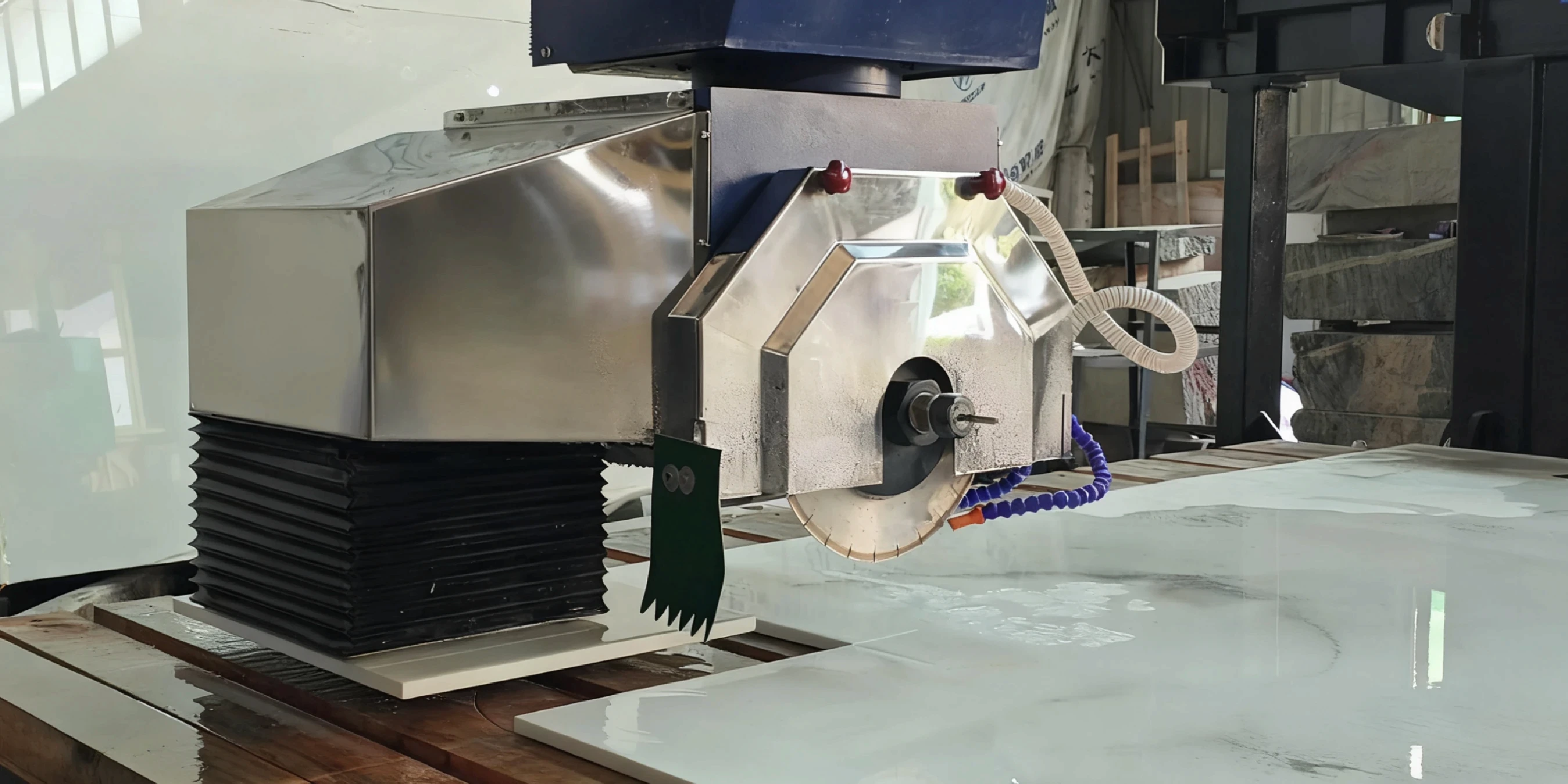
Für Ingenieure und Wartungsteams hängt eine zuverlässige Produktion von einer vorhersehbaren Geräteperformance ab. Das Verständnis der Kernarchitektur, der Betriebsbereiche der Komponenten und möglicher Fehlerquellen einer 5-Achsen CNC-Brückensäge ist entscheidend, um die Betriebszeit zu maximieren und die Schnittqualität zu sichern. Dieser technische Leitfaden analysiert die DINOSAW WZQJ-5N und liefert die Details für eine effektive Integration, Bedienung und Wartungsplanung.
Das Maschinendesign basiert auf einer Monoblock-Brückenstruktur, die einen Kopf mit 0–90° A-Achsen-Neigung und 360° C-Achsen-Rotation trägt. Angetrieben wird dies von einer hochpräzisen 18,5 kW Spindel und gesteuert durch das DDX CNC-Steuerungssystem, das DXF/DWG-Dateien direkt importiert. Zu den wichtigsten Subsystemen gehören integriertes Kamera-Nesting, ein Wasserkühlsystem und ein vakuumbasiertes Materialhandlingsystem.

Die 5-Achsen Brückensäge ist ein integriertes System, in dem mechanische, elektrische und Software-Komponenten zusammenarbeiten. Einen tieferen Einblick in die Struktur finden Sie in unserem Leitfaden Anatomie einer CNC-Brückensäge.

Das Verständnis der Betriebsgrenzen jeder Komponente ist für die Programmierung und Wartung unerlässlich. Für einen breiteren Marktvergleich siehe unseren Leitfaden zu den besten CNC-Maschinen für Stein.
| Komponente | Spezifikation / Bereich | Technischer Hinweis |
|---|---|---|
| Spindel | Motorleistung: 18,5 kW (für Ø600 mm Sägeblatt-Modell) / 22 kW (für Ø800 mm Sägeblatt-Modell); Drehzahlbereich: laut Sägeblatt-Herstellerdiagramm, vor Ort kalibriert. | Die Drehzahl muss zum Sägeblattdurchmesser und zur Materialhärte passen, um Verglasung oder übermäßigen Verschleiß zu vermeiden. |
| Sägeblattdurchmesser | Ø600 mm (23,6 Zoll) Standard; Ø800 mm (31,5 Zoll) optional | Größere Sägeblätter ermöglichen tiefere Schnitte in einem Durchgang, erfordern aber angepasste Vorschubgeschwindigkeiten. |
| Achsenwege | X: 3,2 m (126 Zoll); Y: 2,0 m (78,7 Zoll); Z: 0,45 m (17,7 Zoll) | Definiert die maximal bearbeitbaren Plattengrößen und Schnitttiefen. |
| A-Achse (Neigung) | 0–90° | Ermöglicht Gehrungsschnitte und schräge Bohrungen. |
| C-Achse (Rotation) | 0–360° | Erlaubt gekrümmte Schnitte und Profilierungen ohne Drehen der Platte. |
| Vakuum-Handling | Maximale Saugleistung: 200 kg (≈ 440 lb) | Die Saugkraft ist entscheidend. Dichtungen und Pumpendruck regelmäßig prüfen. |
| Kamerasystem | HD-Kamera mit Laserpositionierung | Misst automatisch Plattendicke und Werkzeuggröße für optimiertes Nesting. |
| Werkzeugoptionen (optional) | Fräswerkzeug (5+1-Achsen-Konfiguration); Typischer Fräsvorschub: 0,8 m/min (≈ 31,5 Zoll/min) | Erweitert die Möglichkeiten für Bohren, Kantenpolieren und andere Fräsarbeiten. |
| Handhabungsoptionen (optional) | CAM-integrierte Vakuumsaugung | Ermöglicht sicheres Umpositionieren von Teilen im Prozess und hilft, Überbearbeitung zu vermeiden. |
Hinweis: Die Maschine kann als Standard-5-Achsen-Säge, 5+1-Achsen-Säge (mit Fräswerkzeug) oder 5+2-Achsen-Säge (mit Fräswerkzeug und Vakuumsaugung) konfiguriert werden, je nach gewählten Optionen (laut Hersteller).
Eine frühzeitige Diagnose typischer Probleme kann Materialverlust und teure Ausfallzeiten verhindern.
Die 5-Achsen Brückensäge ist für die Integration in moderne digitale Fertigungsprozesse konzipiert.
Optimale Einstellungen variieren je nach Materialeigenschaften und können mit ASTM-Standardtestmethoden überprüft werden. Die folgenden Werte sind konservative Ausgangspunkte und sollten vor Ort verfeinert werden.

Der sichere Drehzahlbereich für ein Ø600 mm Sägeblatt in Quarz variiert je nach Sägeblatt und Material; konsultieren Sie die Tabelle des Sägeblattlieferanten und passen Sie die Drehzahl an, um Verbrennungen oder Abplatzungen zu vermeiden. Zu hohe Drehzahlen können Harzverbrennungen und vorzeitigen Sägeblattverschleiß verursachen, während zu niedrige Drehzahlen zu Abplatzungen führen können.
Die Werkzeugkompensation passt den Werkzeugweg automatisch an den Durchmesser und Verschleiß des Sägeblatts an. Bei Gehrungsschnitten sorgt dies dafür, dass der Schnittpunkt exakt auf der programmierten Linie bleibt, was zu engen, präzisen Fugen ohne manuelle Anpassungen führt.
Ja, mit dem optionalen Schnittstellenkit; die Maschine kann Datenpunkte über OPC UA bereitstellen. So können Sie wichtige Produktionskennzahlen wie Zykluszeiten, Fehlercodes und Materialverbrauch in ein werksweites SCADA- oder MES-System zur Analyse übertragen.
Ein großzügiger und gleichmäßiger Kühlmittelfluss ist entscheidend für das Schneiden spröder Materialien wie Keramik. Ziel ist die vollständige Überflutung der Schnittzone auf beiden Seiten des Sägeblatts; erhöhen Sie den Durchfluss, bis der Schmutz sofort entfernt wird und kein Dampf entsteht. Dies ist eine wichtige Maßnahme gemäß NIOSH-Arbeitsschutzempfehlungen zur Staubunterdrückung bei Silika.
Die Kalibrierung erfolgt über das HMI-Bedienfeld der Maschine nach einer geführten Prozedur. Dies beinhaltet in der Regel das Anfahren der Achsen zu bekannten Referenzpunkten oder die Verwendung einer Kalibriereinrichtung zur Festlegung der Nullpositionen. Regelmäßige Kalibrierung ist unerlässlich, um die vom Hersteller angegebene Präzision von ±0,05 mm zu gewährleisten.
Eckrisse entstehen meist durch konzentrierte Spannung. Dies kann durch einen scharfen, 90-Grad-Werkzeugweg ohne Radius, zu hohe Vorschubgeschwindigkeit beim Richtungswechsel oder unzureichende Kühlung verursacht werden. Die Verwendung eines Werkzeugwegs mit kleinem Radius in den Ecken und das Verlangsamen der Vorschubgeschwindigkeit können dies verhindern. Die Entscheidung, eine Brückensäge für diese Arbeiten gegenüber anderen Technologien einzusetzen, wird ausführlich in unserem Investitionsleitfaden Brückensäge vs. 5-Achsen CNC-Säge erläutert.
 Deutsch
Deutsch
Einfache Lösung erhalten
Online-Chat
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Hallo 👋 Wie können wir helfen?