




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Horario de atención:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 11, 2025LECTURA DE 5 MIN
Nov 11, 2025LECTURA DE 5 MIN Nov 11, 2025LECTURA DE 5 MIN
Nov 11, 2025LECTURA DE 5 MINTu guía completa para operar y mantener una máquina de hilo diamantado CNC. Encuentra procedimientos estándar, consejos para solucionar los 10 problemas más comunes y un calendario de mantenimiento preventivo.
 Procedimientos estándar para Máquina de Hilo Diamantado CNC
Procedimientos estándar para Máquina de Hilo Diamantado CNC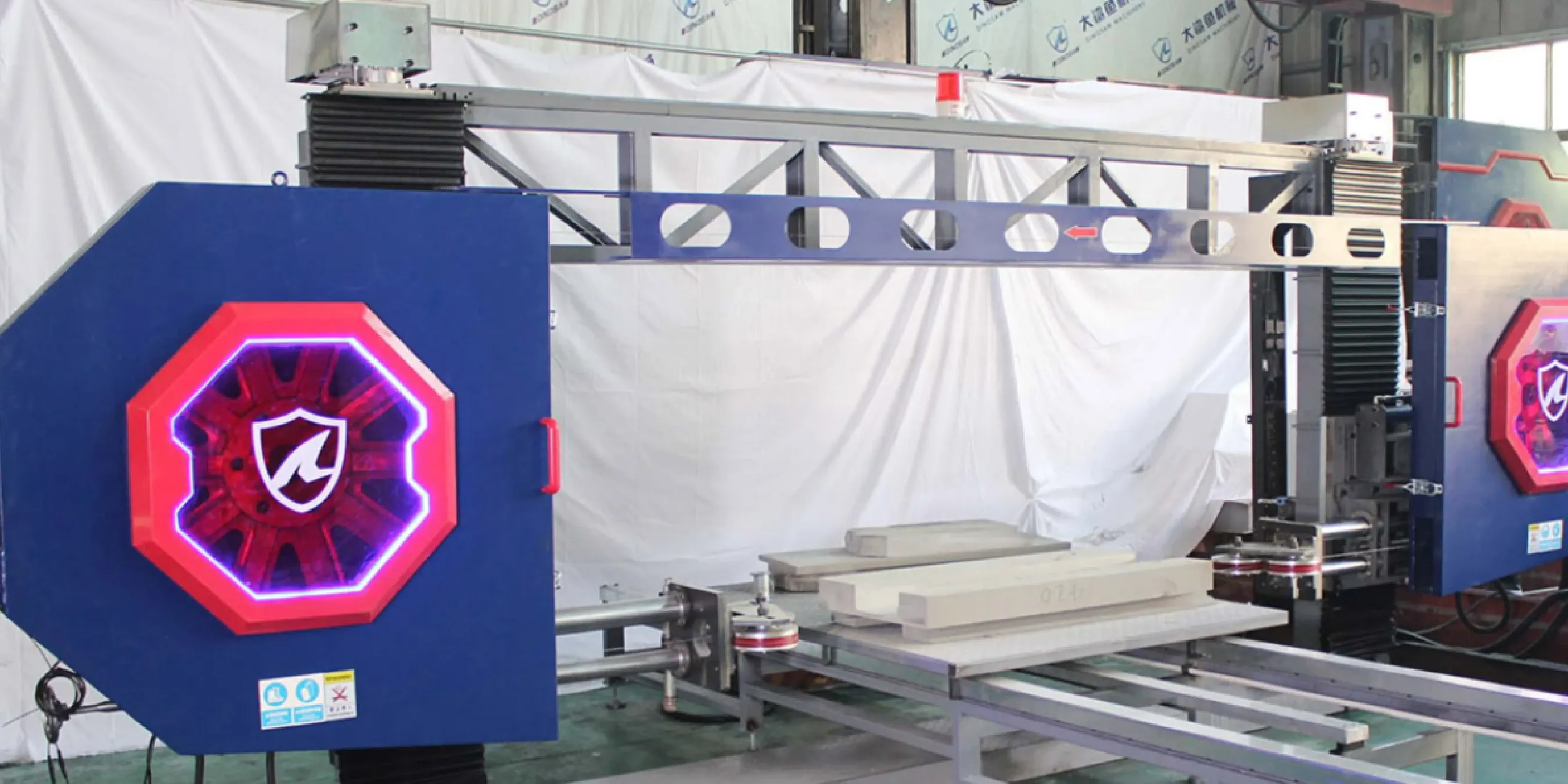 Top 10 Soluciones de Problemas para Máquina de Corte de Piedra CNC (corte de cerámica)
Top 10 Soluciones de Problemas para Máquina de Corte de Piedra CNC (corte de cerámica)Síntoma | Causa probable | Paso de diagnóstico | Solución |
|---|---|---|---|
Rotura frecuente del hilo | Tensión incorrecta del hilo; avance excesivo; poleas desgastadas. | Verifica el valor de tensión en el CNC. Inspecciona las ranuras de las poleas por desgaste. | Calibra el tensor. Reduce el avance. Cambia poleas desgastadas. |
Acabado superficial deficiente | Vibración del hilo; velocidad incorrecta; grano de diamante inadecuado. | Observa el hilo durante un corte de prueba. Verifica los parámetros. | Verifica alineación de poleas. Ajusta velocidad del hilo. Usa hilo de grano más fino. |
Inexactitud dimensional | Descalibración CNC; pieza suelta; holgura mecánica. | Ejecuta rutina de calibración. Verifica fuerza de sujeción. Revisa manualmente los ejes. | Recalibra la máquina. Asegura la pieza. Agenda servicio para ajuste mecánico. |
Marcas de quemadura o rayado | Enfriamiento insuficiente (flujo de agua); avance demasiado alto para la dureza del material. | Verifica flujo de refrigerante/aire. Revisa parámetros según material. | Asegura que el sistema de enfriamiento esté activo. Reduce el avance. |
Alarma en el controlador CNC | Interruptor de límite activado; error de servo; error de programa. | Lee el código de alarma en pantalla. Verifica posición física de los ejes. | Reinicia la alarma. Si persiste, consulta el manual para el código específico. |
Desviación o movimiento del hilo | Tensión baja; poleas guía desalineadas; hilo desgastado | Verifica tensión en CNC; realiza corte de prueba en línea recta; revisa coplanaridad de poleas con regla | Ajusta tensión según especificación; realinea poleas; cambia el hilo |
Pérdida excesiva de material/kerf | Diámetro/grano de hilo incorrecto; avance agresivo; pieza inestable | Mide el ancho de kerf; confirma especificación del hilo (3–4 mm típico para cerámica espumada); revisa sujeción | Cambia a hilo adecuado (3–4 mm, grano fino); reduce avance; mejora fijación |
Desbordamiento o obstrucción de refrigerante/lodo | Filtros obstruidos; bajo flujo de bomba; tanque de sedimentación lleno | Inspecciona filtros y mangueras; verifica flujo de bomba; revisa nivel de tanque/sumidero | Limpia/cambia filtros; restaura flujo; vacía tanque de sedimentación y limpia mangueras |
El hilo no sigue la polea/salta | Ranura/corona de polea dañada; guiado incorrecto del hilo; residuos en la ranura | Verifica visualmente el guiado; gira poleas a mano; inspecciona desgaste y suciedad en ranura | Guía el hilo correctamente; cambia polea dañada; limpia ranuras a fondo |
El programa se detiene a mitad del corte | Error de trayectoria G‑code; interruptor de límite activado; sensor/protector activado | Revisa alarma/registro; simula corte en seco; verifica área de trabajo y estado de protectores | Corrige el programa; ajusta trayectoria; reinicia sensor/protector y prueba nuevamente |
 Revisiones Semanales
Revisiones Semanales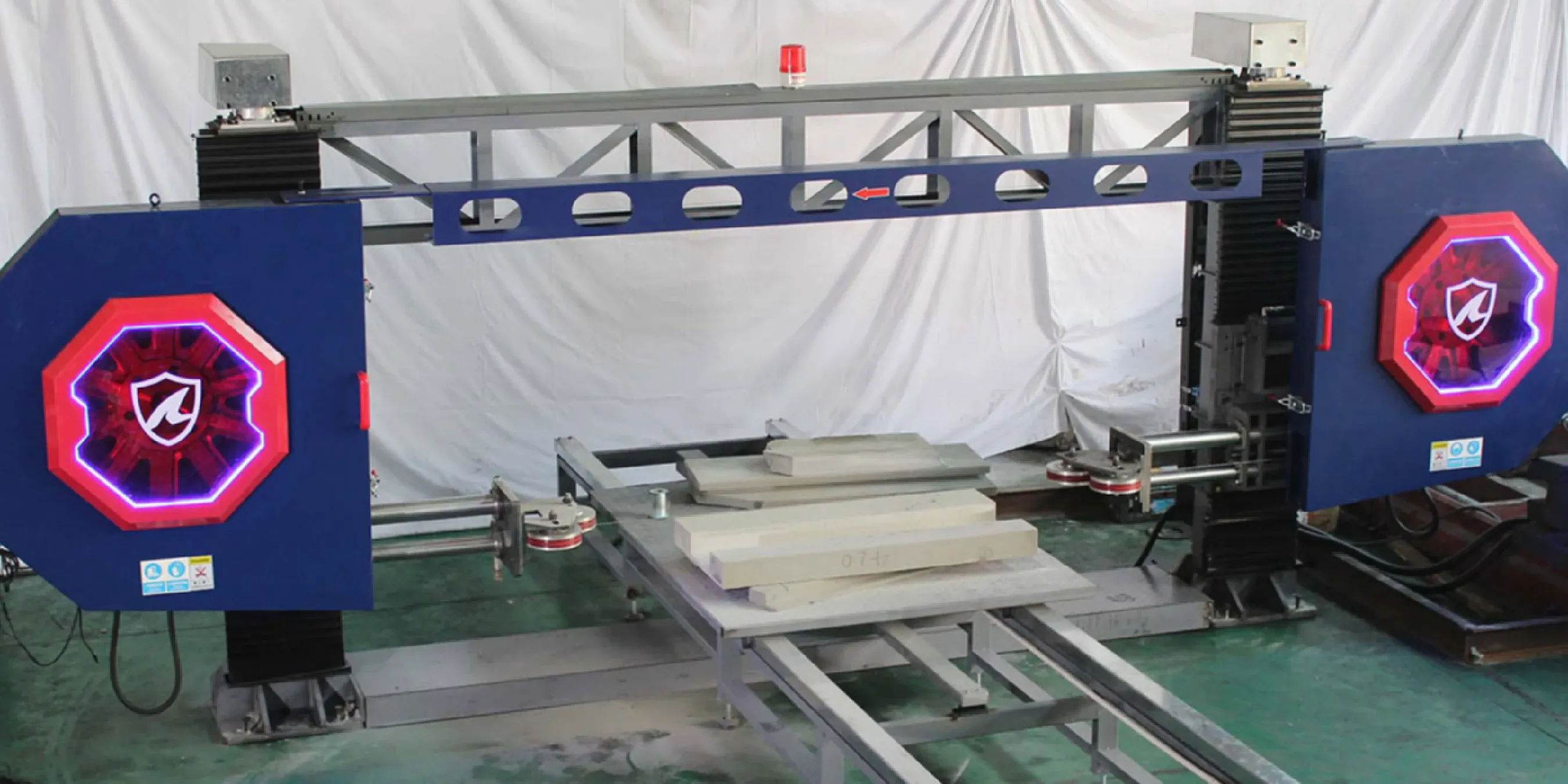 Seguridad y Cumplimiento: OSHA Silica, NIOSH Polvo para Corte de Cerámica
Seguridad y Cumplimiento: OSHA Silica, NIOSH Polvo para Corte de Cerámica Español
Español
Obtén una solución sencilla
Chat en línea
Hola, soy Lizzy de DINOSAW (no soy un robot). ¿Qué máquina (modelo) deseas? Por favor contáctanos por WhatsApp ahora
Hola 👋 ¿Cómo podemos ayudarte?