




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский



Mme Lizzy
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Heures d'ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 11, 20255 MIN DE LECTURE
Nov 11, 20255 MIN DE LECTURE Nov 11, 20255 MIN DE LECTURE
Nov 11, 20255 MIN DE LECTUREVotre guide complet pour l'utilisation et l'entretien d'un châssis Monofil de profilage CNC à fil diamanté. Retrouvez les procédures opérationnelles standard (SOP), des conseils de dépannage pour les 10 problèmes les plus courants et un calendrier d'entretien préventif.
 SOP pour châssis Monofil de profilage CNC à fil diamanté
SOP pour châssis Monofil de profilage CNC à fil diamanté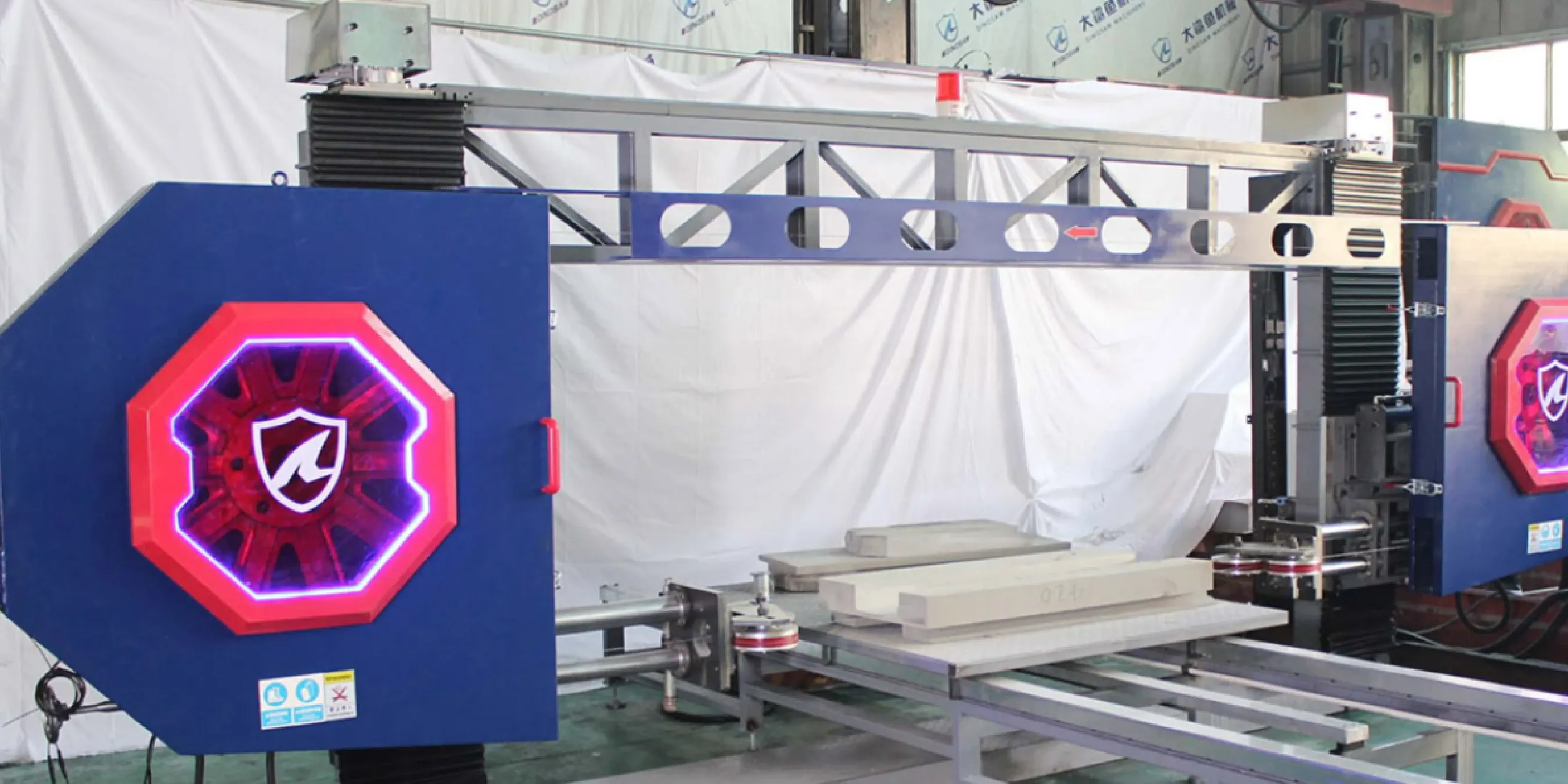 Top 10 des dépannages pour machine de découpe de pierre CNC (découpe céramique)
Top 10 des dépannages pour machine de découpe de pierre CNC (découpe céramique)Symptôme | Cause probable | Étape de diagnostic | Solution |
|---|---|---|---|
Rupture fréquente du fil | Tension du fil incorrecte ; vitesse d'avance excessive ; poulies usées. | Vérifiez la valeur de tension dans le CNC. Inspectez les rainures des poulies pour détecter les arêtes vives. | Calibrez le tendeur. Réduisez la vitesse d'avance. Remplacez les poulies usées. |
Mauvaise finition de surface | Vibration du fil ; vitesse de fil incorrecte ; grain diamanté inadapté. | Observez le fil lors d'une coupe test. Vérifiez les paramètres. | Vérifiez l'alignement des poulies. Ajustez la vitesse du fil. Utilisez un fil à grain plus fin. |
Inexactitude dimensionnelle | Dérive de calibration CNC ; pièce mal fixée ; jeu mécanique. | Lancez la routine de calibration. Vérifiez la force de serrage. Contrôlez manuellement le jeu des axes. | Recalibrez la machine. Fixez la pièce. Planifiez une intervention pour ajustement mécanique. |
Rayures ou traces de brûlure | Refroidissement insuffisant (débit d'eau) ; vitesse d'avance trop élevée pour la dureté du matériau. | Vérifiez le débit du liquide de refroidissement/de l'air. Passez en revue les paramètres selon le matériau. | Assurez-vous que le système de refroidissement est actif. Réduisez la vitesse d'avance. |
Alarme sur le contrôleur CNC | Déclenchement d'un fin de course ; erreur du servomoteur ; erreur de programme. | Lisez le code d'alarme affiché. Vérifiez la position physique des axes. | Réinitialisez l'alarme. Si elle persiste, consultez le manuel pour le code spécifique. |
Déviation ou dérive du fil | Tension du fil trop faible ; poulies de guidage mal alignées ; fil usé | Vérifiez la tension dans le CNC ; effectuez une coupe test en ligne droite ; contrôlez la coplanarité des poulies avec une règle | Réglez la tension selon les spécifications ; réalignez les poulies ; remplacez la boucle de fil |
Perte de matière excessive / Trait de coupe trop large | Diamètre/grain du fil inadapté ; avance trop agressive ; pièce instable | Mesurez la largeur du trait ; confirmez la spécification du fil (3–4 mm typique pour la céramique alvéolaire) ; vérifiez le serrage | Utilisez un fil adapté (3–4 mm, grain fin) ; réduisez l'avance ; améliorez le maintien |
Débordement ou obstruction du liquide de refroidissement / boue | Filtres obstrués ; débit de pompe faible ; cuve de décantation pleine | Inspectez les filtres d'entrée et tuyaux ; vérifiez le débit de la pompe ; contrôlez le niveau de la cuve/sump | Nettoyez/remplacez les filtres ; rétablissez le débit ; videz la cuve de décantation et les tuyaux |
Fil qui ne suit pas / saute hors de la poulie | Rainure/couronne de poulie endommagée ; acheminement du fil incorrect ; débris dans la rainure | Vérification visuelle de l'acheminement ; rotation manuelle des poulies ; inspection de l'usure et de la contamination des rainures | Réacheminez correctement le fil ; remplacez la poulie endommagée ; nettoyez soigneusement les rainures |
Arrêt du programme en cours de coupe | Erreur de trajectoire G-code ; fin de course atteinte ; déclenchement d'un capteur ou d'une sécurité | Consultez l'alarme ou le journal ; effectuez une simulation à vide ; vérifiez l'enveloppe de travail et l'état des protections | Corrigez le programme ; ajustez la trajectoire dans les limites ; réinitialisez la sécurité/capteur et testez à nouveau |
 Contrôles hebdomadaires
Contrôles hebdomadaires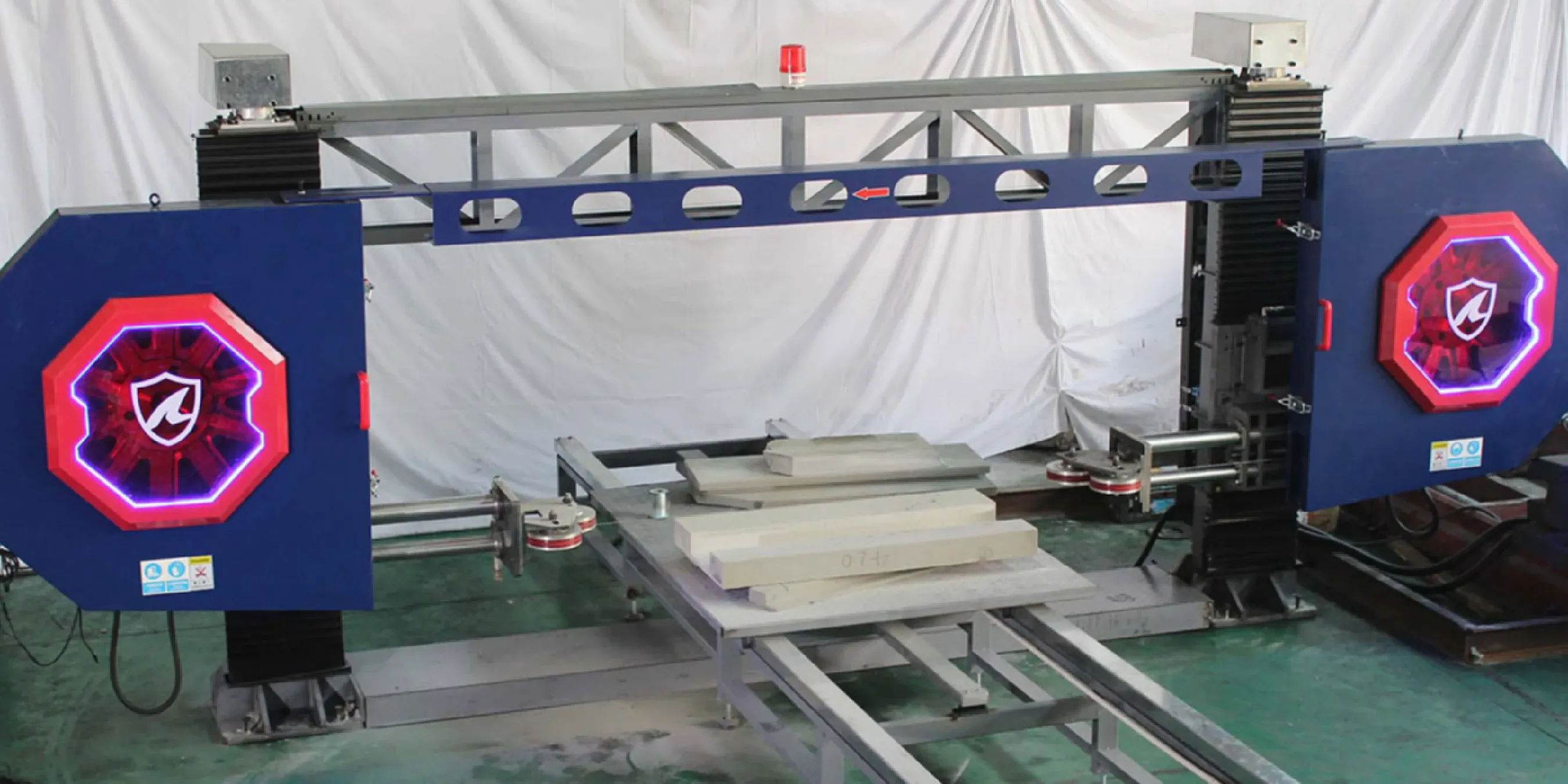 Sécurité & conformité : Silice OSHA, poussière NIOSH pour découpe céramique
Sécurité & conformité : Silice OSHA, poussière NIOSH pour découpe céramique Français
Français
Obtenez une solution facile
Discussion en ligne
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Bonjour 👋 Comment pouvons-nous vous aider ?