




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский



Mme Lizzy
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Heures d'ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 15, 20254 MIN DE LECTURE
Oct 15, 20254 MIN DE LECTURE Oct 15, 20254 MIN DE LECTURE
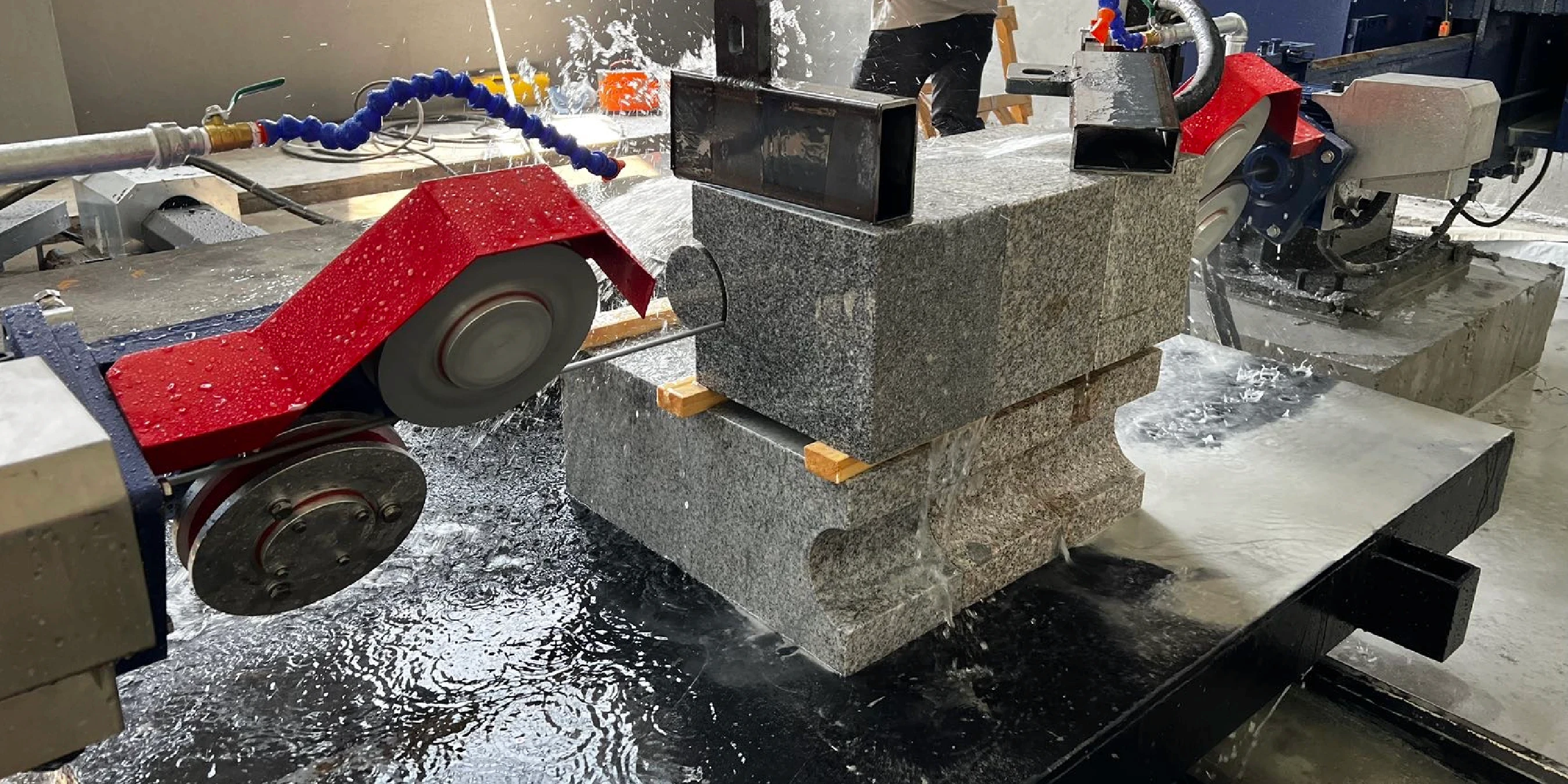
Oct 15, 20254 MIN DE LECTUREAssurez le bon fonctionnement de votre châssis Monofil CNC. Ce guide couvre la maintenance préventive quotidienne, le dépannage des principaux problèmes et des conseils de conformité sécurité issus de professionnels du secteur.
Demandez la checklist O&M adaptée à votre atelier. Consultez le manuel d'utilisation complet du châssis Monofil CNC.

La régularité dans l'utilisation de votre châssis Monofil CNC est la base de la sécurité et de la qualité. Suivez ces SOP pour les tâches quotidiennes clés.
Pour une première installation, un guide détaillé sur comment installer un châssis Monofil CNC est disponible pour un accompagnement étape par étape.
En cas de problème, une approche systématique du dépannage du châssis Monofil CNC permet de gagner du temps et d'éviter des dommages supplémentaires. Voici les symptômes courants et leurs solutions.
| Symptôme | Cause potentielle | Solution |
|---|---|---|
| Cassure fréquente du fil | Tension incorrecte, roues de guidage usées, avance excessive. | Étalonnez la tension selon les spécifications. Inspectez/remplacez les roues. Réduisez la vitesse de coupe. |
| Coupes irrégulières / Mauvaise surface | Vibration du fil, avance incorrecte, fil usé. | Vérifiez la tension. Ajustez la vitesse. Remplacez le fil diamanté. |
| Alarme "Défaut de tension" | Perte de pression hydraulique/pneumatique, capteur défectueux. | Vérifiez les conduites d'air/liquide et la pression. Testez le capteur. Réinitialisez l'alarme. |
| Roue de guidage ne tourne pas | Défaillance du roulement, accumulation de débris dans la gorge. | Nettoyez les gorges des roues chaque jour. Remplacez les roulements si grippés. Voir notre guide sur les roues bloquées roue de guidage bloquée ne tourne pas solution pour châssis Monofil CNC. |
| Vibrations excessives | Pièce instable, machine non de niveau, roulements moteur usés. | Fixez solidement la pièce. Vérifiez la mise à niveau de la machine. Contrôlez le moteur pour bruit/jeu. |
| Le fil glisse sur la poulie | Poulie/roue motrice contaminée par la boue ; tension du fil faible ; revêtement de roue usé. | Nettoyez et séchez la poulie ; augmentez la tension dans les normes ; remplacez ou revêtez la roue motrice. |
| Surchauffe / décoloration du fil | Débit de liquide de refroidissement insuffisant ; avance excessive ; buses de refroidissement bouchées. | Vérifiez la pompe et les tuyaux ; débouchez/réajustez les buses ; réduisez l'avance ; vérifiez le mélange du liquide selon le fabricant. |
| Mauvais débit de liquide / cavitation de pompe | Niveau de liquide de refroidissement bas ; filtre bouché ; fuite d'air côté aspiration ; turbine de pompe usée. | Complétez le liquide ; nettoyez/remplacez le filtre ; resserrez les raccords ; entretenez ou remplacez la pompe. |
| Erreur de suivi servo axe | Accouplements desserrés ; blocage sur les guides linéaires ; réglages d'accélération/jerk incorrects ; défaut codeur. | Inspectez et resserrez les accouplements ; nettoyez/lubrifier les guides ; baissez l'accélération/jerk ; lancez un diagnostic codeur et remplacez si nécessaire. |
| Interverrouillage porte ouvert / arrêt sécurité | Interrupteur d'interverrouillage mal aligné ou défectueux ; porte non totalement fermée ; défaut de câblage. | Réalignez ou remplacez l'interrupteur ; vérifiez la fermeture de la porte ; inspectez le câblage ; effacez l'alarme et testez la chaîne de sécurité. |
Un planning de maintenance préventive proactif est le moyen le plus efficace d'assurer la fiabilité. Adaptez cette checklist au manuel de votre machine et à l'intensité d'utilisation.
Respecter les précautions de sécurité du châssis Monofil et garantir la conformité totale est essentiel. Le non-respect peut entraîner des blessures graves ou des dommages à la machine.

La durée de vie d'un fil diamanté n'est pas fixe ; elle dépend fortement de la dureté du matériau, du grain et du liant du fil, ainsi que de vos paramètres d'utilisation comme la tension et l'avance. La durée de vie typique d'un fil peut aller de quelques centaines à plus d'un millier de mètres de coupe.
Un remplacement préventif est essentiel pour éviter les ruptures inattendues. Surveillez les indicateurs clés tels que la vitesse de coupe, la qualité de la finition de surface et l'intensité moteur. Si vous constatez une baisse significative de la vitesse, une dégradation de la finition ou une augmentation régulière du courant, il est temps de remplacer le fil.
Les trois catégories d'alarmes les plus fréquentes sont les défauts de tension du fil, les erreurs de suivi servo des axes et les déclenchements de circuits de sécurité (comme une porte non verrouillée). Chacune nécessite une approche de diagnostic différente.
Pour les défauts de tension, vérifiez immédiatement la pression hydraulique ou pneumatique et inspectez le retour du capteur. Pour les erreurs servo, examinez le système mécanique pour tout blocage sur les guides linéaires et vérifiez le serrage des accouplements moteur. Pour les déclenchements de sécurité, la cause la plus courante est une porte non complètement fermée ou un interrupteur d'interverrouillage mal aligné.
Il est recommandé de garder la liste des alarmes du contrôleur accessible et de consigner tous les incidents. Cela aide les techniciens de maintenance à repérer des schémas récurrents pouvant indiquer un problème sous-jacent.
Une rupture soudaine du fil est presque toujours évitable et indique généralement un problème de paramétrage ou d'état de la machine. Commencez votre diagnostic en vérifiant que la tension du fil est dans la plage spécifiée pour le travail. Réduisez également l'avance lors de la coupe de sections particulièrement dures du matériau.
Puis, inspectez l'état des roues de guidage pour détecter l'usure et assurez-vous que la pièce est solidement fixée pour minimiser les vibrations. Une machine non de niveau peut aussi provoquer des vibrations harmoniques qui sollicitent le fil. Enfin, nettoyez la poulie pour éviter tout glissement, ce qui peut provoquer des pics de tension soudains.
La meilleure prévention reste la maintenance proactive, y compris le remplacement des fils usagés avant leur fin de vie absolue.
Une routine quotidienne régulière est le moyen le plus simple d'optimiser la disponibilité. Au démarrage, l'opérateur doit effectuer une inspection visuelle rapide pour détecter tout élément desserré, dégager la zone de travail, vérifier les niveaux et le débit du liquide de refroidissement, et s'assurer que tous les arrêts d'urgence sont fonctionnels et accessibles. Lancer un cycle à vide bref permet aussi de valider le mouvement des axes et l'état des capteurs avant une coupe réelle.
En fin de poste, l'accent doit être mis sur le nettoyage et la transmission. L'opérateur doit nettoyer soigneusement la machine des boues et débris, essuyer les roues de guidage et les capots de protection, et couper correctement le contrôleur et l'alimentation principale.
Il est crucial de consigner dans un carnet tout problème ou comportement inhabituel observé pendant le poste pour assurer une transmission claire et efficace à l'équipe suivante ou à la maintenance.
 Français
Français
Obtenez une solution facile
Discussion en ligne
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Bonjour 👋 Comment pouvons-nous vous aider ?