




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



Ms.Lizzy
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Giờ mở cửa:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 15, 2025ĐỌC 4 PHÚT
Oct 15, 2025ĐỌC 4 PHÚT Oct 15, 2025ĐỌC 4 PHÚT
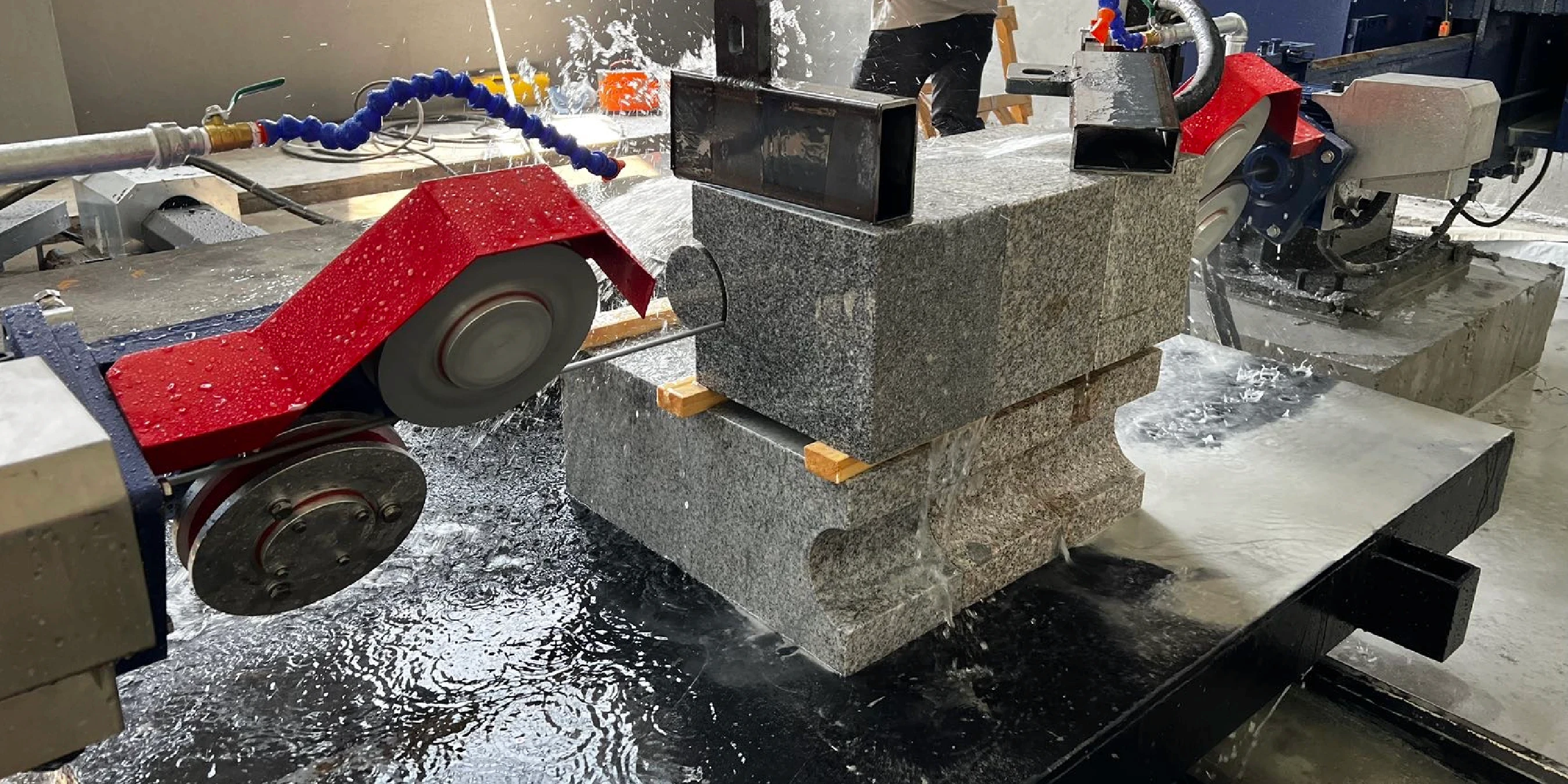
Oct 15, 2025ĐỌC 4 PHÚTGiúp máy cưa dây CNC của bạn vận hành trơn tru. Hướng dẫn này bao gồm bảo dưỡng phòng ngừa hàng ngày, xử lý các sự cố phổ biến và các mẹo tuân thủ an toàn từ các chuyên gia trong ngành.
Yêu cầu danh sách kiểm tra O&M phù hợp với xưởng của bạn. Xem đầy đủ Hướng dẫn sử dụng máy cưa dây CNC.

Vận hành máy cưa dây CNC nhất quán là nền tảng của an toàn và chất lượng. Hãy tuân thủ các SOP này cho các nhiệm vụ hàng ngày quan trọng.
Đối với lần lắp đặt đầu tiên, có hướng dẫn chi tiết về cách lắp đặt máy cưa dây CNC từng bước một.
Khi gặp sự cố, tiếp cận hệ thống xử lý máy cưa dây CNC một cách có hệ thống sẽ tiết kiệm thời gian và tránh hư hỏng thêm. Dưới đây là các triệu chứng và giải pháp thường gặp.
| Triệu chứng | Nguyên nhân tiềm ẩn | Giải pháp |
|---|---|---|
| Đứt dây thường xuyên | Lực căng không đúng, bánh dẫn hướng mòn, tốc độ cắt quá cao. | Hiệu chuẩn lực căng theo thông số kỹ thuật. Kiểm tra/thay bánh dẫn hướng. Giảm tốc độ cắt. |
| Cắt không đều / Bề mặt kém | Dây rung, tốc độ cắt không đúng, dây mòn. | Kiểm tra lực căng. Điều chỉnh tốc độ. Thay dây kim cương. |
| Báo động "Lỗi căng dây" | Mất áp suất thủy lực/khí nén, cảm biến hỏng. | Kiểm tra đường dẫn khí/nước và áp suất. Kiểm tra cảm biến. Đặt lại báo động. |
| Bánh dẫn hướng không quay | Hỏng vòng bi, rác tích tụ trong rãnh. | Làm sạch rãnh bánh dẫn hướng hàng ngày. Thay vòng bi nếu bị kẹt. Xem hướng dẫn xử lý bánh dẫn hướng bị kẹt không quay cho máy cưa dây CNC. |
| Rung quá mức | Phôi không ổn định, máy không cân bằng, vòng bi động cơ mòn. | Kẹp chặt phôi. Kiểm tra độ cân bằng máy. Kiểm tra động cơ có tiếng ồn/lỏng. |
| Dây trượt trên bánh đà | Bánh đà/bánh dẫn động bị bám bùn; lực căng dây thấp; lớp lót bánh mòn. | Làm sạch và lau khô bánh đà; tăng lực căng trong thông số; thay hoặc lót lại bánh dẫn động. |
| Dây quá nóng / Đổi màu | Lưu lượng nước làm mát không đủ; tốc độ cắt quá cao; đầu phun nước làm mát bị tắc. | Kiểm tra bơm và ống dẫn; thông/tái căn chỉnh đầu phun; giảm tốc độ cắt; kiểm tra hỗn hợp nước làm mát theo nhà sản xuất. |
| Lưu lượng nước làm mát kém / Bơm bị xâm thực | Mức nước làm mát thấp; lọc bị tắc; rò khí ở đầu hút; cánh bơm mòn. | Bổ sung nước làm mát; vệ sinh/thay lọc; siết chặt khớp nối; bảo dưỡng hoặc thay bơm. |
| Lỗi theo trục servo | Khớp nối lỏng; kẹt trên ray dẫn hướng; cài đặt gia tốc/giật sai; lỗi encoder. | Kiểm tra và siết chặt khớp nối; vệ sinh/bôi trơn ray; giảm gia tốc/giật; kiểm tra encoder và thay nếu hỏng. |
| Công tắc cửa mở / Ngắt an toàn | Công tắc liên động lệch hoặc hỏng; cửa chưa đóng kín; lỗi dây điện. | Căn chỉnh hoặc thay công tắc liên động; kiểm tra đóng cửa; kiểm tra dây điện; xóa báo động và kiểm tra chuỗi an toàn. |
Lịch bảo dưỡng phòng ngừa chủ động là cách hiệu quả nhất để đảm bảo độ tin cậy. Điều chỉnh danh sách kiểm tra này theo hướng dẫn sử dụng máy và mức độ sử dụng.
Tuân thủ các biện pháp an toàn cho máy cưa dây và đảm bảo tuân thủ đầy đủ quy định là điều quan trọng. Không tuân thủ có thể gây thương tích nghiêm trọng hoặc hư hại máy.

Tuổi thọ của dây kim cương không cố định; nó phụ thuộc nhiều vào độ cứng vật liệu, độ hạt và liên kết của dây, cũng như các thông số vận hành như lực căng và tốc độ cắt. Thông thường, dây có thể dùng từ vài trăm đến hơn một nghìn mét cắt.
Thay dây chủ động là chìa khóa để ngăn đứt dây bất ngờ. Theo dõi các chỉ số hiệu suất như tốc độ cắt, chất lượng bề mặt và dòng điện động cơ. Nếu thấy tốc độ giảm đáng kể, chất lượng bề mặt kém đi hoặc dòng điện tăng liên tục, đã đến lúc thay dây.
Ba loại báo động phổ biến nhất là lỗi căng dây, lỗi theo trục servo và ngắt mạch an toàn (ví dụ công tắc cửa mở). Mỗi loại cần phương pháp chẩn đoán khác nhau.
Với lỗi căng dây, kiểm tra ngay áp suất thủy lực hoặc khí nén và cảm biến phản hồi. Với lỗi servo, kiểm tra hệ cơ khí xem có kẹt trên ray dẫn hướng và khớp nối động cơ có lỏng không. Với ngắt mạch an toàn, nguyên nhân thường là cửa chưa đóng kín hoặc công tắc liên động bị lệch.
Nên giữ danh sách báo động của bộ điều khiển dễ truy cập và ghi lại tất cả sự cố. Điều này giúp kỹ thuật viên bảo trì phát hiện các mẫu lặp lại có thể chỉ ra vấn đề tiềm ẩn.
Đứt dây đột ngột gần như luôn có thể ngăn ngừa và thường liên quan đến thông số hoặc tình trạng máy. Bắt đầu chẩn đoán bằng cách kiểm tra lực căng dây có nằm trong phạm vi quy định cho công việc không. Ngoài ra, giảm tốc độ cắt khi cắt qua vật liệu đặc biệt cứng.
Tiếp theo, kiểm tra tình trạng bánh dẫn hướng xem có bị mòn không và đảm bảo phôi được kẹp chặt để giảm rung. Máy không cân bằng cũng có thể gây rung động cộng hưởng làm căng dây. Cuối cùng, làm sạch bánh đà để tránh trượt dây, có thể gây tăng lực căng đột ngột.
Cách phòng ngừa tốt nhất là bảo dưỡng chủ động, bao gồm thay dây cũ trước khi hết tuổi thọ hoàn toàn.
Thói quen hàng ngày nhất quán là cách đơn giản nhất để tối đa hóa hiệu suất. Khi khởi động, người vận hành nên kiểm tra nhanh các chốt lỏng, dọn sạch vật cản trong khu vực làm việc, kiểm tra mức và lưu lượng nước làm mát, xác nhận tất cả nút dừng khẩn cấp hoạt động và dễ tiếp cận. Chạy thử khô ngắn cũng giúp kiểm tra chuyển động trục và trạng thái cảm biến trước khi cắt thật.
Cuối ca, tập trung vào vệ sinh và bàn giao. Người vận hành nên làm sạch bùn và rác trên máy, lau bánh dẫn hướng và tấm bảo vệ, tắt bộ điều khiển và nguồn điện chính đúng cách.
Quan trọng, mọi vấn đề hoặc hành vi bất thường trong ca nên được ghi lại vào sổ nhật ký để bàn giao rõ ràng, hiệu quả cho ca sau hoặc đội bảo trì.
 Tiếng Việt
Tiếng Việt
Giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Xin chào 👋 Chúng tôi có thể giúp gì cho bạn?