




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Olá, aqui é a Lizzy da DINOSAW (Não sou um robô). Qual máquina (modelo) você deseja? Por favor, entre em contato pelo WhatsApp agora
Horário:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 15, 20254 MIN DE LEITURA
Oct 15, 20254 MIN DE LEITURA Oct 15, 20254 MIN DE LEITURA
Oct 15, 20254 MIN DE LEITURAMantenha sua serra de fio CNC funcionando perfeitamente. Este guia aborda manutenção preventiva diária, solução dos principais problemas e dicas de conformidade de segurança de especialistas do setor.
Solicite o checklist de O&M adaptado para sua oficina. Veja o Manual do Usuário para Serra de Fio de Controle Numérico completo.

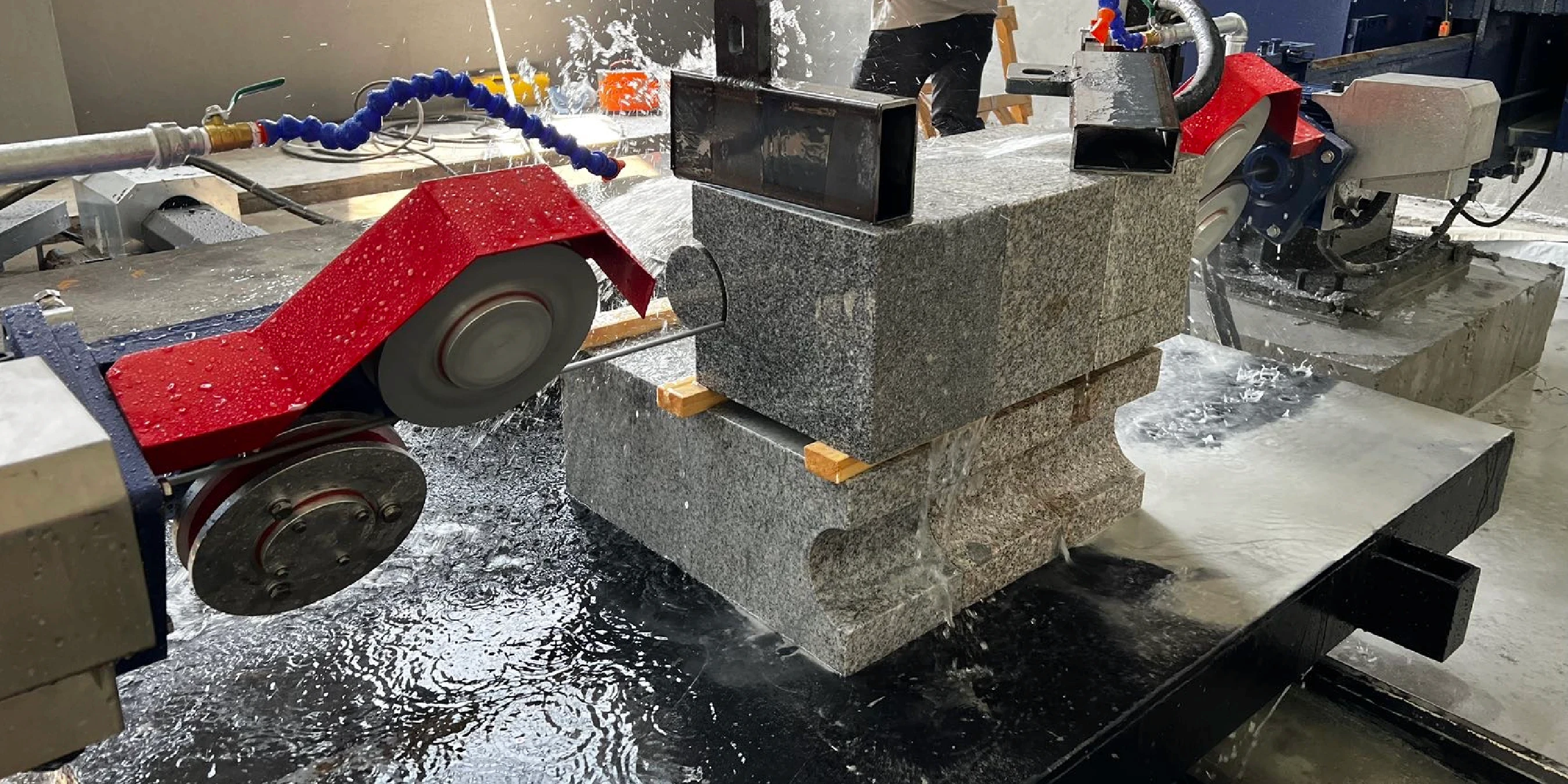
Consistência na operação da sua serra de fio CNC é a base da segurança e qualidade. Siga estes SOPs para as principais tarefas diárias.
Para a configuração inicial, está disponível um guia detalhado sobre como instalar uma serra de fio de controle numérico para um passo a passo completo.
Quando surgem problemas, uma abordagem sistemática para solução de problemas da serra de fio CNC economiza tempo e evita danos adicionais. Veja sintomas comuns e soluções.
| Sintoma | Causa Potencial | Solução |
|---|---|---|
| Quebra Frequente do Fio | Tensão incorreta, rodas-guia desgastadas, avanço excessivo. | Calibre a tensão conforme especificação. Inspecione/substitua as rodas. Reduza a velocidade de corte. |
| Cortes Irregulares / Superfície Ruim | Vibração do fio, avanço incorreto, fio desgastado. | Verifique a tensão. Ajuste a velocidade. Troque o fio diamantado. |
| Alarme "Falha de Tensão" | Perda de pressão hidráulica/pneumática, sensor defeituoso. | Verifique linhas de ar/fluido e pressão. Teste o sensor. Redefina o alarme. |
| Roda-Guia Não Gira | Falha no rolamento, acúmulo de detritos no canal. | Limpe os canais das rodas diariamente. Troque os rolamentos se travados. Veja nosso guia sobre rodas travadas solução para serra de fio CNC. |
| Vibração Excessiva | Peça instável, máquina desnivelada, rolamentos do motor desgastados. | Prenda a peça de trabalho com segurança. Verifique se a máquina está nivelada. Confira o motor quanto a ruídos/jogo. |
| Fio Escorrega na Roda Motriz | Roda motriz/flywheel contaminada com resíduos; baixa tensão do fio; revestimento da roda desgastado. | Limpe e seque a roda motriz; aumente a tensão conforme especificação; troque ou recubra a roda motriz. |
| Superaquecimento / Descoloração do Fio | Fluxo insuficiente de refrigerante; avanço excessivo; bicos de refrigerante entupidos. | Verifique bomba e mangueiras; desentupa/realinhe os bicos; reduza o avanço; confira a mistura do refrigerante conforme fabricante. |
| Fluxo de Refrigerante Ruim / Cavitação da Bomba | Nível baixo de refrigerante; filtro bloqueado; vazamento de ar no lado de sucção; rotor da bomba desgastado. | Complete o refrigerante; limpe/troque o filtro; aperte conexões; faça manutenção ou troque a bomba. |
| Erro de Seguimento do Servo do Eixo | Acoplamentos soltos; travamento nos guias lineares; configurações de aceleração/impulso incorretas; falha no encoder. | Inspecione e aperte acoplamentos; limpe/lubrifique guias; reduza aceleração/impulso; execute diagnóstico do encoder e troque se necessário. |
| Intertravamento da Porta Aberto / Disparo de Segurança | Interruptor de intertravamento desalinhado ou com falha; porta não totalmente fechada; falha na fiação. | Realinhe ou troque o interruptor de intertravamento; verifique fechamento da porta; inspecione a fiação; limpe o alarme e teste a cadeia de segurança. |
Um cronograma proativo de manutenção preventiva é a forma mais eficaz de garantir confiabilidade. Adapte este checklist ao manual da sua máquina e à intensidade de uso.
Seguir as precauções de segurança da serra de fio e garantir total conformidade é fundamental. O descumprimento pode resultar em lesões graves ou danos à máquina.

A vida útil do fio diamantado não é fixa; depende muito da dureza do material, da granulação e liga do fio, e dos parâmetros operacionais como tensão e avanço. A vida típica do fio pode variar de algumas centenas a mais de mil metros de corte.
A troca proativa é fundamental para evitar quebras inesperadas. Monitore indicadores-chave como velocidade de corte, qualidade do acabamento superficial e consumo de corrente do motor. Se notar queda significativa na velocidade, degradação do acabamento ou aumento constante de corrente, é hora de trocar o fio.
As três categorias de alarme mais comuns são falhas de tensão do fio, erros de seguimento do servo do eixo e disparos do circuito de segurança (como intertravamento de porta aberta). Cada uma exige abordagem diagnóstica diferente.
Para falhas de tensão, verifique imediatamente a pressão hidráulica ou pneumática e inspecione o sensor. Para erros de servo, examine o sistema mecânico quanto a travamentos nos guias lineares e confira acoplamentos do motor quanto a folgas. Para disparos de segurança, a causa mais comum é porta não totalmente fechada ou interruptor de intertravamento desalinhado.
É boa prática manter a lista de alarmes do controlador acessível e registrar todos os incidentes. Isso ajuda os técnicos de manutenção a identificar padrões recorrentes que podem indicar problemas subjacentes.
A quebra súbita do fio quase sempre é evitável e normalmente indica problema de parâmetros ou condição da máquina. Comece verificando se a tensão do fio está dentro do intervalo especificado para o trabalho. Além disso, reduza o avanço ao cortar seções particularmente duras do material.
Em seguida, inspecione o estado das rodas-guia quanto a desgaste e certifique-se de que a peça está bem presa para minimizar vibração. Uma máquina desnivelada também pode causar vibrações harmônicas que sobrecarregam o fio. Por fim, limpe a roda motriz para evitar escorregamento, que pode causar picos súbitos de tensão.
A melhor prevenção é a manutenção proativa, incluindo troca de fios envelhecidos antes do fim total da vida útil.
Uma rotina diária consistente é a forma mais simples de maximizar a produtividade. Na inicialização, o operador deve fazer uma inspeção visual rápida para identificar fixadores soltos, limpar a área de trabalho de obstruções, verificar níveis e fluxo de refrigerante e confirmar que todos os botões de parada de emergência estão funcionais e acessíveis. Executar um ciclo seco breve também ajuda a validar o movimento dos eixos e o status dos sensores antes do corte real.
No fim do turno, o foco deve ser limpeza e passagem de turno. O operador deve limpar completamente resíduos e detritos da máquina, limpar rodas-guia e proteções, e desligar corretamente o controlador e o fornecimento elétrico principal.
Crucialmente, qualquer problema ou comportamento incomum observado durante o turno deve ser registrado em um livro de ocorrências para uma passagem de turno clara e eficaz para o próximo operador ou equipe de manutenção.
 Português
Português
Obtenha uma Solução Fácil
Converse Online
Olá, aqui é a Lizzy da DINOSAW (Não sou um robô). Qual máquina (modelo) você deseja? Por favor, entre em contato pelo WhatsApp agora
Olá 👋 Como podemos ajudar?