Elmas Tel Kesme Nasıl Çalışır: Elmas Boncuklar, Tel Gerginliği & Teknik Rehber
Lizzy·Oct 24, 2025·5 DAKİKALIK OKUMA
Lizzy·Oct 24, 2025·5 DAKİKALIK OKUMA
Elmas tel kesme makinelerinin mühendisliğini anlayın. Hassas kesim sağlayan ana bileşenleri; elmas boncuklar, bağlantı tipleri (kaynaklı, sinterlenmiş) ve tel gerginlik sistemlerini keşfedin.
TL;DR: Kesimin Mühendisliği
Bir Elmas Tel Kesme kuvvetle değil, yüksek hızlı aşındırma ile keser; elmas kaplı boncuklar sayesinde malzemeyi mikro düzeyde öğütür.
Ana bileşenler arasında elmas boncuklar, yüksek mukavemetli çelik tel ve uygulamaya uygun özel bağlantı elemanları (yay, kauçuk veya plastik) bulunur.
Bu bileşenleri anlamak, performansı optimize etmenize, arızaları önlemenize ve yatırımınızın geri dönüşünü maksimize etmenize yardımcı olur.
İnce bir telin devasa granit blokları veya donatılı betonu kesebilme yeteneği neredeyse büyü gibi görünür. Ancak bir Elmas Tel Kesme'nin performansı hassas mühendislik prensiplerine dayanır. Nasıl çalıştığını anlamak, tam potansiyelini ortaya çıkarmanın, operasyonel verimliliği sağlamanın ve sarf malzemelerinizin ve makinelerinizin ömrünü uzatmanın anahtarıdır.
Temel Prensip: Aşındırma Sertliği Nasıl Yener?
Geleneksel bir testere, keskin dişlerle malzemeyi parçalarken, elmas tel kesme aşındırma ile çalışır. Elmas kaplı boncuklarla donatılmış bir çelik kablo yüksek hızda (genellikle 20-30 m/s) hareket eder. Bu boncuklar malzemeyle temas ettiğinde, endüstriyel elmasların küçük, keskin kenarları mikro çatlaklar oluşturur ve malzemeyi ince bir toz (bulamaç) haline getirir; bu toz soğutucu ile temizlenir.
Aşındırma, Bıçaklı Testereleri Nasıl Geride Bırakır: Kesim Kaybı, Toz & Daha Fazlası
Faktör
Elmas Tel Kesme
Geleneksel Yöntemler (Bıçaklı Testereler/Patlatma)
Hassasiyet
Yüksek. Temiz, düzgün kesimler ve minimum kesim kaybı (2-3 mm).
Düşük. Pürüzlü yüzeyler, yüksek malzeme kaybı ve mikro çatlak riski.
Gürültü & Titreşim
Düşük. Minimum titreşim ve çok daha düşük gürültü seviyesi.
Çok yüksek. Operatörler ve çevredeki yapılar için risk oluşturur.
Güvenlik
Yüksek. Kıvılcım yok (soğuk kesim), ıslak kesimde minimum toz. OSHA solunabilir silika bilgi formuna göre, ıslak yöntemler güvenlik için anahtardır.
Düşük. Yüksek taş fırlama (patlatma) ve tehlikeli toz riski.
Esneklik
Neredeyse sınırsız kesim derinliği ve doğrusal olmayan kesim yapabilme.
Bıçak çapı veya patlatma desenine bağlı olarak sınırlı.
Teli Parçalara Ayırmak: Ana Bileşenler Açıklanıyor
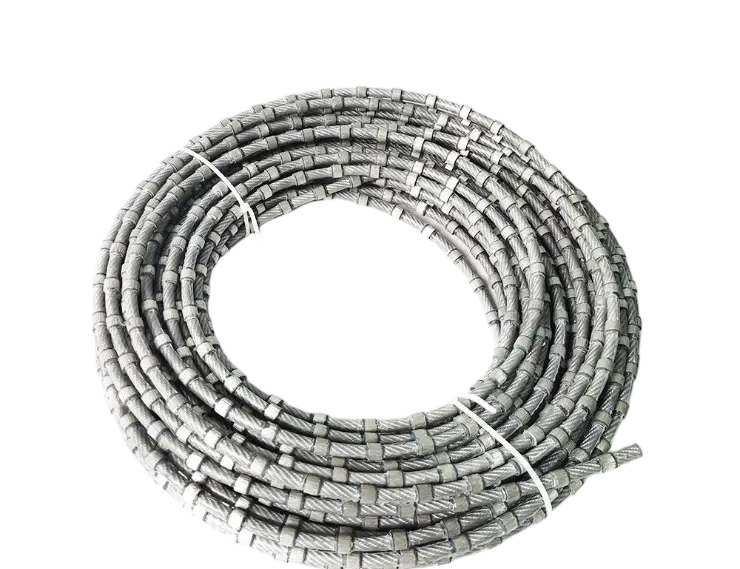
Elmas Boncuklar: Kesme İşleminin Kalbi
Testerenin "dişleri". Bileşimi kritik önemdedir.
Sinterlenmiş Elmas Tel: Elmaslar, metal tozu matrisiyle karıştırılır ve yüksek basınç/sıcaklık altında birleştirilir. Granit gibi aşındırıcı malzemelerde dayanıklılık için idealdir.
Kaynaklı Elmas Tel: Elmasların tek bir katmanı boncuk yüzeyine bağlanır. Beton ve çelik donatılı yapılarda agresif, hızlı kesim sağlar.
Elektro Kaplamalı Elmas Tel: Elmaslar, nikel tabakası ile sabitlenir. Mermer gibi daha yumuşak ve değerli malzemelerde hassasiyet için ve CNC Mono Telli Elmas Tel Testere Makinası ile karmaşık şekiller oluşturmak için idealdir.
Çelik Tel Çekirdek
Telin omurgası olan bu yüksek çekme mukavemetli çelik kablo (genellikle 4.8-5.2 mm çapında), aşırı çekme kuvvetlerine karşı uzamadan veya kopmadan dayanmalıdır.
Bağlantı Tipleri
Boncuklar arasına enjekte edilen malzeme, çelik çekirdeği korur.
Kauçuk/Plastik: Mükemmel esneklik ve su direnci sağlar, çekirdeği bulamaç aşındırmasından korur. Beton, yıkım ve genel kullanımda standarttır.
Yaylar: Boncuklar arasında yüksek mekanik direnç sağlar. Telin aşırı stres altında olduğu yüksek gerilimli ocak uygulamalarında tercih edilir.
Makine Sistemi (Tahrik, Gerginlik ve Kasnaklar)
Tel, daha büyük bir sistemin parçasıdır. Tahrik ünitesi (hidrolik veya elektrikli) volanı döndürür, gerginlik sistemi düz bir kesim için sabit kuvvet uygular, kasnaklar ise teli nesnenin etrafında yönlendirir. Modern sistemler genellikle otomatik kesim parametreleri için PLC kontrolleri içerir.
Yaygın Tel Arızaları (Tel Birleştirme & Kopma)
Tel Kopması: Genellikle aşırı gerginlik, ani takılmalar veya hatalı birleştirme nedeniyle oluşur. Önlem: Kalibre edilmiş gergi kullanın, kesim yolunu temizleyin ve birleştirme eğitim videomuzda gösterilen doğru birleştirme tekniklerini uygulayın.
Düzensiz Boncuk Aşınması: Malzeme sertliğinin tutarsızlığı veya yetersiz tel döndürme nedeniyle oluşur. Önlem: Teli periyodik olarak döndürün ve soğutucu akışının tüm kesim yüzeyinde eşit olmasını sağlayın.
Boncuk Kaybı: Telin keskin bir engele çarpması veya boncuk bağının başarısız olması durumunda oluşabilir. Önlem: Yüksek kaliteli tel kullanın ve kesim alanını önceden tarayarak engelleri belirleyin.
Kesim Parametreleri İçin Başlangıç Rehberi (Tel Hızı & İlerleme)
Bunlar genel başlangıç noktalarıdır. Optimum performans için her zaman makine ve tel üreticisinin teknik özelliklerine başvurun.
Koşul
Tel Hızı
İlerleme Hızı
Sert Granit (Ocak Kesimi)
22-28 m/s
Malzeme sertliğine göre ayarlayın
Donatılı Beton
20-25 m/s
Donatı yoğunluğuna göre ayarlayın
Yumuşak Mermer (Plaka Kesimi)
28-35 m/s
İstenilen yüzeye göre ayarlayın
Sıkça Sorulan Sorular (SSS)
Sinterlenmiş, kaynaklı ve elektro kaplamalı elmas tel arasındaki fark nedir?
Tek cümleyle: Sinterlenmiş dayanıklılık için, kaynaklı agresif hız için, elektro kaplamalı ise hassasiyet için kullanılır.
Bağlam:Sinterlenmiş boncuklar, matris boyunca elmas içerir ve aşındırıcı taşlarda uzun ömür sunar. Kaynaklı boncuklar, hızlı beton ve metal kesimi için tek katmanlıdır. Elektro kaplamalı ise ince yüzeyler için uygundur. Seçim, hız ile takım ömrü arasında denge kurar.
Tek cümleyle: Yaylar yüksek gerilimli ocaklarda sert koruma sağlarken, kauçuk genel kullanım ve beton kesimi için esneklik sunar.
Bağlam:Yaylar, ocaklarda çelik çekirdeğin aşırı çekme kuvvetlerine karşı mekanik koruma sağlar. Kauçuk ise beton ve yıkımda daha iyidir; esnektir ve çekirdeği alkali bulamaçtan korur.
Tek cümleyle: Kritik önemdedir; telin aşırı ısınmasını önler ve kesimden çıkan atıkları temizler.
Bağlam:Soğutucu (genellikle su), elmas boncukların ısı nedeniyle aşınmasını engeller. Aynı zamanda bulamacı kesim boşluğundan uzaklaştırarak süreci düzgün tutar. Yetersiz soğutma, tel arızalarının başlıca sebebidir.
Aynı teli hem granit hem de betonda kullanabilir miyim?
Tek cümleyle: Tavsiye edilmez; her tel farklı malzeme özelliklerine (aşındırma vs. darbe) göre özel tasarlanmıştır.
Bağlam:Granit telleri (sinterlenmiş) aşındırma direnci için üretilirken, beton telleri (kaynaklı) çelik donatı kesimine dayanmalıdır. Yanlış tel kullanımı zayıf performansa ve takım hasarına yol açar.
Tek cümleyle: Doğru gerginlik, telin düz kalmasını ve hassas kesim ile kopmayı önler.
Bağlam:Yetersiz gerginlik, telin bükülmesine ve düzensiz kesime neden olur. Fazla gerginlik ise tel çekirdeği ve motoru zorlar, kopma riskini artırır. Sertlik ile esneklik arasında denge gerekir.
Elmas tel, bıçaklı testereye göre nasıl daha iyi yüzey elde eder?
Tek cümleyle: Malzemeyi düşük titreşimle öğüterek, yüksek darbeyle parçalayan bıçaklı testereye göre daha iyi yüzey sağlar.
Bağlam:Tel kesmede temas alanı daha küçüktür ve aşındırıcı etkisi daha çok taşlama gibidir. Sonuçta daha düzgün, az kırık yüzey elde edilir ve sonraki cilalama ihtiyacı azalır; bu, değerli taşlar için kritiktir.





 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Oct 24, 20255 DAKİKALIK OKUMA
Oct 24, 20255 DAKİKALIK OKUMA
 Aşındırma, Bıçaklı Testereleri Nasıl Geride Bırakır: Kesim Kaybı, Toz & Daha Fazlası
Aşındırma, Bıçaklı Testereleri Nasıl Geride Bırakır: Kesim Kaybı, Toz & Daha Fazlası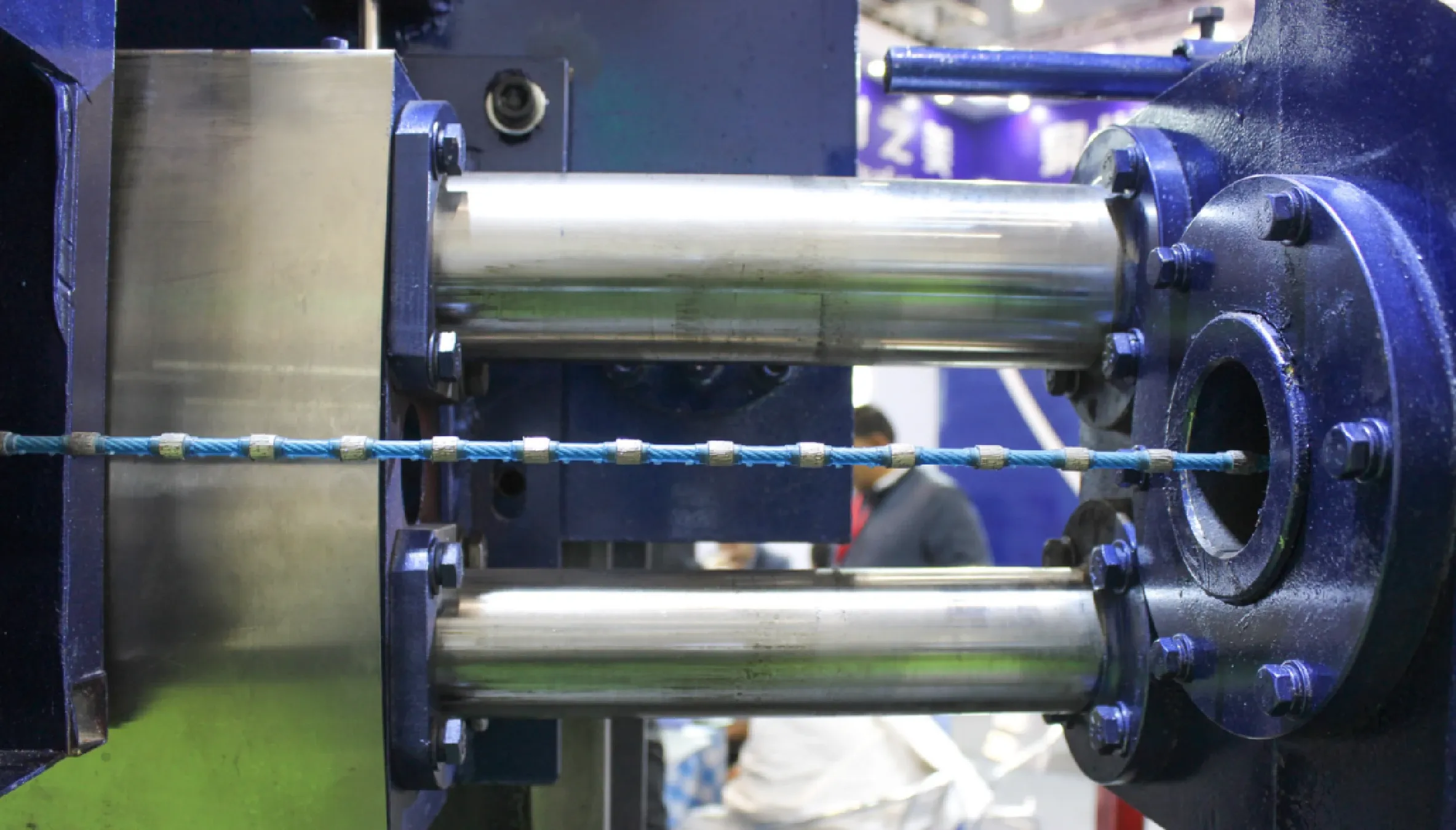

 Türkçe
Türkçe
