How a Diamond Wire Saw Works: Diamond Beads, Wire Tension & Technical Guide
Lizzy·Oct 24, 2025·5 MIN READ
Lizzy·Oct 24, 2025·5 MIN READ
Understand the engineering behind diamond wire saws. Explore core components like diamond beads, connection types (brazed, sintered), and wire tension systems that deliver precision cuts.
TL;DR: The Engineering Behind the Cut
A diamond wire saw doesn't cut by force but by high-speed abrasion, using diamond-impregnated beads to micro-grind material.
Core components include the diamond beads, a high-strength steel wire, and specialized connectors (spring, rubber, or plastic) that match the application.
Understanding these components helps you optimize performance, prevent failures, and maximize the return on your investment.
The ability of a thin wire to slice through massive blocks of granite or reinforced concrete seems almost magical. However, the performance of a Diamond Wire Saw rests on precise engineering principles. Understanding how it works is key to unlocking its full potential, ensuring operational efficiency, and extending the lifespan of your consumable tools and machinery.
The Core Principle: How Abrasion Beats Hardness
Unlike a traditional saw that uses sharp teeth to chip away material, a diamond wire saw works through abrasion. A steel cable threaded with diamond-impregnated beads travels at high speed (typically 20-30 m/s). As these beads contact the material, the tiny, sharp edges of the industrial diamonds create micro-fractures, grinding the material into a fine powder (slurry) that is washed away by a coolant.
Why Abrasion Beats Blade Saws: Kerf Loss, Dust & More
Factor
Diamond Wire Saw
Traditional Methods (Blade Saws/Blasting)
Precision
High. Clean, smooth cuts with minimal kerf (2-3 mm loss).
Low. Rough surfaces, high material loss, and risk of micro-cracks.
Noise & Vibration
Low. Minimal vibration and significantly lower noise levels.
Extremely high. Poses risks to operators and nearby structures.
Safety
High. No sparks (cold cut), minimal dust with wet cutting. According to the OSHA respirable silica fact sheet, wet methods are key to safety.
Low. High risk of fly-rock (blasting) and hazardous dust.
Flexibility
Virtually unlimited cutting depth and ability to make non-linear cuts.
Limited by blade diameter or blast pattern.
Deconstructing the Wire: Core Components Explained
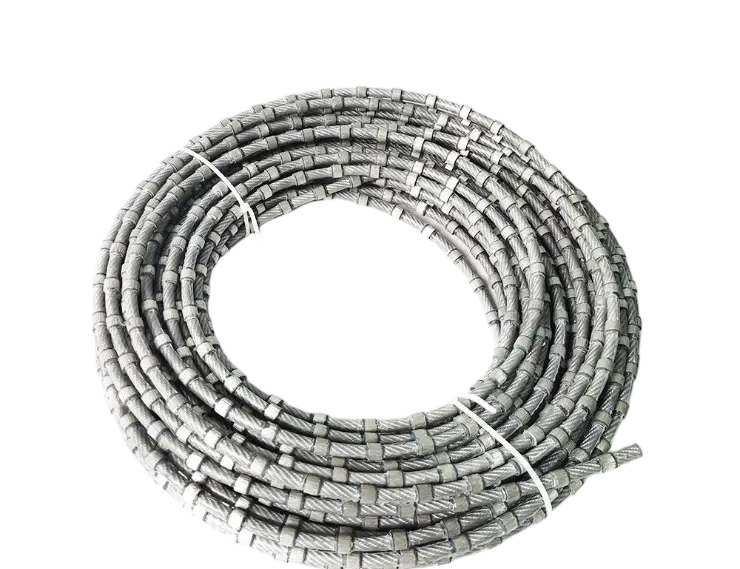
Diamond Beads: The Core of the Cutting Action
The "teeth" of the saw. Their composition is critical.
Sintered Diamond Wire: Diamonds are mixed with a metal powder matrix and fused under high pressure/temperature. Best for durability on abrasive materials like granite.
Brazed Diamond Wire: A single layer of diamonds is bonded to the bead surface. Offers aggressive, fast cutting, ideal for concrete with rebar and steel.
Electroplated Diamond Wire: Diamonds are fixed with a layer of nickel. Best for precision on softer, valuable materials like marble and for creating complex shapes with a CNC diamond wire saw.
Steel Wire Core
The backbone of the wire, this high-tensile steel cable (typically 4.8-5.2 mm diameter) must withstand immense pulling forces without stretching or snapping.
Connection Types
The material injected between the beads protects the steel core.
Rubber/Plastic: Provides excellent flexibility and water resistance, protecting the core from slurry abrasion. Standard for concrete, demolition, and general use.
Springs: Offer high mechanical resistance between beads. Preferred for high-tension quarrying applications where the wire is under extreme stress.
The Machine System (Drive, Tension, and Pulleys)
The wire is part of a larger system. The drive unit (hydraulic or electric) powers the flywheel, the tension system maintains constant force for a straight cut, and pulleys guide the wire around the object. Modern systems often include PLC controls for automated cutting parameters.
Common Wire Failures (Wire Splicing & Breakage)
Wire Breakage: Often caused by excessive tension, sudden snags, or improper splicing. Mitigation: Use a calibrated tensioner, clear the cutting path, and follow proper splicing techniques as shown in our splicing tutorial video.
Uneven Bead Wear: Caused by inconsistent material hardness or insufficient wire rotation. Mitigation: Rotate the wire periodically and ensure coolant flow is even across the entire cutting surface.
Bead Loss: Can occur if the wire hits a sharp obstacle or if the bead bonding fails. Mitigation: Use high-quality wire and pre-scan the cutting area for obstructions.
Starting Guide for Cutting Parameters (Wire Speed & Feed)
These are general starting points. Always consult the machine and wire manufacturer's specifications for optimal performance.
Condition
Wire Speed
Feed Rate
Hard Granite (Quarrying)
22-28 m/s
Adjust per material hardness
Reinforced Concrete w/ Rebar
20-25 m/s
Adjust per rebar density
Soft Marble (Slab Cutting)
28-35 m/s
Adjust per desired finish
Frequently Asked Questions (FAQs)
What’s the difference between sintered, brazed, and electroplated diamond wire?
In one sentence: Sintered is for durability, brazed is for aggressive speed, and electroplated is for precision.
Context:Sintered beads have diamonds mixed throughout the matrix, offering a long life for abrasive stone. Brazed beads have a single exposed layer for fast cuts in concrete and metal. Electroplated is for fine finishes. The choice balances speed vs. tool life.
In one sentence: Springs offer rigid protection for high-tension quarrying, while rubber provides flexibility for general use like concrete cutting.
Context:Springs provide mechanical protection for the steel core under the extreme pulling forces of quarrying. Rubber is better for concrete and demolition because it's flexible and protects the core from alkaline slurry.
Next Step:Match the connection type to your job by checking our compatibility matrix.
How important is the coolant?
In one sentence: It is critical, as it prevents the wire from overheating and flushes debris from the cut.
Context:Coolant (usually water) stops the diamond beads from degrading due to heat. It also clears the slurry from the kerf, ensuring a smooth process. Insufficient cooling is a primary cause of wire failure.
In one sentence: It is not recommended, as each wire is specifically designed for different material properties (abrasion vs. impact).
Context:Granite wires (sintered) are built for abrasion resistance, while concrete wires (brazed) must handle cutting steel rebar. Using the wrong one leads to poor performance and potential tool damage.
In one sentence: Proper tension keeps the wire straight for a precise cut and prevents breakage.
Context:Too little tension causes the wire to bow, creating an uneven cut. Too much tension stresses the wire core and motor, increasing the risk of snapping. It's a balance between rigidity and flexibility.
Next Step:Always use a calibrated gauge as outlined in the Tool Care Checklist.
How does a diamond wire achieve a better finish than a blade saw?
In one sentence: It achieves a better finish by grinding the material with low vibration, rather than chipping it with high impact.
Context:A wire saw has a smaller contact area and its abrasive action is more like grinding. This results in a smoother, less-chipped surface that requires less subsequent polishing, which is vital for high-value stone.





 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Oct 24, 20255 MIN READ
Oct 24, 20255 MIN READ
 Why Abrasion Beats Blade Saws: Kerf Loss, Dust & More
Why Abrasion Beats Blade Saws: Kerf Loss, Dust & More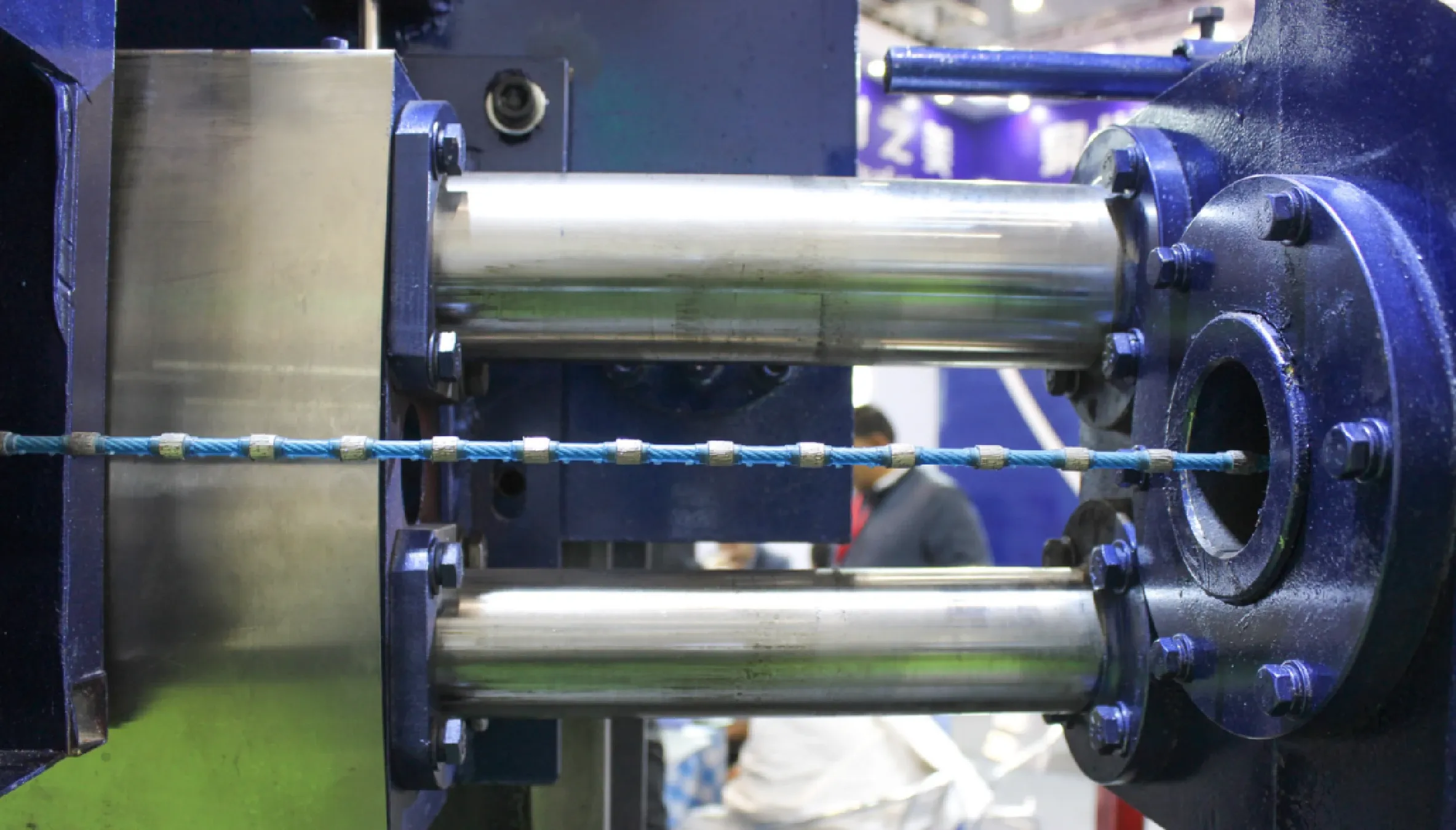

 English
English
