




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



السيدة ليزي
مرحبًا، أنا ليزي من DINOSAW (لست روبوتًا). أي آلة (موديل) ترغب بها؟ يرجى التواصل معنا عبر WhatsApp الآن
ساعات العمل:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 9, 202490 دقيقة قراءة
Nov 9, 202490 دقيقة قراءة Nov 9, 202490 دقيقة قراءة
Nov 9, 202490 دقيقة قراءةيوفر دليل مستخدم آلة منشار سلكي ألماسي CNC تعليمات مهمة للتشغيل الآمن، الصيانة، والمواصفات الفنية. يرجى اتباع هذه الإرشادات لضمان استخدام فعال وآمن للآلة. للحصول على الدعم الفني أو احتياجات الخدمة، يرجى التواصل معنا في شركة DINOSAW.
شكرًا لشرائك آلة منشار سلكي DINOSAW CNC. قبل استخدام الآلة، يرجى قراءة هذا الدليل لضمان التشغيل الآمن والسليم.
يغطي هذا الدليل كل ما تحتاج معرفته لإعداد وتشغيل ونقل الآلة بأمان. يتضمن تفاصيل حول الإنتاج والمعالجة وتكوين الآلة.
كما يحتوي على ملفات التشغيل، تعليمات أجهزة التحكم، وقائمة البيانات الفنية. تحقق من هذه القائمة لأي ملفات بيانات إضافية.
اتبع التعليمات بعناية لتجنب الحوادث وكن حذرًا في بيئة التشغيل لتفادي المخاطر.
إذا كنت بحاجة إلى دعم فني، يرجى التواصل معنا.
حقوق النشر والملفات ذات الصلة مملوكة لشركة DINOSAW Machinery Technology Co., Ltd. يجب الحصول على إذن من شركتنا لأي تغييرات أو نسخ أو تصوير لهذا الدليل. نحتفظ بحق تحديث الوثائق الفنية وتصحيح أي أخطاء.
يرجى ملاحظة أنه بسبب التحديثات التقنية، قد توجد بعض الفروقات الطفيفة بين هذا الدليل والآلة الفعلية. إذا لم تؤثر هذه الفروقات على الأداء، يمكنك الاستمرار في استخدام هذا الدليل وسنقوم بتحديثه عند الحاجة.
قبل استخدام نظام التحكم هذا، يرجى قراءة دليل آلة منشار سلكي CNC بعناية قبل تنفيذ العمليات ذات الصلة.
اقرأ بعناية متطلبات تشغيل النظام ومتطلبات سلامة المستخدم، واتخذ الاحتياطات اللازمة. إذا كان لدى المستخدم احتياجات أخرى، يرجى التواصل معنا.
هناك خطر محتمل عند تشغيل وصيانة المعدات الأوتوماتيكية، يجب على المستخدم العمل بحذر لتجنب الإصابة الشخصية. حاول البقاء على مسافة آمنة من المعدات العاملة، واستخدم لوحة المفاتيح أو صندوق التحكم اليدوي لتشغيل المعدات.
كن حذرًا من الصدمات الكهربائية وقم بتركيب المعدات بأمان وفقًا لإجراءات ومواصفات التركيب. لا تلمس الكابلات أو الأسلاك عندما يكون مفتاح الكهرباء مفتوحًا. فقط الفني يمكنه فتح المعدات. يجب على المستخدم إغلاق مفتاح الطاقة فور حدوث مشكلة، وإلا قد يؤدي ذلك إلى إصابة شخصية أو تلف المعدات.
يرجى التحقق من أن جهد مصدر الطاقة صحيح (AC220V ± 15%).
عند تجاوز نطاق جهد مصدر الطاقة، يجب إضافة مصدر طاقة متزن لضمان التشغيل الطبيعي لنظام التحكم دون تلف.
في المناطق التي لا يكون فيها مصدر الطاقة موحدًا (مثل مشاركة خط الأرض أو عدم وجود خط صفر)، يجب استخدام محول عزل لتحويل التيار المتردد ثلاثي أو ثنائي الطور AC380V إلى ثنائي الطور AC220V، لضمان التشغيل الطبيعي لنظام التحكم، وتحسين موثوقية النظام، وضمان سلامة المشغل.
في بيئات العمل التي لا تحتوي على مانعات صواعق، يجب تركيب أجهزة حماية من الصواعق لضمان سلامة النظام.
درجة حرارة بيئة العمل لنظام التحكم هي 0-50℃. عندما تكون درجة الحرارة أعلى من 50℃، قد يعمل النظام بشكل غير طبيعي أو يتوقف. عندما تكون درجة الحرارة منخفضة جدًا (تحت الصفر)، سيعرض شاشة LCD بشكل غير طبيعي.
يجب التحكم في الرطوبة النسبية بين 0-85%.
عند العمل في بيئات ذات حرارة عالية، رطوبة عالية، وغازات تآكلية، يجب اتخاذ تدابير حماية خاصة.
يجب منع دخول الغبار، غبار المعادن، وغيرها من الشوائب إلى نظام التحكم.
لا يمكن استخدام مدخل/مخرج طاقة النظام 24V كمصدر طاقة لجهاز آخر. عند عدم توصيل هذه الطاقة وتفعيل التوقف الطارئ والحدود، سيدخل النظام في حالة التوقف الطارئ والحدود.
يجب استخدام أسلاك محمية جيدة عند توصيل النظام بمحرك القيادة.
يُمنع منعًا باتًا توصيل أو فصل أي قابس أثناء تشغيل الطاقة.
يجب توصيل خطوط مدخل/مخرج النظام بشكل موثوق.
يجب توصيل جميع أجزاء نظام التحكم بالأرض بشكل جيد لضمان التشغيل الطبيعي للنظام، وتحسين موثوقية النظام، وضمان سلامة المشغل.
يجب أن يكون سلك الأرض أكبر من 4 ملم مربع، ويجب تقصير المسافة من نقطة الأرض قدر الإمكان.
يجب فصل أرض 24V DC (النهاية السالبة) عن الأرض.
حافظ على نظام التحكم معزولًا عن البيئة الخارجية لمنع دخول الغبار، غبار المعادن، وغيرها من الشوائب التي قد تسبب خللًا في النظام، تلف المكونات، وتقليل عمر النظام.
يجب حماية شاشة LCD (هشة) لنظام التحكم: أبعدها عن الأشياء الحادة، امنع اصطدام الأشياء بها، لا تستخدم أصابعك للإشارة أو الرسم أو النقر على الشاشة؛ عند الحاجة لتنظيف الشاشة من الغبار، امسحها بلطف بورق أو قطن ناعم.
يمكن للنظام استخدام قرص U، لكن قرص U ليس ضمن التكوين القياسي ويجب على المستخدم توفيره.
جميع كابلات وأسلاك التوصيل للنظام غير مشمولة في التكوين القياسي، ويجب على المستخدم توضيح ذلك مسبقًا عند الحاجة.
يتم توفير "دليل مختصر للاستخدام" واحد فقط مجانًا مع المنتج.
لا يشمل الضمان أي ضرر للنظام بسبب عدم الالتزام بتعليمات السلامة.
النظام هو جوهر نظام التحكم الرقمي، ويجب تشغيله وفقًا لمتطلبات تشغيل النظام.
عند تشغيل طاقة النظام، يبدأ النظام تلقائيًا في شاشة بدء تشغيل برنامج نظام التحكم. ثم افتح مفتاح الطاقة.
لا تفتح أو تغلق طاقة النظام بشكل متكرر، وإلا قد يتسبب ذلك في تلف نظام التحكم أو مزود الطاقة.
بعد الانتهاء من التشغيل، عند الحاجة لإيقاف نظام التحكم، يجب أولاً إيقاف طاقة المحرك، ثم إيقاف طاقة نظام التحكم لتجنب خلل المحرك الناتج عن التداخل.
بعد بدء النظام، ادخل إلى برنامج التحكم للتأكد من صحة جميع معلمات النظام قبل تشغيل الوظائف المختلفة.
أثناء التشغيل التلقائي للنظام، حاول عدم استخدام مفاتيح خارجية على لوحة النظام، وإلا قد تحدث أخطاء غير متوقعة في النظام.
يجب تدريب المشغلين تدريبًا صارمًا قبل التشغيل. يحتاج النظام إلى مشغل محترف. يُمنع منعًا باتًا على أي شخص آخر تشغيل النظام أو فتح خزائن الكهرباء وما إلى ذلك.
عند تشغيل النظام، يجب الضغط على زر التشغيل المناسب. عند الضغط على الزر، يجب استخدام إصبع السبابة أو الوسطى. لا تضغط على الزر بأظافرك، وإلا قد يتسبب ذلك في تلف غطاء المفتاح ويؤثر على الاستخدام.
للمرة الأولى، يجب على المشغل فهم التشغيل الصحيح للوظيفة المناسبة قبل تنفيذ العملية. يُمنع منعًا باتًا تشغيل أو تغيير المعلمات غير المألوفة.
للمشكلات أثناء التشغيل، تتوفر خدمة الاستشارة الهاتفية في أي وقت.
حافظ على نظام التحكم معزولًا عن البيئة الخارجية لمنع عمل النظام بشكل غير طبيعي، وتلف المكونات، وتقليل عمر النظام بسبب دخول الغبار، غبار المعادن، وغيرها من الشوائب.
يجب حماية شاشة LCD (هشة) لنظام التحكم: أبعدها عن الأشياء الحادة؛ امنع اصطدام الأشياء بها؛ لا تستخدم أصابعك للإشارة أو الرسم أو النقر على الشاشة؛ عند الحاجة لتنظيف الشاشة من الغبار، امسحها بلطف بورق أو قماش قطني ناعم.
عند حدوث خلل في النظام، يرجى قطع طاقة النظام أولاً عند الحاجة لإصلاح الأجهزة أو توصيل المقبس.
لا يمكن للأشخاص غير المدربين أو الجهات والأفراد غير المصرح لهم فتح نظام التحكم لإجراء عمليات الصيانة، وإلا سيتحملون العواقب على مسؤوليتهم الخاصة. عند حدوث عطل في النظام، يرجى التواصل مع شركتنا في الوقت المناسب.
فترة الضمان: اثنا عشر شهرًا من تاريخ الشحن.
نطاق الضمان: خلال فترة الضمان، أي عطل يحدث ضمن شروط التشغيل وفقًا لمتطلبات الاستخدام.
خلال فترة الضمان، يجب على العميل دفع جميع تكاليف إصلاح الأعطال خارج نطاق الضمان.
خارج فترة الضمان، يجب على العميل دفع جميع تكاليف الإصلاح.
الحالات التالية غير مشمولة بالضمان:
أي عطل بشري أو عرضي مخالف لمتطلبات الاستخدام؛
الضرر الناتج عن توصيل أو فصل النظام أثناء التشغيل؛
الضرر الناتج عن الكوارث الطبيعية أو العوامل القهرية؛
الضرر الناتج عن التفكيك أو التعديل أو الإصلاح غير المصرح به.
إذا كان هناك أي اختلاف بين هذا الدليل ووظائف النظام، فإن وظائف برنامج النظام هي المرجع.
تتغير أو تتحسن (تُرقى) وظائف نظام التحكم دون إشعار مسبق.
تم تصميم نظام التحكم هذا خصيصًا لقطع بروفايل الحجر بمنشار السلك. يمكنه تحقيق القطع ثنائي الأبعاد، مع تنسيق عجلة التوجيه تلقائيًا في نفس الوقت، أو الدوران بشكل منفصل. الهدف النهائي من التصميم هو سهولة الاستخدام وواجهة تفاعل إنسان-آلة أكثر إنسانية.
تم اعتماد لوحة لمس صناعية عالية الأداء، وحدة تحكم تداخل خاصة، معالجة مقاومة للتداخل، وظائف برمجية قوية، طريقة معالجة دقيقة، مما يسمح بتثبيت موقع نظام التحكم بدقة أعلى. يمكن التحكم في الوزن المكافئ حتى 1μ. السرعة القصوى تصل إلى 500 مم/دقيقة (تحت وزن مكافئ 1μ). المعالجة القابلة للتعديل للأعلى والأسفل تجعل تشغيل المعدات أكثر سلاسة واستقرارًا، وتعرض الموقع الديناميكي لمعدات القطع بدقة (بدقة حتى 1μ). وظيفة الرسومات الديناميكية تسمح بمراقبة مسار الرسومات لعملية القطع الكاملة.
المنشار السلكي مجهز بشاشة CLCD 1024*768، لوحة مفاتيح تعمل باللمس مغلقة بالكامل، محرك سيرفو تيار متردد لجهاز القيادة وواجهة تحكم كهربائية لأداة الآلة 24V. يتميز هذا النظام بوظائف قوية، موثوقية عالية، دقة عالية، ضوضاء منخفضة، سهولة التشغيل، حجم صغير، وخفة الوزن.
تعليمات نافذة نظام التحكم الرئيسية

شريط العنوان يتضمن اسم النظام، رقم الإصدار، ورسائل التحذير (عند وجود عدة إنذارات، سيتم عرض الإنذارات السابقة بالتسلسل، ولن يتم عرض الباقي إذا تجاوز النطاق).
شريط القائمة يتضمن أزرار التشغيل اليدوي، التلقائي، البرنامج، قفل الشاشة، الإعدادات، والمساعدة.
منطقة معلومات المعالجة تعرض معلومات معالجة قطعة العمل الحالية (سرعة المعالجة، السرعة الخطية، وقت المعالجة، الوقت المتبقي المقدر لهذا الجزء، والوقت المتبقي المقدر للمعالجة الكاملة).
منطقة التشغيل تتكون من منطقة تشغيل الآلة على اليسار ومنطقة تشغيل الأوامر على اليمين.

وظيفة "انقر لعرض الإنذارات الأخيرة": بعد بدء تشغيل نظام المنشار السلكي، سيتم تسجيل المشاكل غير الطبيعية أثناء هذا التشغيل ووقت المشكلة، لتسهيل حل مشاكل المعدات في أي وقت.
لوحة لمس صناعية بحجم 14 بوصة
وحدة تحكم حركة مخصصة (إخراج الإشارة: +5V TTL، إخراج تفاضلي)
واجهة مدخل/مخرج (32 مدخل عزل بصري، 9 مخرج عزل بصري)
واجهة قرص U
هيكل مغلق بالكامل
محرك خطوة محور X (تقسيم فرعي) أو محرك سيرفو
محرك خطوة محور Y (تقسيم) أو محرك سيرفو
محرك خطوة محور A (تقسيم فرعي) أو محرك سيرفو
محرك خطوة محور B (تقسيم) أو محرك سيرفو
محرك خطوة محور C (تقسيم) أو محرك سيرفو
أقل وحدة قابلة للبرمجة 0.001 مم
أقصى حجم برمجة ±99999.999 مم
أقصى نصف قطر قوس 400000.000 مم
حد سرعة الحركة السريعة للنقطة 9000 مم/دقيقة (عندما يكون نبض المعادل 0.001 مم)
حد السرعة القصوى للمعالجة 9000 مم/دقيقة (عندما يكون نبض المعادل 0.001 مم)
أقصى تردد إخراج نبض 150KHz
عدد محاور التحكم 5 محاور (X، Y، A، B، C)
عدد المحاور المرتبطة خط مستقيم من محورين إلى أربعة محاور، قوس (قوس مستوى XY)
ترس إلكتروني البسط: 1-65535، المقام: 1-65535
الوظائف الرئيسية للنظام معالجة البرنامج، معالجة المعلمات، إدارة البرنامج، يدوي، إعدادات، اختبار ذاتي، محاكاة، إلخ.
قائمة ونصائح صينية كاملة التبديل بين الصينية والإنجليزية
تحرير نص متعدد الأسطر على الشاشة الطول الأقصى القابل للتحرير 32K بايت
إدارة البرنامج قراءة البرنامج، حفظ البرنامج، برنامج جديد، حذف البرنامج، قراءة قرص U، كتابة قرص U، قراءة DXF، إلخ.
أقصى عدد من المقاطع لكل ملف 1000 سطر، الطول الأقصى 32K بايت.
أقصى سعة برنامج مستخدم 2M
الإعداد: يمكن إعداد معلمات التحكم المختلفة المتعلقة بالمعالجة والتشغيل.
من خلال الإعداد المعقول للمعلمات، يمكن تحسين تأثير المعالجة.
تحميل وتنزيل البرنامج: من خلال واجهة قرص U للنظام، يمكن تحميل البرنامج الحالي إلى قرص U للتخزين، ويمكن تنزيل برنامج المعالجة من قرص U ليصبح البرنامج الحالي.
معاينة البرنامج: يمكنك مشاهدة مخطط البرنامج في قائمة الملفات لتسهيل اختيار الملفات.
معالجة فريدة لمقاومة التداخل في الإدخال: يتم معالجة جميع نقاط الإدخال الـ32 بفلتر رقمي لجعل الإدخال مستقرًا وموثوقًا.
وظيفة إعداد منفذ الإدخال/الإخراج: يمكن تحديد أي منفذ إدخال/إخراج (لا يمكن إعداد أكثر من وظيفة واحدة لنفس منفذ الإخراج).
يدوي: وظائف التشغيل اليدوي: حركة نقطة يدوية، معالجة أمر سطر واحد، العودة للصفر، تعيين الإحداثيات، إلخ.
تحرير: تحرير البرنامج، قراءة، كتابة وحذف، قراءة وكتابة قرص U، ألواح قياسية، برنامج توليد رسومات DXF، إلخ.
تلقائي: رسومات، مقطع واحد، اختيار مقطع، نقطة توقف، تراجع، العودة لنقطة البداية، محاكاة، إلخ.
المعلمات: إعداد المعلمات المتعلقة بالمعالجة، اختبار ذاتي، إلخ.
يدوي: عرض دليل التعليمات المدمج في نظام التحكم.
عرض القائمة: العرض الرسومي الديناميكي يجعل التشغيل بديهيًا ومريحًا.
لغات متعددة: الصينية، الإنجليزية، الروسية، الإسبانية. (لغات أخرى متاحة حسب الطلب.)
برمجة ألواح قياسية متنوعة: تسهيل معالجة وبرمجة قطع العمل التقليدية.
إيقاف مؤقت للمعالجة: يمكن تحقيق وظائف التراجع والاستئناف بعد الإيقاف المؤقت.
عرض مسار معالجة الرسومات: عرض ديناميكي لمسار المركز أثناء المعالجة الحالية.
محاكاة رسومية: محاكاة ديناميكية، عرض رسومي سريع ودقيق لعملية المعالجة (بدون إخراج إشارة)
ترس إلكتروني: يمكن إعداد نسبة الترس الإلكتروني بحرية لتناسب الهياكل الميكانيكية المختلفة. ملاحظة: نسبة الترس الإلكتروني أفضل عندما يكون البسط ≤ المقام.
معالجة نقطة التوقف: إذا انقطعت الطاقة أثناء المعالجة، أو تم الخروج بعد تعليق المعالجة، يمكن متابعة المعالجة من نقطة المعالجة الأصلية.
النافذة الرئيسية: انقر على زر <يدوي> للدخول إلى شاشة التشغيل اليدوي (الصفحة الرئيسية الافتراضية).
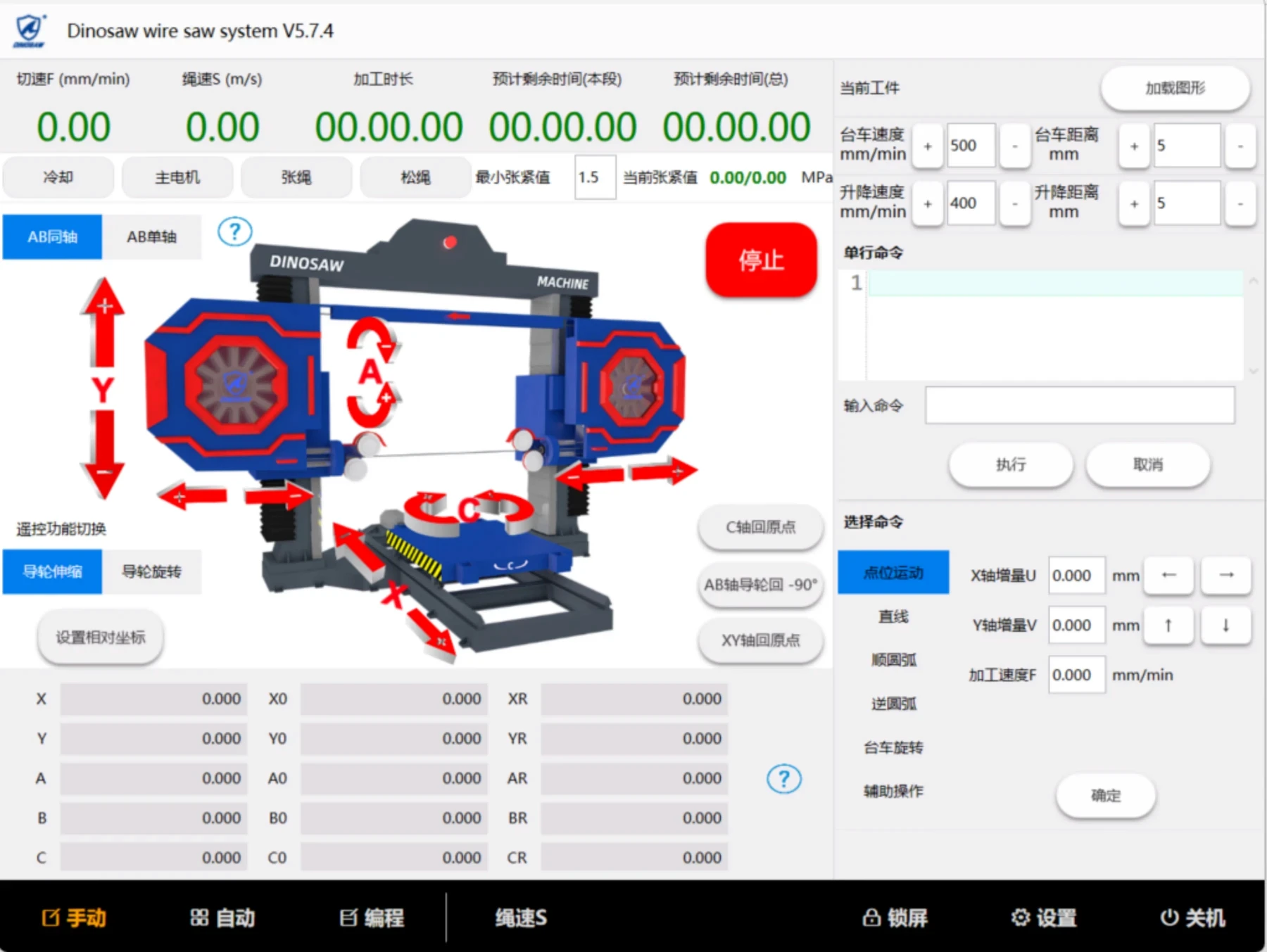

التبريد: التحكم في تشغيل وإيقاف مياه التبريد (عند التشغيل، يكون الوضع أخضر)
المحرك الرئيسي: التحكم في بدء وإيقاف المحرك الرئيسي (أثناء التشغيل، يكون الوضع أخضر)
شد الحبل: شد منشار السلك
إرخاء الحبل: إرخاء منشار السلك
قيمة الشد: تعيين الحد الأدنى لضغط منشار السلك أثناء الحفاظ التلقائي على الضغط
إعداد المعلمات
تعيين سرعة حركة العربة (محور X)، منصة الرفع (محور Y) ومسافة الحركة (مم) لكل نقرة
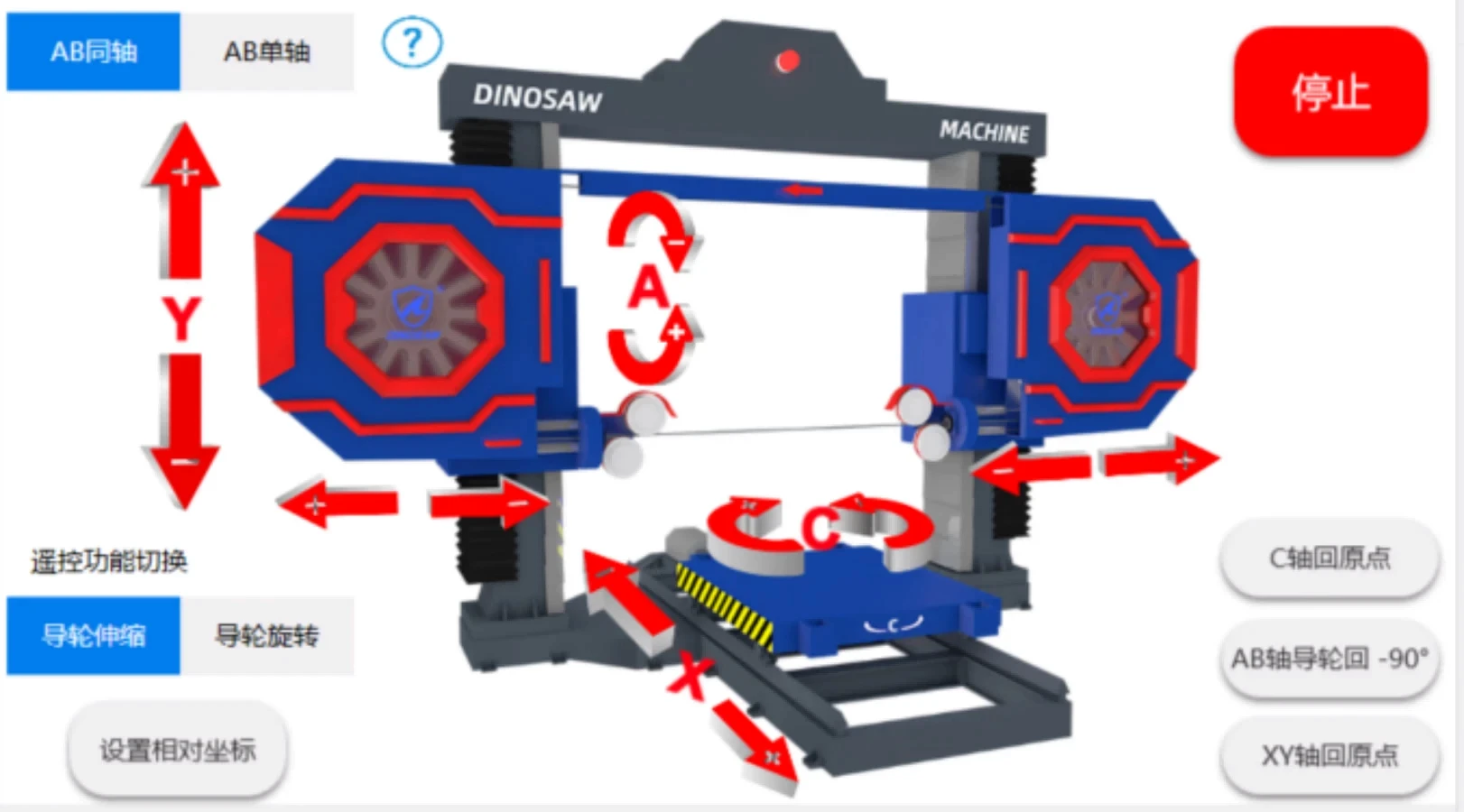
انقر على زر كل محور (X,Y,A,C,Z1,Z2)، يمكنك تحريك كل محور في الاتجاه الموجب أو السالب. طالما أنك تضغط على المفتاح، ستستمر المعدات في الحركة. عند تحرير هذه المفاتيح، ستتباطأ المعدات وتتوقف بسلاسة.
وصف المفاتيح:
X +، X-: تحريك محور X في الاتجاهين الموجب والسالب.
Y +، Y-: تحريك محور Y في الاتجاهين الموجب والسالب.
A +، A-: تحريك محوري AB معًا، أو تحريك محور A فقط في الاتجاهين الموجب والسالب، حسب حالة AB المحورية / محور A الفردي.
C +، C-: تدوير محور C باتجاه عقارب الساعة وعكسها.
Z1 +، Z1-: تمديد قضيب التوجيه الأيسر إلى اليسار واليمين.
Z2 +، Z2-: تمديد قضيب التوجيه الأيمن إلى اليمين واليسار.
AB محوري / محور A فردي: تبديل حالة حركة محور AB. عند تشغيل محور A بشكل محوري، يتحرك المحوران معًا. عند تشغيل محور A بشكل فردي، يتحرك محور A فقط.
عودة محور C إلى الأصل: تدوير محور C إلى الأصل المحدد
عودة محاور XYAB إلى الأصل: تحريك محاور XYAB إلى الأصل المحدد
إيقاف: إيقاف حركة كل محور فورًا
تعيين الإحداثيات النسبية: تعيين موضع رأس الأداة الحالي إلى الموضع النسبي المناسب.
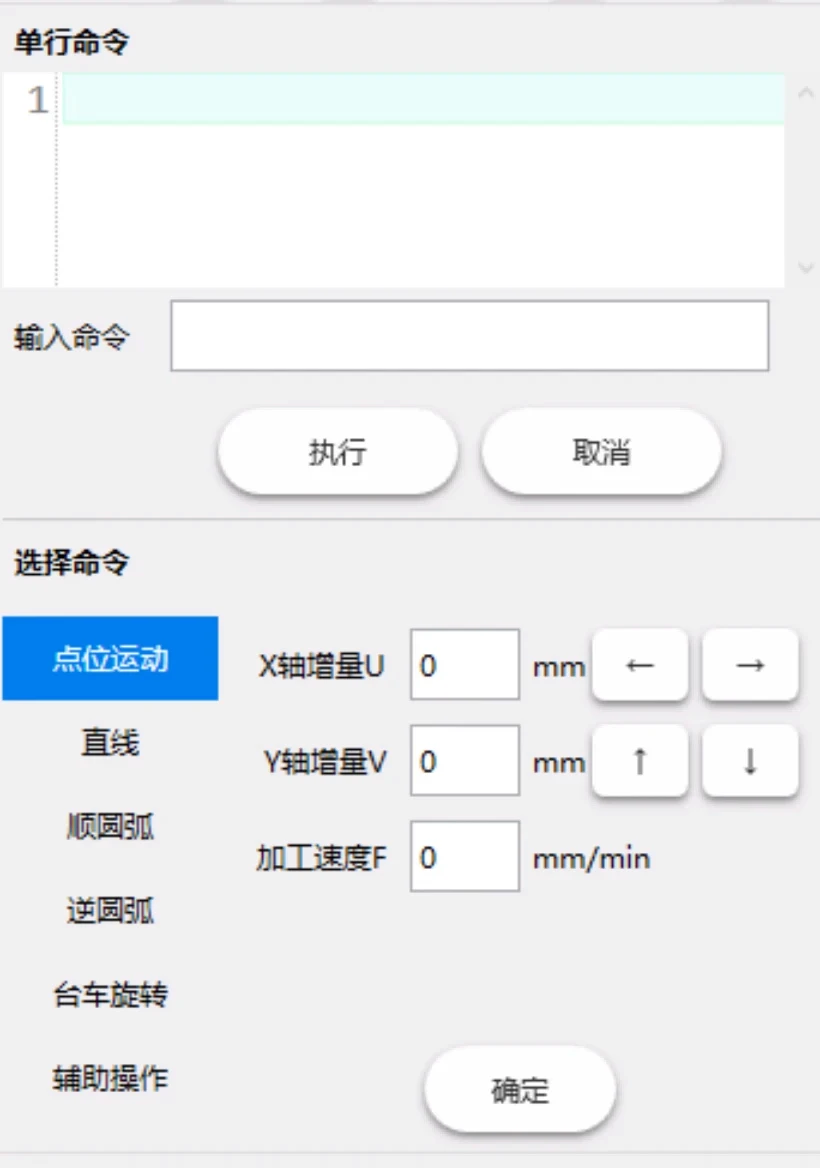
يتم إدخال أمر مقطع واحد للتحكم في حركة الآلة. عند عدم اكتمال التنفيذ، يمكن إدخال مقطع البرنامج التالي، ولكن لا يمكن تنفيذه. يجب التنفيذ بعد اكتمال المقطع السابق. يمكن الإلغاء أثناء التنفيذ.
أمر الاختيار: إنشاء أوامر بسرعة للتحكم في الآلة، بما في ذلك حركة النقطة، الخط المستقيم، القوس باتجاه عقارب الساعة، القوس عكس عقارب الساعة، تدوير العربة، والعمليات المساعدة. أدخل المعلمات المناسبة وانقر موافق لإنشاء الأمر المناسب.
انقر على زر إعداد الإحداثيات لإظهار واجهة إعداد الإحداثيات.
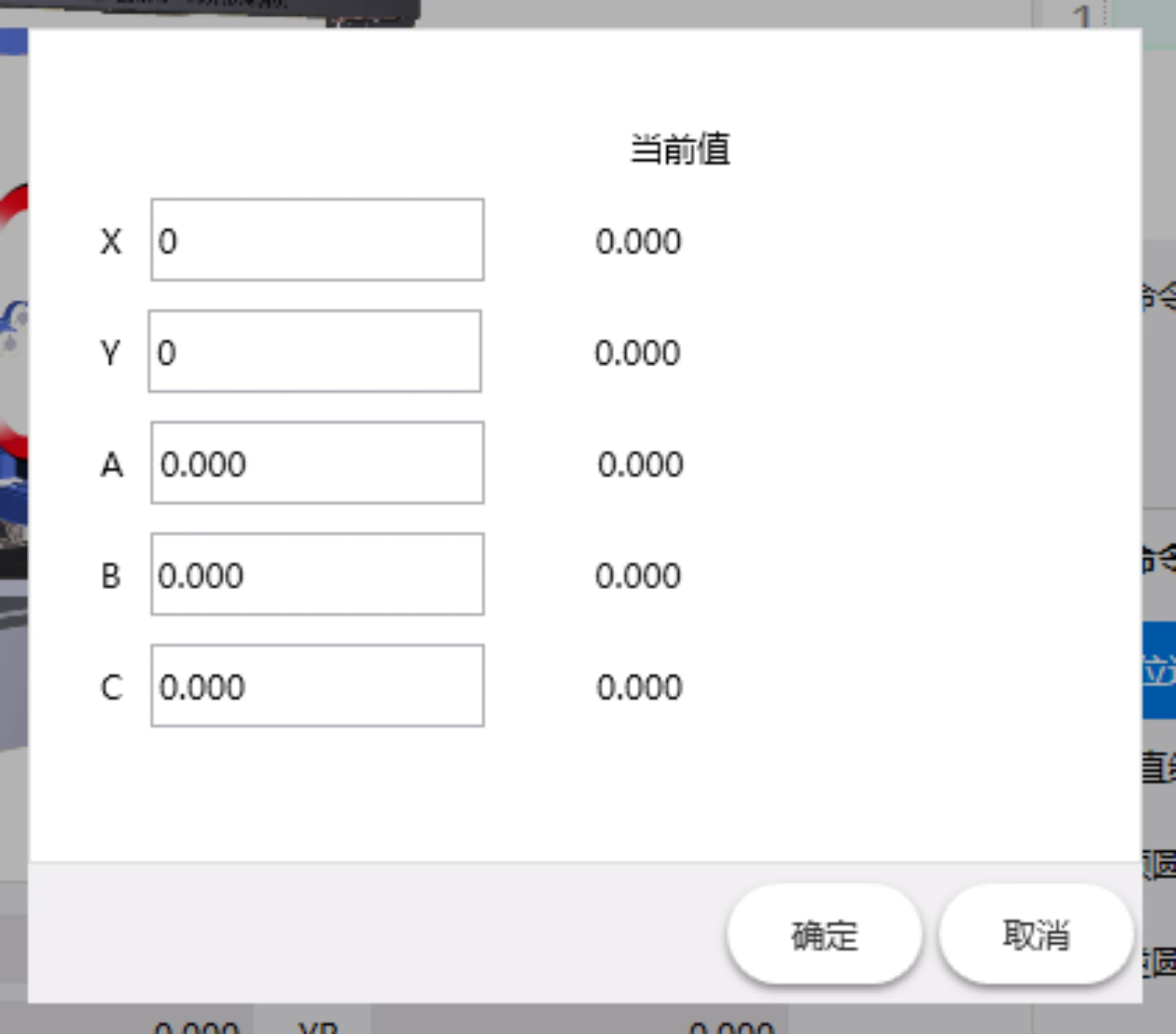
أدخل قيم الإحداثيات الحالية لكل محور وانقر تأكيد.
وصف الأزرار
X +، X-، Y +، Y-، A +، A-، C +، C- يمكن التحكم بها من خلال نقاط الإدخال. هذه الوظيفة فعالة فقط في الوضع اليدوي. أثناء التشغيل، يمكن الضغط على اتجاه واحد أو اتجاهين أو ثلاثة اتجاهات في نفس الوقت، لكن لا يمكن الضغط على الاتجاهين الموجب والسالب لنفس محور الحركة في نفس الوقت.
يتم التحكم اليدوي لصندوق التحكم اليدوي الخارجي حسب حالة النظام AB المحوري / محور A الفردي.
تم تركيب مفاتيح الحد في النظام حاليًا. عندما تتحرك محاور X، Y، Z1، وZ2 إلى نقطة الحد، تتوقف عن الحركة. في هذه الحالة، يمكنك التحرك للخلف لمغادرة نقطة الحد. محور الزاوية لعجلة التوجيه (محور A، محور B) ودوران العربة (محور C) يتم التحكم فيهما بشكل غير محدود بسبب محور الدوران. يجب الانتباه بشكل خاص أثناء التشغيل.
النافذة الرئيسية: انقر على زر <تلقائي> للدخول إلى شاشة التشغيل التلقائي.
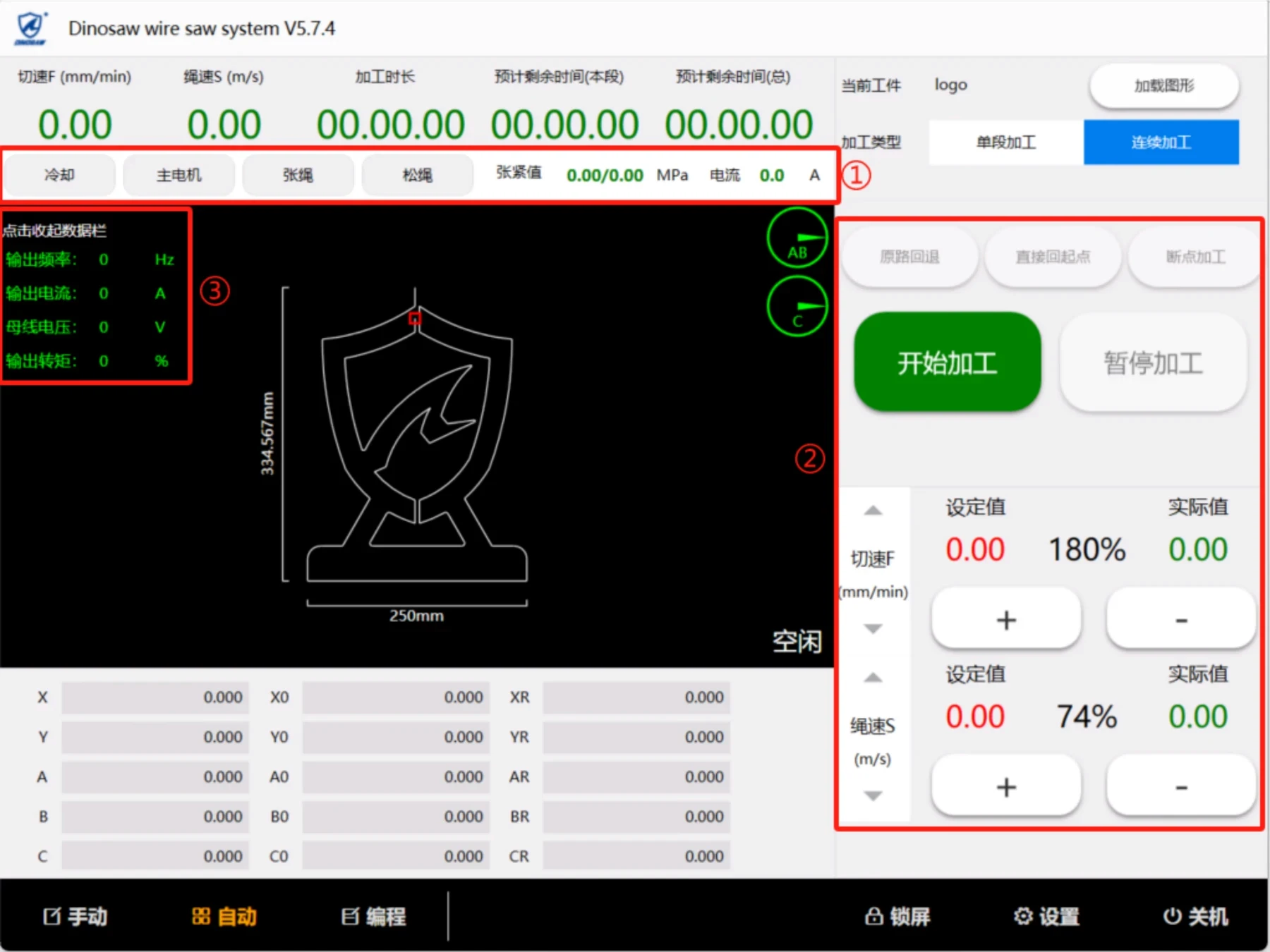
أثناء معالجة التحكم التلقائي، يمكن معاينة الرسومات وعرضها ديناميكيًا.
① منطقة حركة المغزل: تشمل التبريد المائي (صمام الملف اللولبي الخارجي للتحكم في صمام الماء)، بدء وإيقاف المحرك الرئيسي، التحكم في شد الحبل وإرخاء الحبل. في نفس الوقت، يتم عرض قيمة الشد اللحظية لمحطة الهيدروليك وتيار المحرك الرئيسي.
② منطقة تشغيل الوظائف التلقائية: تشمل ضبط سرعة القطع التجريبية، سرعة الحبل، بدء وإيقاف المعالجة، التراجع عن المسار الأصلي، إلخ.
③ شريط حالة المغزل: يمكن مراقبة تردد الإخراج، تيار الإخراج، جهد الحافلة، عزم الإخراج، وغيرها من المعلمات الرئيسية للمحرك الرئيسي في الوقت الحقيقي، مما يسهل مراقبة أداء المحرك الفوري وحل مشاكل ما بعد البيع.
انقر على زر <تحميل الرسومات> لإظهار واجهة اختيار الرسومات
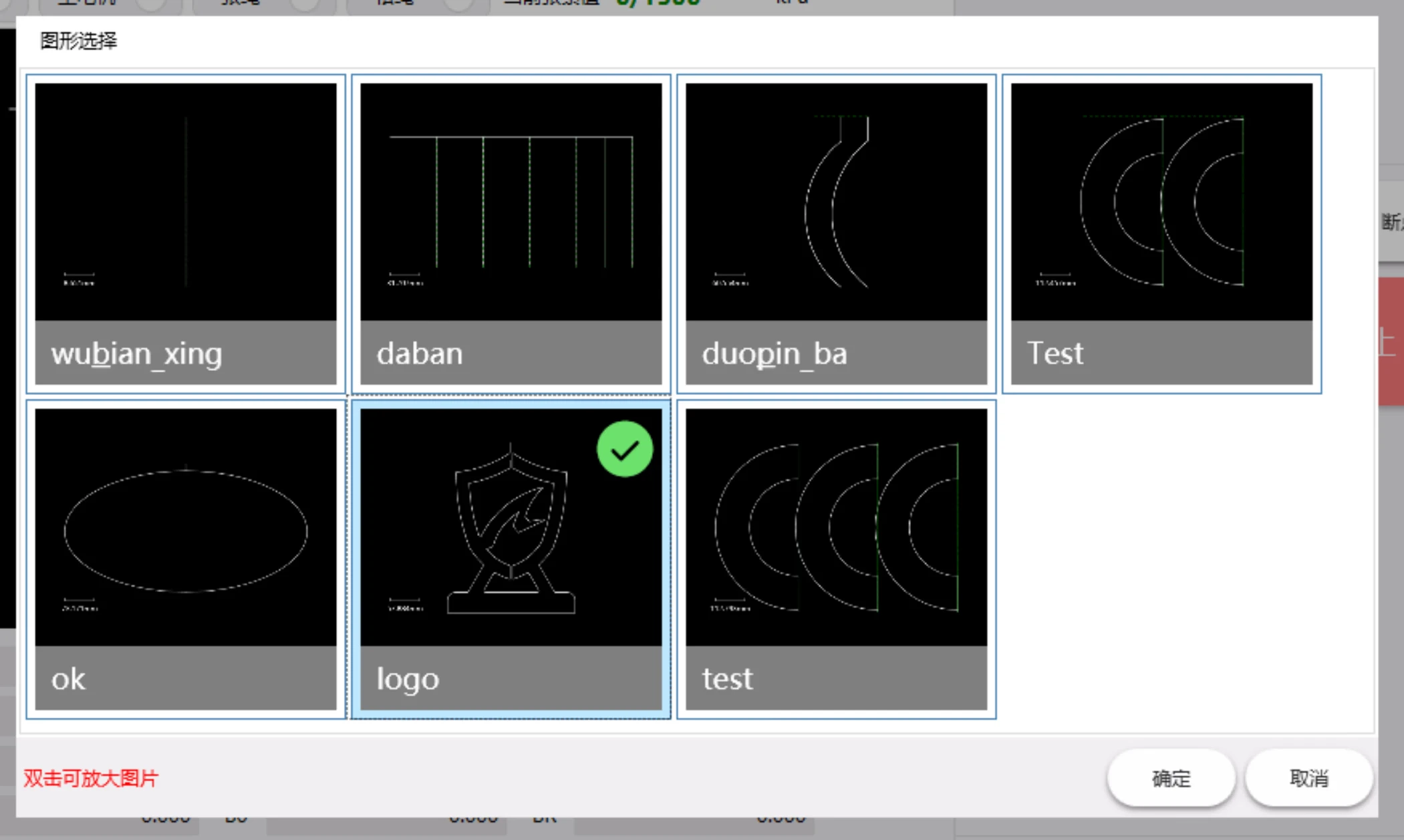
اختر الرسم، وانقر موافق لإكمال العملية.

التبريد: التحكم في تشغيل وإيقاف مياه التبريد
(عند التشغيل، يكون الوضع أخضر)
المحرك الرئيسي: التحكم في بدء وإيقاف المحرك الرئيسي (أثناء التشغيل، يكون الوضع أخضر)
شد الحبل: شد منشار السلك
إرخاء الحبل: إرخاء منشار السلك

التبديل بين معالجة مقطع واحد والمعالجة المستمرة.
في حالة معالجة مقطع واحد (يكون الزر أزرق)، بعد تنفيذ كل سطر برنامج، يدخل في حالة توقف المقطع، وينتظر حتى يتم الضغط على زر "بدء" للاستمرار.

بدء: بدء/استمرار المعالجة التلقائية.
إيقاف: إيقاف المعالجة التلقائية.
التراجع عن المسار الأصلي: بعد إيقاف المعالجة التلقائية مؤقتًا، إذا كنت بحاجة للتراجع، يمكنك الضغط على هذا الزر. بعد التراجع عن مقطع معالجة، يدخل النظام تلقائيًا في توقف المقطع. إذا كنت بحاجة للاستمرار في التراجع، اضغط على هذا الزر مرة أخرى.
العودة مباشرة إلى نقطة البداية: بعد اكتمال المعالجة، أو بعد الإيقاف المؤقت أو توقف المقطع، يمكن استخدام هذه الوظيفة لإعادة كل محور إلى نقطة بداية المعالجة بأقصر مسافة.
معالجة نقطة التوقف: إذا انقطعت الطاقة أثناء المعالجة، أو تم الخروج بعد تعليق المعالجة. إذا كنت بحاجة لمتابعة المعالجة من نقطة المعالجة الأصلية، اضغط على هذا الزر للدخول إلى وضع معالجة نقطة التوقف. اضغط مرة أخرى لإلغاء وضع معالجة نقطة التوقف.
بعد الدخول إلى الشاشة الرئيسية للمعالجة التلقائية، يمكنك التبديل إلى حالة عرض الرسومات وملاحظة ما إذا كانت الرسمة صحيحة وما إذا كانت الرسمة المراد معالجتها للتأكد من إجراء المعالجة.
إذا كان هناك رسالة خطأ في منطقة العرض المساعدة عند الدخول إلى الوضع التلقائي، يرجى الدخول إلى وظيفة "البرمجة" لتعديل نوع الخطأ وخط البرنامج الذي حدث فيه الخطأ، ثم الدخول إلى "التلقائي" للمعالجة.
إذا كانت الرسمة والتصميم غير صحيحين، يرجى الدخول إلى وظيفة "البرمجة" لتعديلها، ثم الدخول إلى "التلقائي" للمعالجة.
يجب أن يتطابق زاوية عجلة التوجيه المعروضة مع زاويتها الفعلية. هل زاوية عجلة التوجيهين طبيعية وصحيحة؟
F +: زيادة مضاعفة السرعة، تزداد بسرعة بعد الضغط لأكثر من نصف ثانية، حتى 200%
F-: تقليل مضاعفة السرعة، تنخفض بسرعة بعد الضغط لأكثر من نصف ثانية، الحد الأدنى 0%
S +: زيادة مضاعفة سرعة RPM، تزداد بسرعة بعد الضغط لأكثر من نصف ثانية، حتى 200%
S-: تقليل مضاعفة سرعة RPM، تنخفض بسرعة بعد الضغط لأكثر من نصف ثانية، الحد الأدنى 0%
ما إذا كانت معالجة مقطع واحد مطلوبة (تنفيذ التوقف بعد اكتمال معالجة كل مقطع برنامج، والانتظار للبدء.)
ما إذا كان يجب المعالجة من نقطة التوقف (لا يمكن استخدام هذه الوظيفة عند عدم وجود نقطة توقف صحيحة، أو تم تغيير البرنامج.)
عند الاستخدام لأول مرة، قم بإعداد معلمات المعالجة المناسبة في الإعدادات.
النافذة الرئيسية: انقر على <بدء> لبدء المعالجة التلقائية. أثناء المعالجة التلقائية، سيتم تعليقها عند مواجهة M00.

عند الحاجة لتغيير سرعة المعالجة، انقر على مفتاحي "+" و "-" لزيادة أو تقليل قيمة مضاعفة السرعة لتغيير سرعة المعالجة.
عند الحاجة لتغيير سرعة الحبل، انقر على مفتاحي "+" و "-" لزيادة أو تقليل قيمة مضاعفة السرعة لتغيير السرعة الخطية.
ملاحظة: نطاق الضبط هو ضعف القيمة القصوى المحددة.
أثناء المعالجة التلقائية، اضغط "إيقاف" لتقليل السرعة وإيقاف عملية المعالجة، وعرض الإيقاف المؤقت للدخول إلى حالة التوقف المؤقت.
في حالة التوقف المؤقت، يمكنك الضغط على "التراجع عن المسار الأصلي" للدخول إلى التراجع عن المعالجة. يمكنك الضغط على "بدء" للعودة إلى حالة المعالجة.
عرض الإحداثيات: X، Y، A، B، C هي إحداثيات مطلقة للآلة.
XO، YO، AO، BO، وC0 هي الإحداثيات المطلقة للبرنامج. (يمكن مسح الإحداثيات المطلقة للبرنامج فقط.)
XR وYR هي الإحداثيات المتبقية للمقطع الحالي، وكمية المعالجة المتبقية لهذا المقطع.
عرض البرنامج: المقطع الجاري تنفيذه، يظهر باللون الأخضر.
المقاطع المعلقة للتنفيذ لاحقًا، تظهر باللون الأبيض.
عرض السرعة: قيمة إعداد السرعة، مرتبطة بسرعة F في البرنامج.
معدل مضاعفة السرعة الحالي، مرتبط باستخدام F +، F-
السرعة الحالية مرتبطة بقيمة إعداد السرعة، معدل مضاعفة السرعة، وعملية زيادة أو تقليل السرعة.
عرض RPM: قيمة إعداد السرعة، مرتبطة بسرعة S في البرنامج
معدل مضاعفة RPM الحالي، مرتبط باستخدام S +، S-
RPM الحالي مرتبط بقيمة إعداد RPM، معدل مضاعفة السرعة، والحد الأقصى لـ RPM للمحرك.
وقت المعالجة: يُحسب من الضغط على "بدء" حتى اكتمال المعالجة.
تأخير المعالجة: العد التنازلي، بدقة حتى ثانية واحدة
حالة الإدخال/الإخراج: عرض حالة الإدخال/الإخراج الحالية
عرض الإنذار: معلومات الإنذار الحالية، يتغير العرض كل نصف ثانية
عرض الإيقاف المؤقت/توقف المقطع: يتم عرض "إيقاف" بعد الدخول في توقف المقطع، و"توقف مؤقت" بعد الدخول في حالة التوقف المؤقت. سيتم عرض هذه الحالة عند الخروج من الوضع التلقائي أيضًا.
النافذة الرئيسية: انقر على زر <برنامج> للدخول إلى شاشة تشغيل البرمجة
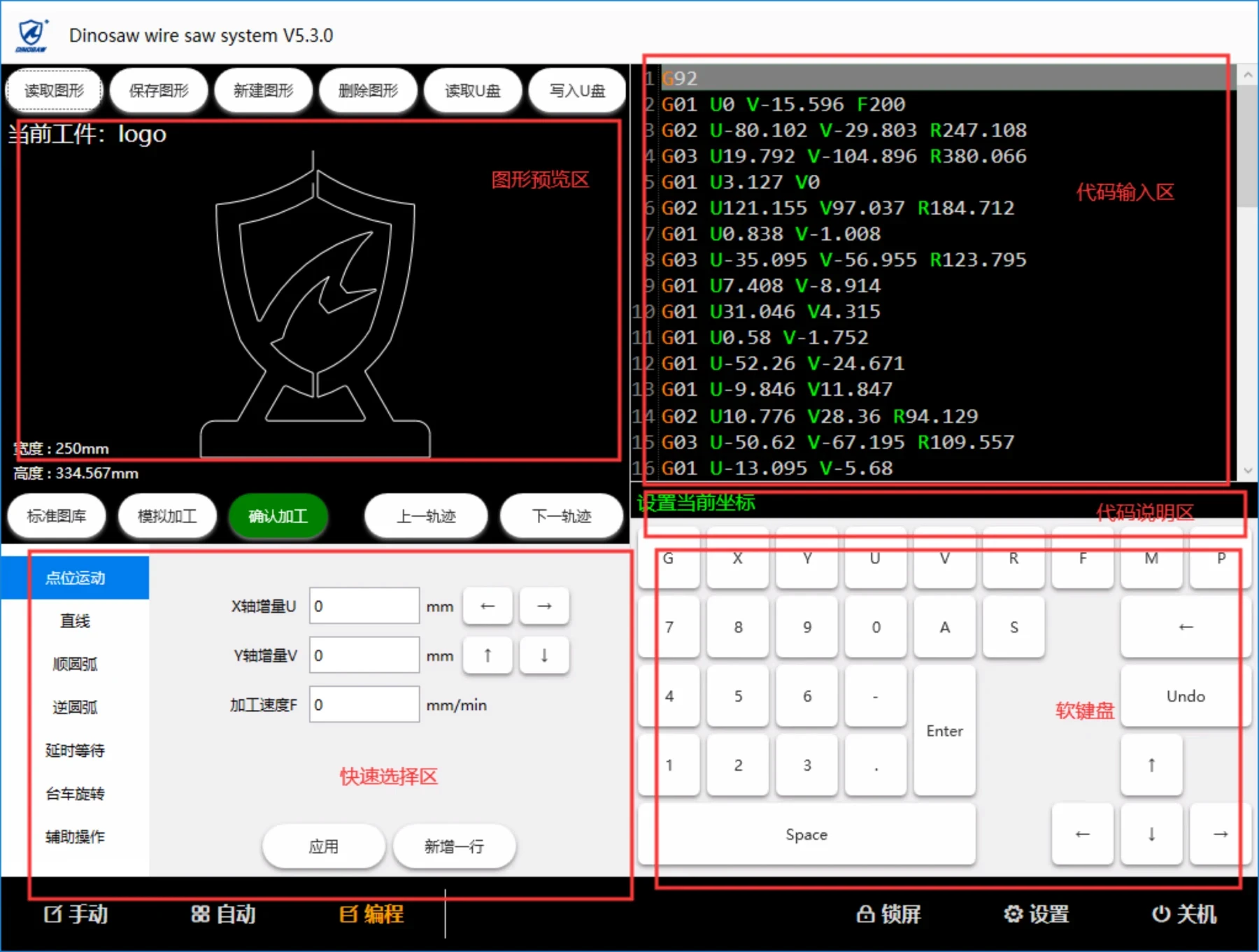
تُستخدم هذه النافذة لإدخال أو تحرير كود البرنامج. عند الدخول لهذه النافذة، يتم عرض البرنامج الرسومي الحالي. إذا كنت ترغب في حفظ التغييرات على القرص، يمكنك استخدام ميزة حفظ الرسومات.
قراءة الرسومات: اختيار رسم للقراءة من القائمة.
حفظ الرسومات: حفظ المحتوى الحالي باسم الملف الحالي (أو الحفظ إذا تم إعطاء اسم ملف جديد).
رسومات جديدة: مسح المحتوى الحالي وإنشاء رسومات جديدة.
حذف الرسومات: حذف الرسومات الحالية.
قراءة قرص U: اختيار قراءة ملف DXF أو TXT من قرص U إلى منطقة البرنامج الحالية.
كتابة قرص U: كتابة منطقة البرنامج الحالية إلى قرص U.
المسار السابق: تبديل المسار الحالي إلى المسار الأول
المسار التالي: تبديل المسار الحالي إلى المسار التالي
مفتاح رقمي 0-9، نقطة عشرية ". ", علامة سالبة "-", مسافة (فراغ)، إدخال (إدخال)، مفاتيح الحروف G U V R F M P A،
مفتاح تحريك المؤشر: أعلى "↑"، أسفل "↓"، يسار "←"، يمين "→"،
تراجع (Undo)،
مفتاح حذف (←-)،
يمكن لمفاتيح الأعلى والأسفل تحريك سطر المؤشر، الأعلى للأعلى حتى أول سطر تعليمات؛ المفتاح الأسفل للأسفل حتى آخر سطر تعليمات؛ مفاتيح اليسار واليمين تحرك عمود المؤشر، المفتاح الأيسر يتحرك للأمام حتى أول حرف في سطر التعليمات (أول حرف في الطرف الأيسر) ثم يستمر في التحرك يسارًا إلى نهاية سطر التعليمات السابق (آخر حرف في الطرف الأيمن)؛ المفتاح الأيمن يتحرك يمينًا حتى نهاية سطر التعليمات ثم يستمر إلى السطر التالي؛
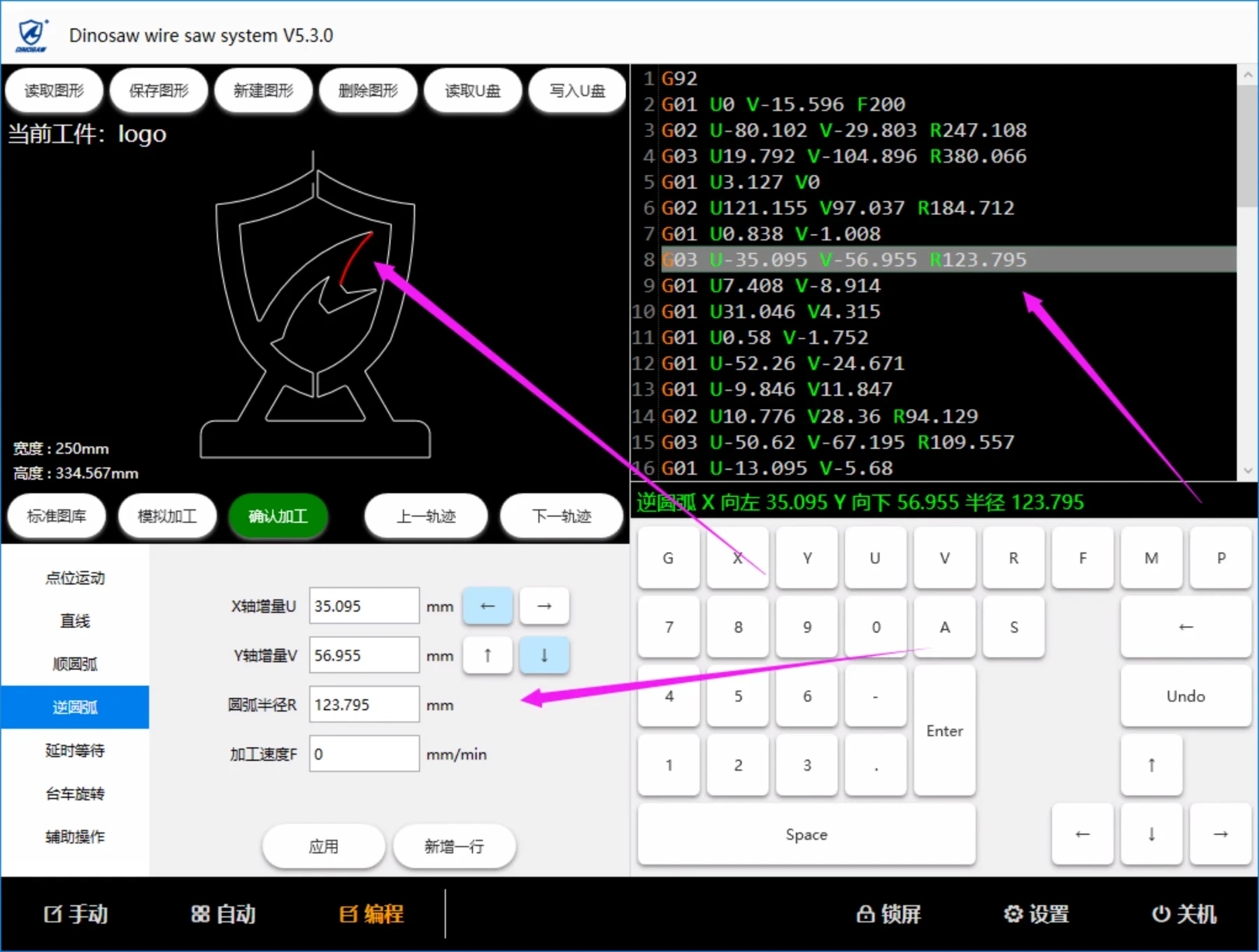
في منطقة معاينة الرسم، سيتم تمييز المقطع المناسب حسب تعليمات السطر الحالي، وسيتم ملء معلمات السطر الحالي تلقائيًا في منطقة الاختيار السريع في الأسفل، كما هو موضح في الشكل أدناه.
اضغط على مفتاح التراجع مرة واحدة للتراجع عن إجراء يسبق منطقة إدخال الكود.
حرك المؤشر إلى بداية السطر، اضغط "إدخال"
 العربية
العربية
احصل على حل سهل
الدردشة عبر الإنترنت
مرحبًا، أنا ليزي من DINOSAW (لست روبوتًا). أي آلة (موديل) ترغب بها؟ يرجى التواصل معنا عبر WhatsApp الآن
مرحبًا 👋 كيف يمكننا مساعدتك؟