




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский



Mme Lizzy
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Heures d'ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 9, 2024LECTURE DE 90 MIN
Nov 9, 2024LECTURE DE 90 MIN Nov 9, 2024LECTURE DE 90 MIN
Nov 9, 2024LECTURE DE 90 MINCe manuel d'utilisation du Châssis Monofil de profilage CNC fournit des instructions importantes pour une utilisation en toute sécurité, l'entretien et les spécifications techniques. Veuillez suivre ces directives pour garantir une utilisation efficace et sécurisée de la machine. Pour toute assistance technique ou besoin de service, veuillez nous contacter chez DINOSAW.
Merci d'avoir acheté le Châssis Monofil de profilage CNC DINOSAW. Avant d'utiliser la machine, veuillez lire ce guide afin d'assurer une utilisation sûre et correcte.
Ce manuel couvre tout ce que vous devez savoir pour une installation, une utilisation et un transport sécurisés de la machine. Il inclut des détails sur la production, le traitement et la configuration de la machine.
Il contient également des fichiers d'exploitation, des instructions pour les dispositifs de contrôle et une liste de données techniques. Consultez cette liste pour tout fichier de données supplémentaire.
Suivez attentivement les instructions pour éviter les accidents et soyez attentif à votre environnement d'exploitation afin de limiter les risques.
Si vous avez besoin d'une assistance technique, veuillez nous contacter.
Les droits d'auteur et les fichiers associés appartiennent à DINOSAW Machinery Technology Co., Ltd. Toute modification, photocopie ou reproduction de ce manuel doit être autorisée par notre société. Nous nous réservons le droit de mettre à jour les documents techniques et de corriger toute erreur.
Veuillez noter qu'en raison de mises à jour techniques, il peut y avoir de légères différences entre ce manuel et la machine réelle. Si celles-ci n'affectent pas les performances, vous pouvez toujours utiliser ce manuel, et nous le mettrons à jour si nécessaire.
Avant d'utiliser ce système de contrôle, veuillez lire attentivement ce manuel du Châssis Monofil de profilage CNC avant d'effectuer les opérations associées.
Lisez attentivement les exigences d'utilisation du système de la machine et de sécurité de l'utilisateur, et prenez les précautions nécessaires. Si l'utilisateur a d'autres besoins, veuillez nous contacter.
L'exploitation et la maintenance d'un équipement automatique présentent des risques potentiels ; l'utilisateur doit travailler avec précaution pour éviter toute blessure. Gardez une distance de sécurité avec l'équipement en fonctionnement, utilisez le clavier du panneau ou la boîte de commande manuelle pour piloter l'équipement.
Méfiez-vous des risques d'électrocution et effectuez l'installation de l'équipement conformément aux procédures et aux spécifications. Ne touchez pas les câbles ou fils lorsque l'interrupteur électrique est ouvert. Seul un technicien peut ouvrir l'équipement. L'utilisateur doit couper immédiatement l'alimentation en cas de problème, sinon cela peut entraîner des blessures ou des dommages à l'équipement.
Veuillez vérifier si la tension d'alimentation est correcte (AC220V ± 15%).
Lorsque la plage de tension d'alimentation est dépassée, il faut ajouter une alimentation stabilisée AC pour garantir le bon fonctionnement du système de contrôle sans dommage.
Pour les zones où l'alimentation n'est pas standardisée (comme le partage de la terre ou l'absence de neutre), il convient d'utiliser un transformateur d'isolement pour convertir le courant triphasé ou biphasé AC380V en biphasé AC220V, afin d'assurer le bon fonctionnement du système de contrôle, améliorer la fiabilité du système et garantir la sécurité de l'opérateur.
Pour les environnements de travail sans paratonnerre, des dispositifs de protection contre la foudre doivent être installés pour garantir la sécurité du système.
La température de l'environnement de travail pour le système de contrôle est de 0 à 50℃. Si la température dépasse 50℃, le système peut fonctionner de manière anormale ou même planter. Si la température est trop basse (sous zéro), l'écran LCD affichera de façon anormale.
L'humidité relative doit être contrôlée entre 0 et 85%.
En cas de travail dans des environnements à haute température, forte humidité et gaz corrosifs, des mesures de protection spéciales sont nécessaires.
Empêchez la poussière, la poussière métallique et autres débris de pénétrer dans le système de contrôle.
L'entrée/sortie du système en 24V ne doit pas être utilisée comme source d'alimentation pour d'autres appareils. Si cette alimentation n'est pas connectée et que l'arrêt d'urgence et la limitation sont activés, le système sera en état d'arrêt d'urgence et de limitation.
Le câblage entre le système et le pilote moteur doit utiliser un câble bien blindé.
Il est strictement interdit de brancher ou débrancher tout connecteur lorsque l'alimentation est sous tension.
Les lignes d'entrée/sortie du système doivent être connectées de manière fiable.
Toutes les parties du système de contrôle doivent être correctement reliées à la terre afin de garantir le bon fonctionnement du système, d'améliorer la fiabilité et d'assurer la sécurité de l'opérateur.
Le fil de terre doit avoir une section supérieure à 4 mm², et la distance au point de terre doit être la plus courte possible.
La terre du 24V DC (pôle négatif) doit être déconnectée de la terre générale.
Gardez le système de contrôle isolé de l'environnement extérieur pour éviter que la poussière, la poussière métallique et autres débris ne pénètrent dans le système, ce qui pourrait entraîner des dysfonctionnements, endommager les composants et réduire la durée de vie du système.
L'écran LCD (fragile) du système de contrôle doit être protégé : éloignez-le des objets pointus, évitez que des objets ne le percutent. Ne pointez pas, ne dessinez pas et ne tapez pas sur l'écran avec les doigts ; si l'écran est poussiéreux et doit être nettoyé, essuyez-le doucement avec un papier ou un coton doux.
Le système peut utiliser une clé USB, mais celle-ci n'est pas incluse dans la configuration standard et doit être fournie par l'utilisateur.
Les différents câbles et fils de connexion du système ne sont pas inclus dans la configuration standard, et les utilisateurs doivent les préciser à l'avance si nécessaire.
Un seul "Manuel d'utilisation concis" est fourni gratuitement avec le produit.
Les dommages au système dus au non-respect des instructions de sécurité ne sont pas couverts par la garantie.
Le système constitue le cœur du système de commande numérique, il doit être utilisé conformément aux exigences d'exploitation du système.
Lorsque l'alimentation du système est démarrée, le système démarre automatiquement sur l'écran d'accueil du logiciel de contrôle. Ensuite, ouvrez l'interrupteur d'alimentation.
Ne pas ouvrir ou fermer fréquemment l'alimentation du système, cela risquerait d'endommager le système de contrôle ou l'alimentation à découpage.
Après l'opération, lorsque le système de contrôle doit être éteint, il faut d'abord couper l'alimentation du pilote, puis celle du système de contrôle pour éviter tout dysfonctionnement du moteur dû à des interférences.
Après le démarrage du système, entrez dans le logiciel de contrôle pour vérifier que les différents paramètres du système sont corrects avant d'utiliser les différentes fonctions.
Lors de l'utilisation automatique du système, évitez d'utiliser des touches étrangères sur le panneau du système, sinon des erreurs imprévisibles peuvent survenir.
Les opérateurs doivent être formés rigoureusement avant l'utilisation. Le système nécessite un opérateur professionnel. Toute autre personne est strictement interdite de démarrer le système ou d'ouvrir les armoires électriques, etc.
Lors de l'utilisation du système, il faut appuyer sur le bouton correspondant. Il faut appuyer avec l'index ou le majeur. Ne pas appuyer avec les ongles, cela pourrait endommager la membrane du bouton et gêner l'utilisation.
Pour la première fois, l'opérateur doit comprendre le fonctionnement correct de la fonction correspondante avant de l'exécuter. Il est strictement interdit d'opérer ou de modifier des paramètres inconnus.
En cas de problème pendant l'utilisation, un service de consultation téléphonique est disponible à tout moment.
Gardez le système de contrôle isolé de l'environnement extérieur pour éviter tout dysfonctionnement, dommage aux composants et réduction de la durée de vie du système dus à la pénétration de poussière, poussière métallique et autres débris.
L'écran LCD (fragile) du système de contrôle doit être protégé : éloignez-le des objets pointus ; évitez que des objets ne le percutent ; ne pointez pas, ne dessinez pas et ne tapez pas sur l'écran avec les doigts ; si l'écran est poussiéreux et doit être nettoyé, essuyez-le doucement avec un papier ou un chiffon doux.
En cas d'anomalie du système, coupez d'abord l'alimentation avant de réparer le matériel ou les connexions concernées.
Les opérateurs non formés ou les unités et individus non autorisés ne peuvent pas ouvrir le système de contrôle pour des opérations de maintenance, sous peine d'en assumer les conséquences. En cas de panne, veuillez contacter notre société rapidement.
Période de garantie : douze mois à compter de la date d'expédition.
Champ d'application de la garantie : Pendant la période de garantie, toute panne survenant dans les conditions d'utilisation requises.
Pendant la période de garantie, tous les frais de réparation hors garantie sont à la charge du client.
Hors période de garantie, tous les frais de réparation sont à la charge du client.
Les conditions suivantes ne sont pas couvertes par la garantie :
Toute panne humaine ou accidentelle en violation des exigences d'utilisation ;
Dommages causés par le branchement ou le débranchement du système sous tension ;
Dommages causés par des catastrophes naturelles, des facteurs irrésistibles, etc. ;
Dommages causés par le démontage, la modification ou la réparation non autorisés.
En cas d'incohérence entre ce manuel et les fonctions du système, les fonctions du logiciel du système prévalent.
Les fonctions du système de contrôle peuvent être modifiées ou améliorées (mises à jour) sans préavis.
Ce système de contrôle est spécialement conçu pour la découpe de profils de pierre au fil diamanté. Il permet une découpe bidimensionnelle, avec une roue de guidage coordonnée automatiquement ou tournant séparément. L'objectif ultime de la conception est la facilité d'utilisation et une interface homme-machine plus intuitive.
Panneau tactile industriel haute performance, contrôleur d'interpolation spécial, traitement anti-interférences, fonctions logicielles puissantes, méthode de traitement précise, permettant une fixation de position du système de contrôle plus exacte. Le poids équivalent peut être contrôlé à 1μ. La vitesse maximale peut atteindre 500mm/m (sous 1μ de poids équivalent). Le réglage ajustable haut/bas rend le fonctionnement de l'équipement plus fluide et stable, et affiche précisément la position dynamique de l'équipement de découpe (précision à 1μ). La fonction graphique dynamique permet de visualiser la trajectoire graphique de l'ensemble du processus de découpe.
Le fil diamanté est équipé d'un écran CLCD 1024*768, d'un clavier tactile entièrement fermé, d'un moteur servo AC pour l'entraînement et d'une interface électrique de commande machine-outil 24V. Ce système se distingue par ses nombreuses fonctions, sa fiabilité, sa haute précision, son faible bruit, sa facilité d'utilisation, sa petite taille, sa légèreté, etc.
Instructions de la fenêtre principale du système de contrôle

La barre de titre inclut le nom du système, le numéro de version et les messages d'alerte (en cas de multiples alarmes, les plus anciennes s'affichent en séquence, les autres ne s'affichent pas si hors plage).
La barre de menu inclut les boutons manuel, automatique, programme, verrouillage d'écran, réglages et aide.
La zone d'information de traitement affiche les informations de traitement de la pièce en cours (vitesse de traitement, vitesse linéaire, temps de traitement, temps restant estimé pour ce segment et temps restant estimé pour l'ensemble du traitement).
La zone d'opération est composée de la zone d'opération machine à gauche et de la zone d'opération des ordres à droite.

Fonction "Cliquer pour voir les alarmes récentes" : Après le démarrage du système fil diamanté, il enregistre les problèmes anormaux survenus lors de cette opération et l'heure du problème, afin de faciliter le dépannage des anomalies à tout moment.
Panneau tactile industriel 14 pouces
Contrôleur de mouvement dédié (sortie signal : + 5V TTL, sortie différentielle)
Interface d'entrée/sortie (32 entrées opto-isolées, 9 sorties opto-isolées)
Interface clé USB
Boîtier entièrement fermé
Pilote pas à pas (subdivision) ou pilote moteur servo pour l'axe X
Pilote pas à pas (division) ou pilote moteur servo pour l'axe Y
Pilote pas à pas (subdivision) ou pilote moteur servo pour l'axe A
Pilote pas à pas (division) ou pilote moteur servo pour l'axe B
Pilote pas à pas (division) ou pilote moteur servo pour l'axe C
Unité programmable minimale 0,001mm
Taille maximale de programmation ±99999,999mm
Rayon d'arc maximal 400000,000mm
Limite de vitesse de déplacement rapide en point 9000mm/min (quand l'équivalent d'impulsion est 0,001mm)
Limite de vitesse maximale de traitement 9000mm/min (quand l'équivalent d'impulsion est 0,001mm)
Fréquence maximale de sortie d'impulsion 150KHz
Nombre d'axes de contrôle : 5 axes (X, Y, A, B, C)
Nombre d'axes liés : deux à quatre axes linéaires, arc (arc plan XY)
Engrenage électronique Numérateur : 1-65535, Dénominateur : 1-65535
Fonctions principales du système : traitement de programme, traitement de paramètres, gestion de programme, manuel, réglages, auto-test, simulation, etc.
Menu et conseils entièrement en chinois Bascule entre chinois et anglais
Édition de texte multiligne plein écran Longueur éditable maximale de 32K octets
Gestion de programme : lecture, sauvegarde, nouveau, suppression, lecture clé USB, écriture clé USB, lecture DXF, etc.
Nombre maximal de segments par fichier : 1000 lignes, longueur maximale 32K octets.
Capacité maximale de programme utilisateur : 2M
Réglage : Divers paramètres de contrôle liés au traitement et à l'exploitation peuvent être configurés.
Une configuration raisonnable des paramètres permet d'optimiser l'effet de traitement.
Téléchargement et upload de programme : via l'interface clé USB du système, le programme actuel peut être téléchargé sur la clé USB pour stockage, et le programme de traitement sur la clé USB peut être téléchargé comme programme actuel.
Aperçu du programme : vous pouvez observer le contour du programme dans la liste de fichiers pour faciliter la sélection.
Traitement anti-interférences unique à l'entrée : un filtrage numérique est appliqué aux 32 points d'entrée pour rendre l'entrée stable et fiable.
Fonction de configuration des ports d'entrée/sortie : tout port d'entrée/sortie peut être spécifié (le même port de sortie ne peut pas avoir plus d'une fonction).
Manuel : fonctions d'opération manuelle : déplacement manuel en point, traitement de commande ligne unique, retour à zéro, réglage des coordonnées, etc.
Édition : édition, lecture, écriture et suppression de programme, lecture et écriture clé USB, dalles standard, génération de programme graphique DXF, etc.
Automatique : graphiques, segment unique, sélection de segment, point de rupture, retour en arrière, retour au point de départ, simulation, etc.
Paramètres : configuration des paramètres liés au traitement, auto-test, etc.
Manuel : affiche ce manuel d'instructions intégré au système de contrôle.
Affichage du menu : affichage graphique dynamique rendant l'utilisation intuitive et pratique.
Multi-langues : chinois, anglais, russe, espagnol. (Autres langues disponibles sur demande.)
Programmation de diverses dalles standard : rend le traitement et la programmation de pièces conventionnelles plus pratique.
Pause du traitement : permet de revenir en arrière et de reprendre après la pause.
Affichage de la trajectoire graphique du traitement : affichage dynamique de la trajectoire centrale pendant le traitement en cours.
Simulation graphique : simulation dynamique, affichage graphique rapide et précis du processus de traitement (sans sortie de signal)
Engrenage électronique : le rapport d'engrenage électronique peut être configuré librement pour s'adapter à diverses structures mécaniques. Remarque : le rapport est meilleur si le numérateur ≤ dénominateur.
Traitement au point de rupture : en cas d'interruption de l'alimentation pendant le traitement, ou de sortie après suspension, le traitement peut reprendre au point d'origine.
Fenêtre principale : Cliquez sur le bouton <Manuel> pour accéder à l'écran d'opération manuelle (page principale par défaut).
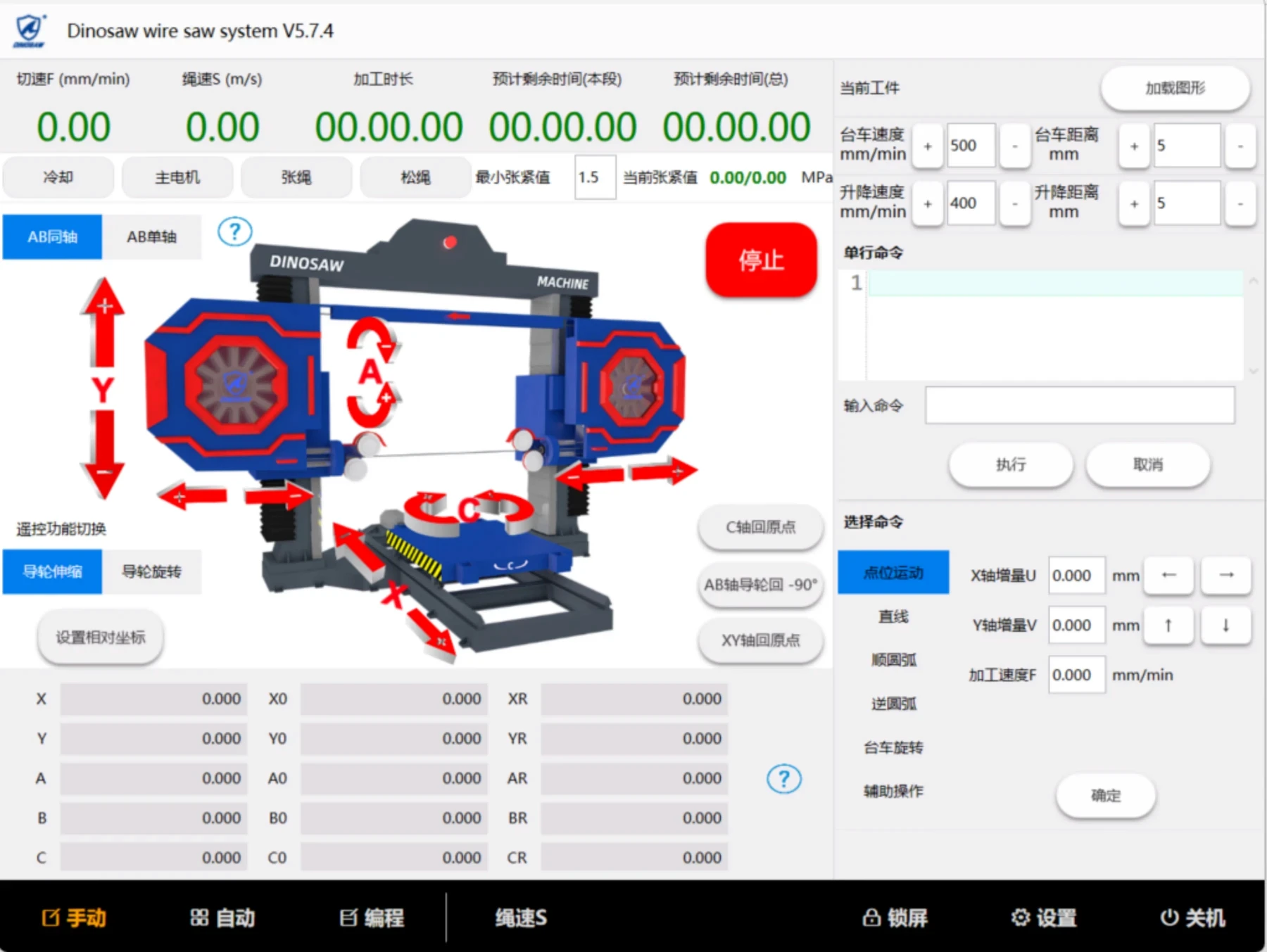

Refroidissement : contrôle l'ouverture et la fermeture de l'eau de refroidissement (quand activé, le statut est vert)
Moteur principal : contrôle le démarrage et l'arrêt du moteur principal (en fonctionnement, le statut est vert)
Tension du fil : tension du fil diamanté
Détente du fil : relâchement du fil diamanté
Valeur de tension : définit la limite inférieure de la pression du fil diamanté lors du maintien automatique de la pression
Réglage des paramètres
Définissez la vitesse de déplacement (mm/min) du chariot (axe X), de la plateforme élévatrice (axe Y) et la distance de déplacement (mm) par clic
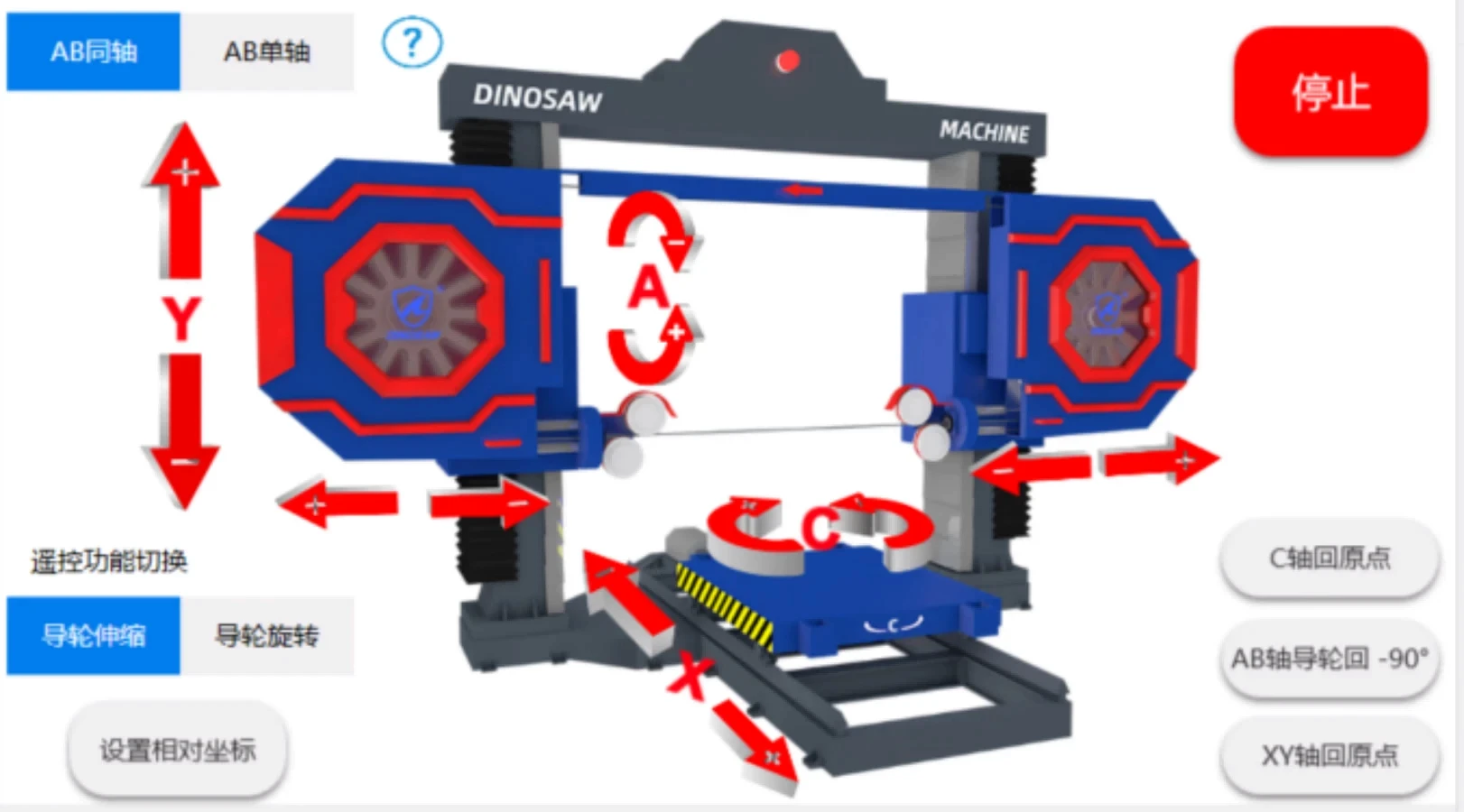
Cliquez sur chaque bouton d'axe (X,Y,A,C,Z1,Z2), vous pouvez déplacer chaque axe dans la direction positive ou négative. Tant que vous maintenez la touche, l'équipement continue de bouger. Lorsque vous relâchez la touche, l'équipement ralentit et s'arrête en douceur.
Description des touches :
X +, X- : déplacement de l'axe X dans les directions positive et négative.
Y +, Y- : déplacement de l'axe Y dans les directions positive et négative.
A +, A- : déplacement simultané des axes AB, ou déplacement de l'axe A seul dans les directions positive et négative, selon l'état AB coaxial / AB axe unique.
C +, C- : rotation de l'axe C dans le sens horaire et antihoraire.
Z1 +, Z1- : extension du bras télescopique de la roue de guidage gauche à gauche et à droite.
Z2 +, Z2- : extension du bras télescopique de la roue de guidage droite à droite et à gauche.
AB coaxial / AB axe unique : bascule l'état de déplacement des axes AB. En mode coaxial, les deux axes bougent simultanément. En mode axe unique, seul l'axe A bouge.
Retour à l'origine de l'axe C : rotation de l'axe C vers l'origine définie
Retour à l'origine des axes XYAB : déplacement des axes XYAB vers l'origine définie
Arrêt : arrêt immédiat du mouvement de chaque axe
Définir les coordonnées relatives : définit la position actuelle de la tête d'outil comme position relative correspondante.
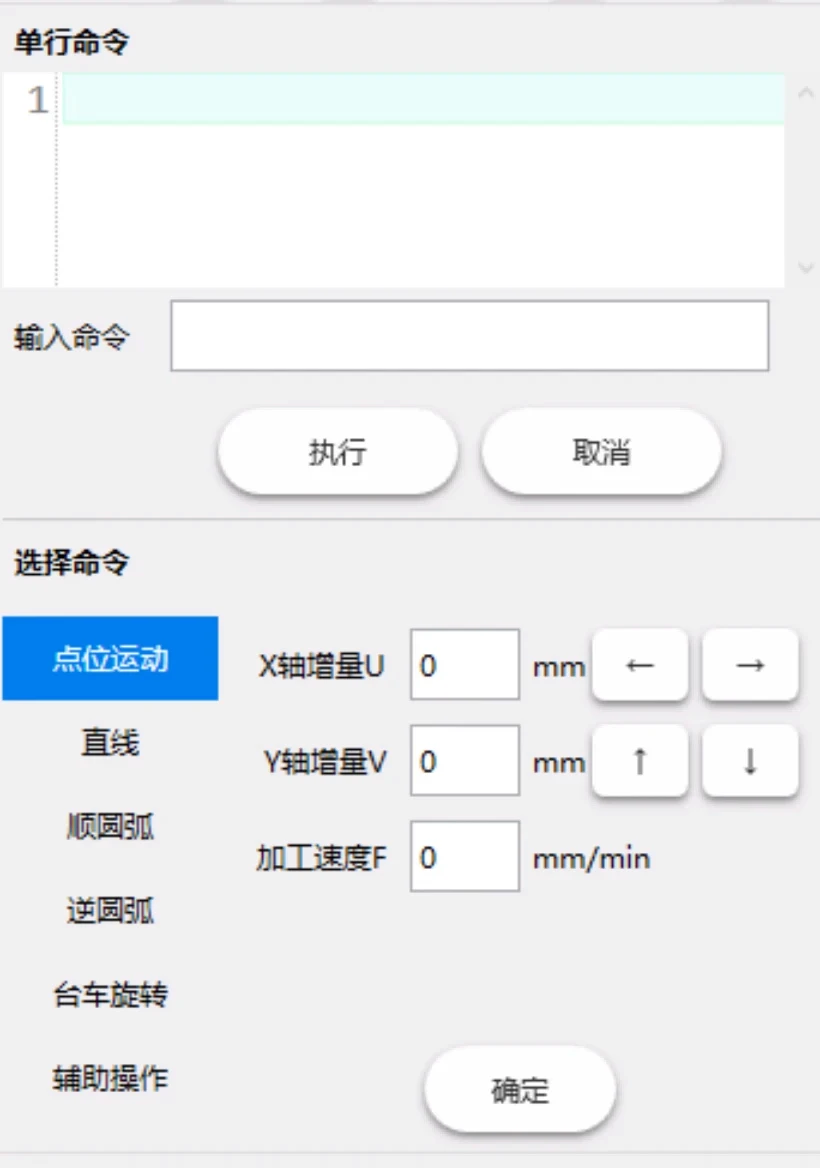
La commande de segment unique saisie contrôle le mouvement de la machine. Lorsque l'exécution n'est pas terminée, le segment de programme suivant peut être saisi, mais il ne peut pas être exécuté. Il doit être exécuté après la fin du segment précédent. Annulation possible pendant l'exécution.
Commande de sélection : génère rapidement des commandes pour contrôler la machine, incluant le mouvement en point, la ligne droite, l'arc horaire, l'arc antihoraire, la rotation du chariot et les opérations auxiliaires. Saisissez les paramètres correspondants et cliquez sur OK pour générer la commande correspondante.
Cliquez sur le bouton de réglage des coordonnées pour afficher l'interface de réglage des coordonnées.
Saisissez les valeurs de coordonnées actuelles de chaque axe et cliquez sur confirmer.
Description des boutons
X +, X-, Y +, Y-, A +, A-, C +, C- peuvent être manipulés via des points d'entrée. Cette fonction n'est active qu'en mode manuel. Pendant l'utilisation, une, deux ou trois directions peuvent être pressées simultanément, mais les directions positive et négative du même axe ne peuvent pas être pressées en même temps.
Le contrôle manuel de la boîte de commande externe est géré par l'état AB coaxial / AB axe unique du système.
Des interrupteurs de fin de course sont actuellement installés dans le système. Lorsque les axes X, Y, Z1 et Z2 atteignent le point limite, ils s'arrêtent. À ce moment, vous pouvez reculer pour quitter le point limite. L'axe angulaire de la roue de guidage (axe A, axe B) et la rotation du chariot (axe C) sont contrôlés de façon illimitée en raison de l'axe de rotation. Une attention particulière doit être portée à l'utilisation.
Fenêtre principale : Cliquez sur le bouton <Auto> pour accéder à l'écran d'opération automatique.
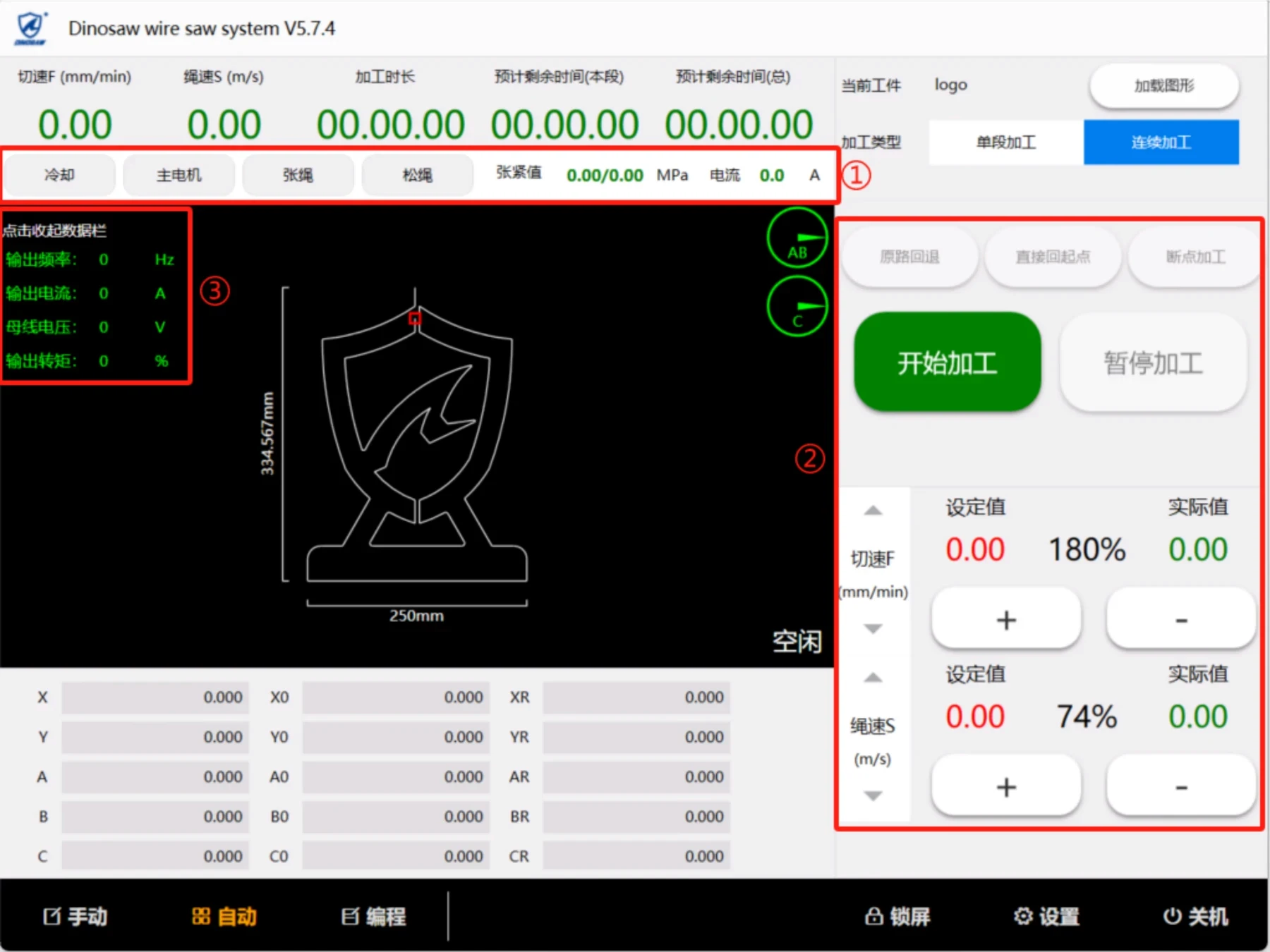
Lors du traitement en contrôle automatique, les graphiques de traitement peuvent être prévisualisés et affichés dynamiquement.
①Zone de jogging de la broche : inclut le refroidissement par eau (électrovanne externe pour contrôler la vanne d'eau), le démarrage et l'arrêt du moteur principal, la tension et la détente du fil diamanté. En même temps, la valeur de tension en temps réel de la station hydraulique et le courant du moteur principal sont affichés.
②Zone d'opération des fonctions automatiques : inclut le réglage d'essai de la vitesse de coupe, la vitesse du fil, le démarrage et l'arrêt du traitement, le retour sur le chemin d'origine, etc.
③Barre d'état de la broche : permet de surveiller en temps réel la fréquence de sortie, le courant de sortie, la tension du bus, le couple de sortie et d'autres paramètres clés du moteur principal, facilitant l'observation des performances du moteur et le dépannage après-vente.
Cliquez sur le bouton <Charger graphique> pour afficher l'interface de sélection graphique
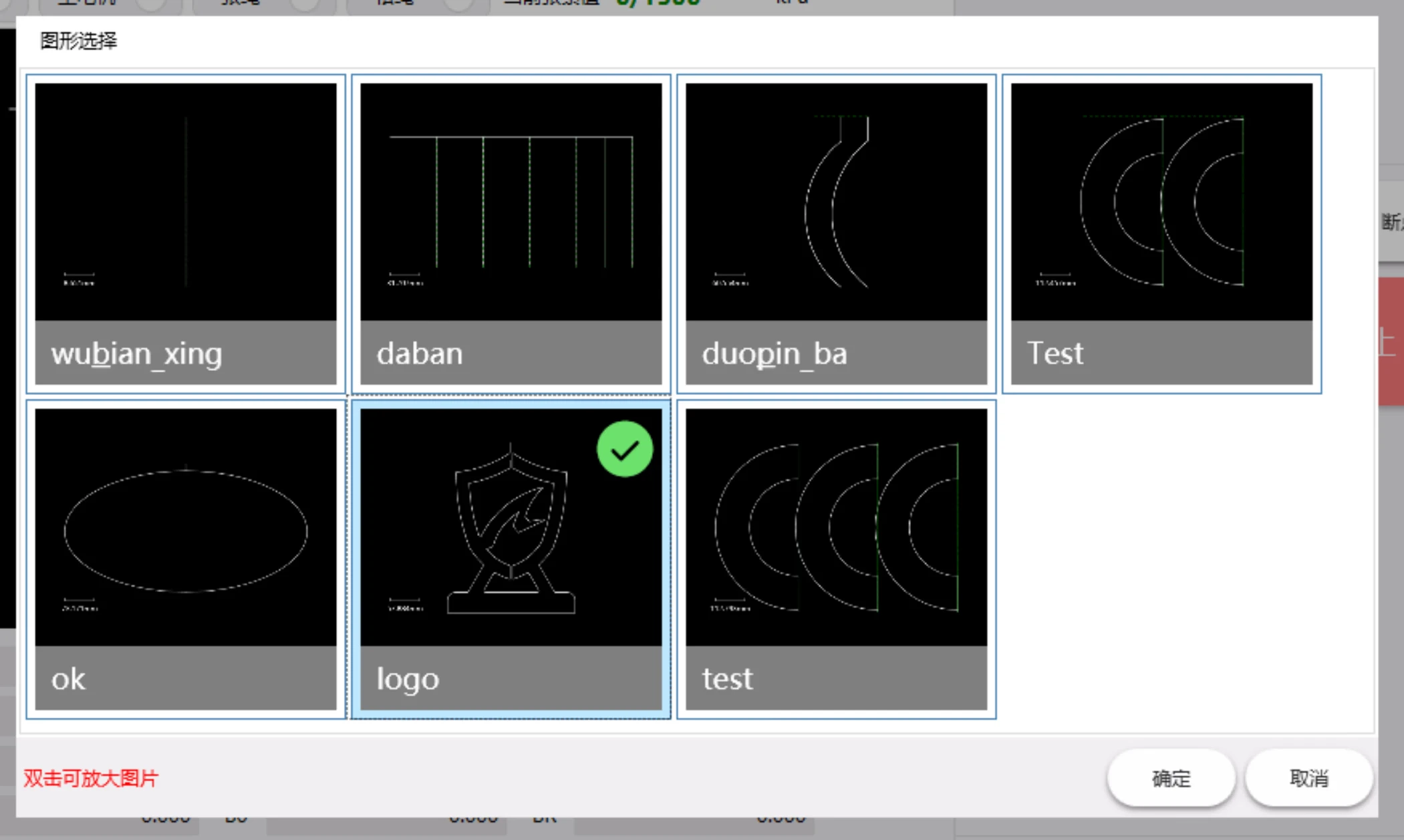
Sélectionnez le graphique et cliquez sur OK pour terminer l'opération.

Refroidissement : contrôle l'ouverture et la fermeture de l'eau de refroidissement
(quand activé, le statut est vert)
Moteur principal : contrôle le démarrage et l'arrêt du moteur principal (en fonctionnement, le statut est vert)
Tension du fil : tension du fil diamanté
Détente du fil : relâchement du fil diamanté

Bascule entre traitement par segment unique et traitement continu.
En mode traitement par segment unique (ce bouton est bleu), après l'exécution de chaque ligne de programme, le système passe en état d'arrêt de segment et attend que la touche "Démarrer" soit pressée pour continuer.

Démarrer : démarrer/continuer le traitement automatique.
Arrêter : arrêter le traitement automatique.
Retour sur le chemin d'origine : après la pause du traitement automatique, si vous devez reculer, appuyez sur ce bouton. Après avoir reculé d'un segment, le système passe automatiquement en arrêt de segment. Pour continuer à reculer, appuyez à nouveau sur ce bouton.
Retour direct au point de départ : après la fin du traitement, ou après une pause ou un arrêt de segment, cette fonction permet de ramener chaque axe au point de départ du traitement par le chemin le plus court.
Traitement au point de rupture : si l'alimentation est interrompue pendant le traitement, ou sortie après suspension, pour reprendre le traitement au point d'origine, appuyez sur ce bouton pour entrer en mode traitement au point de rupture. Cliquez à nouveau pour annuler ce mode.
Après être entré dans l'écran principal du traitement automatique, vous pouvez passer à l'affichage graphique et vérifier si le graphique est correct et s'il s'agit bien du graphique à traiter pour confirmer le lancement du traitement.
Si un message d'erreur apparaît dans la zone d'affichage auxiliaire en entrant dans le mode automatique, veuillez accéder à la fonction "programmation" pour corriger selon le type d'erreur et la ligne de programme concernée, puis revenir en mode "automatique" pour le traitement.
Si le dessin et la conception sont incorrects, veuillez accéder à la fonction "programmation" pour les corriger, puis revenir en mode "automatique" pour le traitement.
L'angle de la roue de guidage affiché doit correspondre à son angle réel. Les angles des deux roues de guidage sont-ils normaux et corrects ?
F + : augmentation rapide du facteur de vitesse, jusqu'à 200% après une pression de plus d'une demi-seconde
F- : réduction rapide du facteur de vitesse, minimum 0% après une pression de plus d'une demi-seconde
S + : augmentation rapide du facteur de vitesse RPM, jusqu'à 200% après une pression de plus d'une demi-seconde
S- : réduction rapide du facteur RPM, minimum 0% après une pression de plus d'une demi-seconde
Traitement par segment unique requis (arrêt après chaque segment de programme, attente avant de démarrer)
Traitement à partir du point de rupture requis (fonction inutilisable si aucun point de rupture correct ou si le programme a changé)
Pour la première utilisation, configurez les paramètres de traitement appropriés dans les paramètres.
Fenêtre principale : Cliquez sur <Démarrer> pour lancer le traitement automatique. Pendant le traitement automatique, il sera suspendu lors de la rencontre de M00.

Pour modifier la vitesse de traitement, cliquez sur les touches "+" et "-" pour augmenter ou diminuer la valeur du facteur de vitesse et ainsi changer la vitesse de traitement.
Pour modifier la vitesse du fil, cliquez sur les touches "+" et "-" pour augmenter ou diminuer la valeur du facteur de vitesse et ainsi changer la vitesse linéaire.
Remarque : la plage d'ajustement est de 2 fois la valeur maximale définie.
Pendant le traitement automatique, appuyez sur "Arrêter" pour ralentir et stopper le processus, puis afficher la pause pour entrer en état de pause.
En état de pause, vous pouvez appuyer sur "retour sur le chemin d'origine" pour revenir en arrière. Vous pouvez appuyer sur "Démarrer" pour reprendre le traitement.
Affichage des coordonnées : X, Y, A, B, C sont les coordonnées absolues de la machine.
XO, YO, AO, BO et C0 sont les coordonnées absolues du programme. (Seules les coordonnées absolues du programme peuvent être réinitialisées.)
XR et YR sont les coordonnées résiduelles du segment actuel, et la quantité résiduelle d'usinage de ce segment.
Affichage du programme : segment en cours d'exécution, affiché en vert.
Segments en attente d'exécution, affichés en blanc.
Affichage de la vitesse : valeur de réglage de la vitesse, liée à la vitesse F du programme.
Facteur de vitesse actuel, lié à l'utilisation de F +, F-
La vitesse actuelle dépend de la valeur de réglage, du facteur de vitesse et du processus d'accélération/décélération.
Affichage RPM : valeur de réglage RPM, liée à la vitesse S du programme
Facteur RPM actuel, lié à l'utilisation de S +, S-
Le RPM actuel dépend de la valeur de réglage RPM, du facteur de vitesse et du RPM maximal du moteur.
Temps de traitement : calculé à partir de l'appui sur "Démarrer" jusqu'à la fin du traitement.
Délai de traitement : compte à rebours, précision à la seconde
État I/O : affichage de l'état actuel des entrées/sorties
Affichage des alarmes : informations d'alarme actuelles, l'affichage change toutes les demi-secondes
Affichage Pause/Arrêt de segment : "Arrêt" s'affiche après l'entrée en arrêt de segment, et "Pause" après l'entrée en pause. Cet état s'affiche également lors de la sortie du mode automatique.
Fenêtre principale : cliquez sur le bouton <programme> pour accéder à l'écran d'opération de programmation
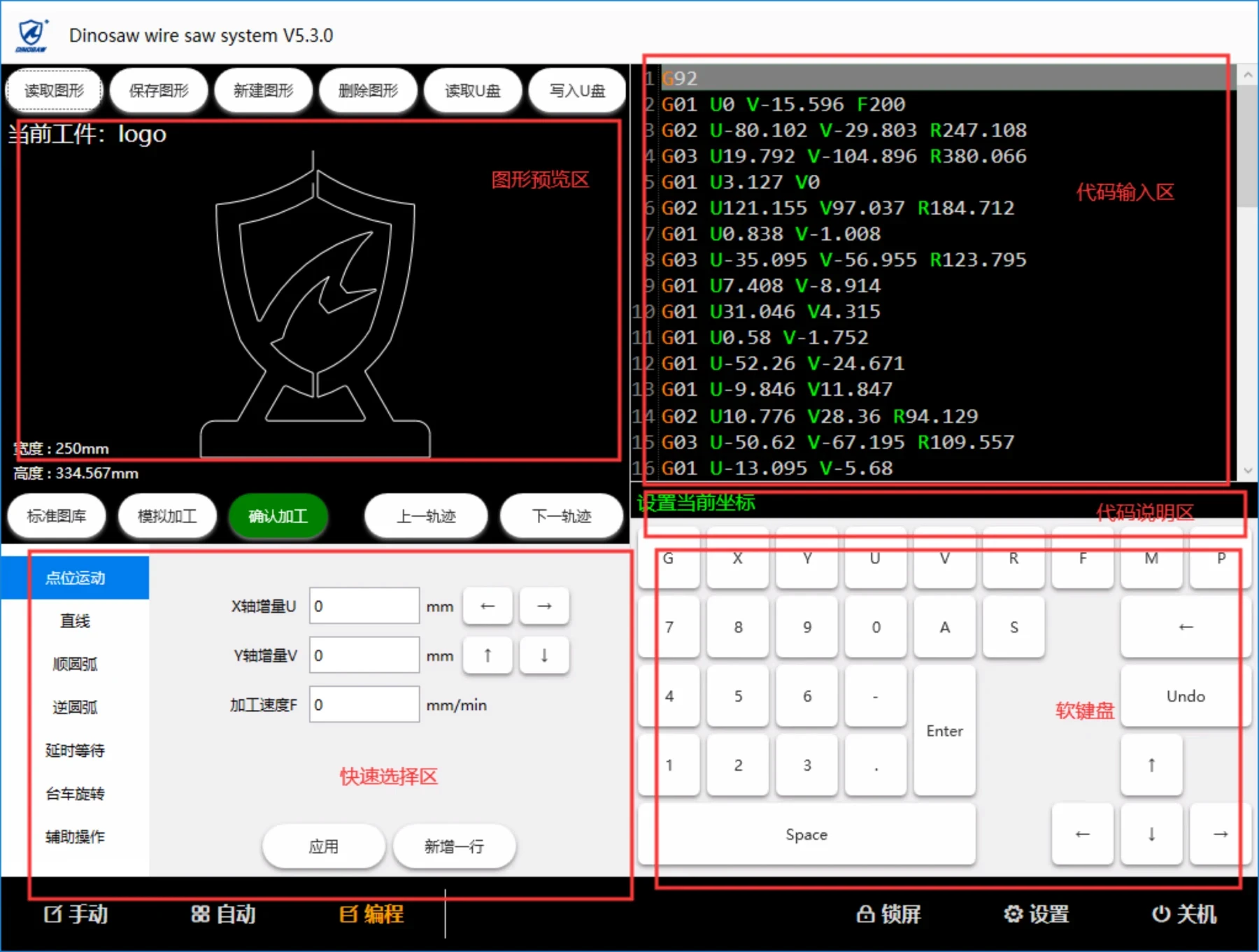
Cette fenêtre permet de saisir ou d'éditer le code du programme. En entrant dans cette fenêtre, le programme graphique actuel s'affiche. Pour enregistrer vos modifications sur le disque, utilisez la fonction d'enregistrement graphique.
Lire graphique : sélectionnez un graphique à lire dans la liste.
Enregistrer graphique : enregistre le contenu actuel sous le nom de fichier actuel (ou enregistre si un nouveau nom de fichier est donné).
Nouveau graphique : efface le contenu actuel et crée un nouveau graphique.
Supprimer graphique : supprime le graphique actuel.
Lire clé USB : choisissez de lire un fichier DXF ou TXT depuis la clé USB vers la zone de programme actuelle.
Écrire clé USB : écrit la zone de programme actuelle sur la clé USB.
Piste précédente : passe à la première piste
Piste suivante : passe à la piste suivante
Touches numériques 0-9, point décimal ". ", signe négatif "-", espace (espace), entrée (entrée), touches de caractères G U V R F M P A,
Touche de déplacement du curseur : haut "↑", bas "↓", gauche "←", droite "→",
Annuler (Undo),
Touche de suppression (←-),
Les touches haut/bas déplacent la ligne du curseur, haut jusqu'à la première ligne d'instructions ; bas jusqu'à la dernière ligne d'instructions ; les touches gauche/droite déplacent la colonne du curseur, gauche jusqu'au premier caractère de la ligne, puis à la fin de la ligne précédente ; droite jusqu'à la fin de la ligne, puis à la ligne suivante ;
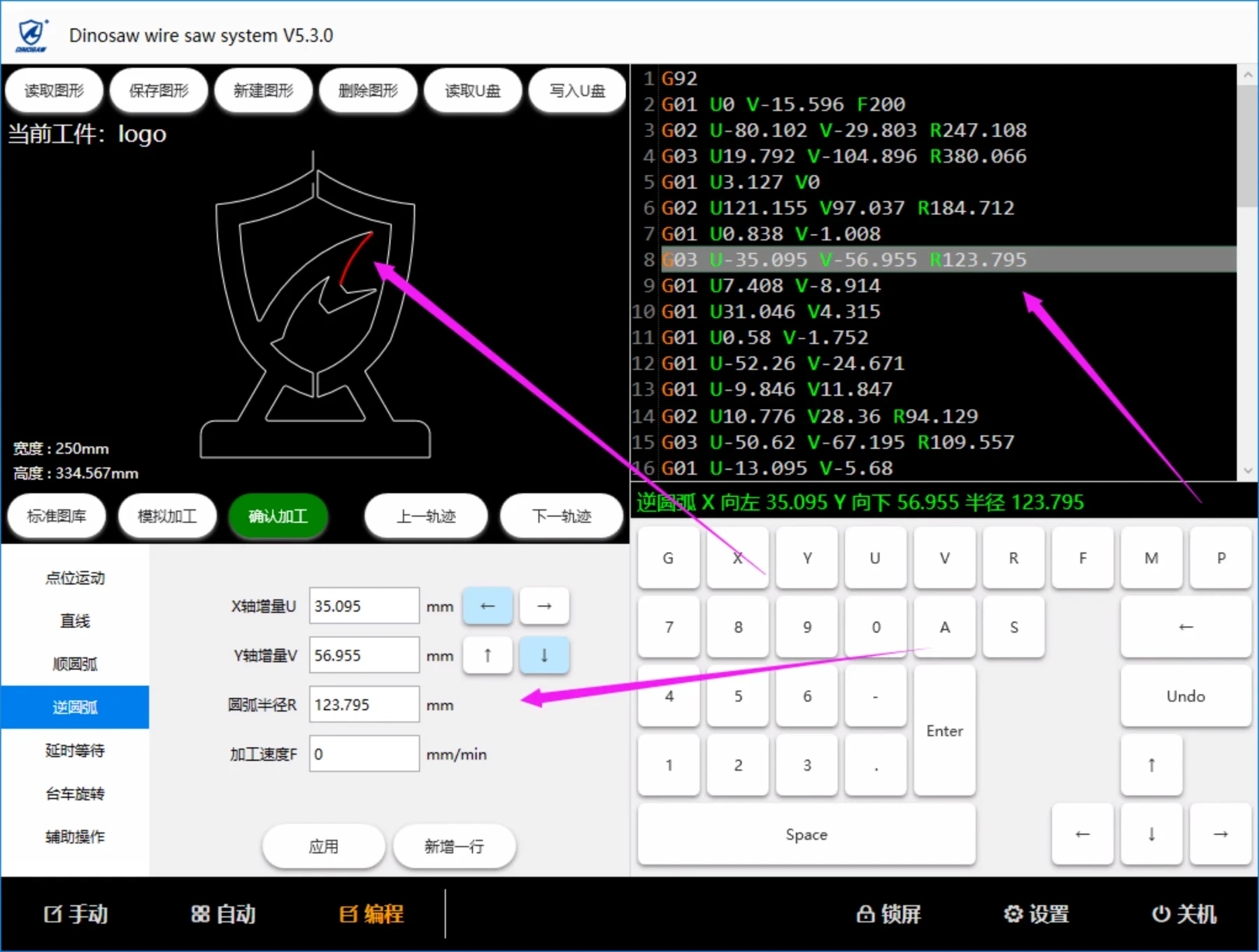
Dans la zone d'aperçu graphique, le segment de ligne correspondant sera mis en surbrillance selon les instructions de la ligne actuelle, et les paramètres de la ligne seront automatiquement remplis dans la zone de sélection rapide en bas, comme illustré ci-dessous.
Appuyez une fois sur la touche Annuler pour annuler une action précédente dans la zone de saisie du code.
Placez le curseur au début de la ligne, appuyez sur "ente
 Français
Français
Obtenez une solution facile
Discussion en ligne
Bonjour, ici Lizzy de DINOSAW (pas un robot). Quelle machine (modèle) souhaitez-vous ? Veuillez nous contacter sur WhatsApp maintenant
Bonjour 👋 Comment pouvons-nous vous aider ?