




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



Ms.Lizzy
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Giờ mở cửa:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 9, 2024ĐỌC 90 PHÚT
Nov 9, 2024ĐỌC 90 PHÚT Nov 9, 2024ĐỌC 90 PHÚT
Nov 9, 2024ĐỌC 90 PHÚTHướng dẫn sử dụng Máy cưa dây kim cương CNC này cung cấp các chỉ dẫn quan trọng về vận hành an toàn, bảo trì và thông số kỹ thuật. Vui lòng tuân thủ các hướng dẫn này để đảm bảo sử dụng máy hiệu quả và an toàn. Nếu cần hỗ trợ kỹ thuật hoặc dịch vụ, vui lòng liên hệ với chúng tôi tại DINOSAW.
Cảm ơn bạn đã mua DINOSAW Máy cưa dây kim cương CNC. Trước khi sử dụng máy, vui lòng đọc kỹ hướng dẫn này để đảm bảo vận hành an toàn và đúng cách.
Hướng dẫn này bao gồm mọi thông tin bạn cần biết để lắp đặt, sử dụng và vận chuyển máy một cách an toàn. Nội dung gồm chi tiết về sản xuất, gia công và cấu hình máy.
Nó cũng chứa các tệp vận hành, hướng dẫn thiết bị điều khiển và danh sách dữ liệu kỹ thuật. Hãy kiểm tra danh sách này để biết các tệp dữ liệu bổ sung.
Hãy tuân thủ các hướng dẫn cẩn thận để phòng tránh tai nạn và chú ý đến môi trường vận hành nhằm tránh rủi ro.
Nếu bạn cần hỗ trợ kỹ thuật, vui lòng liên hệ với chúng tôi.
Bản quyền và các tệp liên quan thuộc sở hữu của Công ty TNHH Công nghệ Máy móc DINOSAW. Mọi thay đổi, sao chép hoặc bản sao của hướng dẫn này phải được công ty chúng tôi cho phép. Chúng tôi có quyền cập nhật tài liệu kỹ thuật và sửa các lỗi nếu có.
Lưu ý rằng do cập nhật kỹ thuật, có thể có một số khác biệt nhỏ giữa hướng dẫn này và máy thực tế. Nếu những khác biệt này không ảnh hưởng đến hiệu suất, bạn vẫn có thể sử dụng hướng dẫn này và chúng tôi sẽ cập nhật khi cần thiết.
Trước khi sử dụng hệ thống điều khiển này, vui lòng đọc kỹ hướng dẫn sử dụng Máy cưa dây kim cương CNC trước khi thực hiện các thao tác liên quan.
Đọc kỹ các yêu cầu vận hành hệ thống máy và an toàn cho người sử dụng, đồng thời thực hiện các biện pháp phòng ngừa cần thiết. Nếu người dùng có nhu cầu khác, vui lòng liên hệ với chúng tôi.
Việc vận hành và bảo trì thiết bị tự động tiềm ẩn nguy hiểm, người dùng cần làm việc cẩn thận để tránh chấn thương cá nhân. Luôn giữ khoảng cách an toàn với thiết bị đang hoạt động, sử dụng bàn phím bảng điều khiển hoặc hộp điều khiển thủ công để vận hành thiết bị.
Cẩn thận với nguy cơ điện giật và thực hiện lắp đặt thiết bị an toàn theo quy trình và tiêu chuẩn lắp đặt. Không chạm vào dây cáp hoặc dây điện khi công tắc điện đang mở. Chỉ kỹ thuật viên mới được phép mở thiết bị. Người dùng cần tắt ngay công tắc nguồn khi có sự cố, nếu không có thể gây chấn thương hoặc hư hỏng thiết bị.
Vui lòng kiểm tra điện áp nguồn cấp có đúng không (AC220V ± 15%).
Khi điện áp nguồn vượt quá phạm vi cho phép, phải bổ sung bộ nguồn ổn áp AC để đảm bảo hệ thống điều khiển hoạt động bình thường mà không bị hư hại.
Đối với khu vực nguồn điện không ổn định (như dùng chung dây đất hoặc không có dây trung tính), nên sử dụng máy biến áp cách ly để chuyển đổi điện áp ba pha hoặc hai pha AC380V thành hai pha AC220V, nhằm đảm bảo hệ thống điều khiển hoạt động ổn định, tăng độ tin cậy và đảm bảo an toàn cho người vận hành.
Đối với môi trường làm việc không có cột thu lôi, phải lắp đặt thiết bị chống sét để đảm bảo an toàn cho hệ thống.
Nhiệt độ môi trường làm việc của hệ thống điều khiển là 0-50℃. Khi nhiệt độ vượt quá 50℃, hệ thống có thể hoạt động bất thường hoặc bị treo. Khi nhiệt độ quá thấp (dưới 0), màn hình LCD sẽ hiển thị bất thường.
Độ ẩm tương đối nên kiểm soát ở mức 0-85%.
Khi làm việc trong môi trường nhiệt độ cao, độ ẩm cao và có khí ăn mòn, cần có biện pháp bảo vệ đặc biệt.
Ngăn bụi, bụi kim loại và các vật lạ khác xâm nhập vào hệ thống điều khiển.
Nguồn cấp 24V đầu vào/đầu ra của hệ thống không được sử dụng làm nguồn cho thiết bị khác. Khi nguồn này không được kết nối và nút dừng khẩn cấp, giới hạn được thiết lập hợp lệ, hệ thống sẽ ở trạng thái dừng khẩn cấp và giới hạn.
Dây dẫn từ hệ thống đến bộ điều khiển động cơ nên dùng dây có lớp chống nhiễu tốt.
Tuyệt đối không cắm hoặc rút bất kỳ phích cắm kết nối nào khi nguồn đang bật.
Dây đầu vào/đầu ra của hệ thống phải được kết nối chắc chắn.
Tất cả các bộ phận của hệ thống điều khiển phải được nối đất tốt để đảm bảo hệ thống hoạt động bình thường, tăng độ tin cậy và đảm bảo an toàn cho người vận hành.
Dây nối đất phải lớn hơn 4mm², và khoảng cách từ điểm nối đất nên được rút ngắn tối đa.
Dây nối đất 24V DC (đầu âm) phải tách biệt với dây nối đất.
Giữ hệ thống điều khiển cách ly với môi trường bên ngoài để ngăn bụi, bụi kim loại và các vật lạ xâm nhập, gây lỗi hệ thống, hư hỏng linh kiện và giảm tuổi thọ hệ thống.
Màn hình LCD (dễ vỡ) của hệ thống điều khiển cần được bảo vệ: tránh xa vật sắc nhọn, tránh vật thể bay va chạm vào màn hình. Không dùng ngón tay để chỉ, vẽ hoặc gõ lên màn hình; khi màn hình bị bụi cần làm sạch, hãy dùng khăn giấy mềm hoặc bông lau nhẹ nhàng.
Hệ thống có thể sử dụng USB, nhưng USB không nằm trong cấu hình tiêu chuẩn và người dùng cần tự chuẩn bị.
Các dây cáp kết nối của hệ thống không nằm trong cấu hình tiêu chuẩn, người dùng cần thông báo trước khi cần.
Chỉ miễn phí một "Hướng dẫn sử dụng ngắn gọn" đi kèm sản phẩm.
Không được bảo hành nếu hệ thống bị hư hại do không tuân thủ hướng dẫn an toàn.
Hệ thống là lõi của hệ thống điều khiển số, cần vận hành theo yêu cầu sử dụng của hệ thống.
Khi nguồn hệ thống được bật, hệ thống sẽ tự động khởi động vào màn hình bắt đầu của phần mềm điều khiển. Sau đó bật công tắc nguồn.
Không bật/tắt nguồn hệ thống liên tục, nếu không sẽ dễ gây hư hại cho hệ thống điều khiển hoặc nguồn chuyển đổi.
Sau khi hoàn thành vận hành, khi cần tắt hệ thống điều khiển, hãy tắt nguồn bộ điều khiển động cơ trước, sau đó tắt nguồn hệ thống điều khiển để tránh động cơ bị lỗi do nhiễu.
Sau khi hệ thống khởi động, vào phần mềm điều khiển để đảm bảo các thông số hệ thống chính xác trước khi vận hành các chức năng.
Trong quá trình vận hành tự động, cố gắng không sử dụng các phím ngoài trên bảng điều khiển, nếu không sẽ xảy ra lỗi hệ thống không lường trước.
Người vận hành phải được đào tạo nghiêm ngặt trước khi vận hành. Hệ thống cần có người vận hành chuyên nghiệp. Nghiêm cấm người không có trách nhiệm khởi động hệ thống, mở tủ điện, v.v.
Khi vận hành hệ thống, cần nhấn nút thao tác tương ứng. Khi nhấn nút, phải dùng ngón trỏ hoặc ngón giữa. Không dùng móng tay nhấn nút, nếu không sẽ làm hỏng mặt phím và ảnh hưởng đến việc sử dụng.
Lần đầu tiên sử dụng, người vận hành cần hiểu đúng chức năng tương ứng trước khi thao tác. Nghiêm cấm vận hành hoặc thay đổi các thông số không quen thuộc.
Nếu gặp sự cố khi vận hành, có thể gọi điện tư vấn bất cứ lúc nào.
Giữ hệ thống điều khiển cách ly với môi trường bên ngoài để tránh hệ thống hoạt động bất thường, hư hỏng linh kiện và giảm tuổi thọ do bụi, bụi kim loại và vật lạ xâm nhập.
Màn hình LCD (dễ vỡ) của hệ thống điều khiển cần được bảo vệ: tránh xa vật sắc nhọn; tránh vật thể bay va chạm vào màn hình; không dùng ngón tay để chỉ, vẽ hoặc gõ lên màn hình; khi màn hình bị bụi cần làm sạch, hãy dùng khăn giấy mềm hoặc bông lau nhẹ nhàng.
Khi hệ thống có sự cố, vui lòng cắt nguồn hệ thống trước khi sửa chữa phần cứng hoặc kết nối ổ cắm tương ứng.
Người vận hành chưa được đào tạo hoặc đơn vị, cá nhân không được phép không được mở hệ thống điều khiển để bảo trì, nếu không sẽ tự chịu trách nhiệm. Khi xảy ra lỗi hệ thống, vui lòng liên hệ với công ty chúng tôi kịp thời.
Thời gian bảo hành: mười hai tháng kể từ ngày giao hàng.
Phạm vi bảo hành: Trong thời gian bảo hành, mọi lỗi xảy ra khi vận hành đúng theo yêu cầu sử dụng.
Trong thời gian bảo hành, mọi chi phí sửa chữa lỗi ngoài phạm vi bảo hành sẽ do khách hàng chi trả.
Ngoài thời gian bảo hành, mọi chi phí sửa chữa sẽ do khách hàng chi trả.
Các trường hợp sau không được bảo hành:
Mọi lỗi do con người hoặc sự cố ngoài ý muốn vi phạm yêu cầu sử dụng;
Hư hại do cắm/rút hệ thống khi đang có điện;
Hư hại do thiên tai, các yếu tố bất khả kháng, v.v.;
Hư hại do tự ý tháo lắp, sửa chữa, cải tạo mà không được phép.
Nếu có sự khác biệt giữa hướng dẫn này và chức năng hệ thống, chức năng phần mềm hệ thống sẽ được ưu tiên.
Chức năng hệ thống điều khiển có thể thay đổi hoặc nâng cấp mà không cần thông báo trước.
Hệ thống điều khiển này được thiết kế đặc biệt cho việc cắt tạo hình đá bằng cưa dây. Có thể thực hiện cắt hai chiều, bánh dẫn hướng phối hợp tự động hoặc xoay riêng biệt. Mục tiêu cuối cùng của thiết kế là dễ sử dụng và giao diện người-máy thân thiện hơn.
Bảng điều khiển cảm ứng công nghiệp hiệu suất cao, bộ điều khiển nội suy chuyên dụng, xử lý chống nhiễu, phần mềm mạnh mẽ, phương pháp gia công chính xác, cho phép xác định vị trí hệ thống điều khiển chính xác hơn. Trọng lượng tương đương có thể kiểm soát đến 1μ. Tốc độ tối đa đạt 500mm/phút (ở trọng lượng tương đương 1μ). Chế độ điều chỉnh lên xuống giúp thiết bị vận hành mượt mà, ổn định, hiển thị vị trí động của thiết bị cắt chính xác (độ chính xác đến 1μ). Chức năng đồ họa động cho phép kiểm tra quỹ đạo đồ họa toàn bộ quá trình cắt.
Máy cưa dây được trang bị màn hình CLCD 1024*768, bàn phím cảm ứng kín hoàn toàn, động cơ servo AC cho thiết bị truyền động và giao diện điều khiển điện máy công cụ 24V. Hệ thống này nổi bật với nhiều chức năng, độ tin cậy cao, độ chính xác lớn, tiếng ồn thấp, dễ vận hành, kích thước nhỏ, nhẹ, v.v.
Hướng dẫn cửa sổ chính của hệ thống điều khiển

Thanh tiêu đề gồm tên hệ thống, số phiên bản và thông báo cảnh báo (khi có nhiều cảnh báo, các cảnh báo trước sẽ được hiển thị lần lượt, các cảnh báo còn lại sẽ không hiển thị nếu vượt quá phạm vi).
Thanh menu gồm các nút thủ công, tự động, chương trình, khóa màn hình, cài đặt và trợ giúp.
Khu vực thông tin gia công sẽ hiển thị thông tin gia công của phôi hiện tại (tốc độ gia công, tốc độ tuyến tính, thời gian gia công, thời gian còn lại ước tính cho đoạn này và thời gian còn lại ước tính cho toàn bộ quá trình).
Khu vực vận hành gồm khu vực vận hành máy bên trái và khu vực vận hành lệnh bên phải.

Chức năng "Nhấn để xem cảnh báo gần đây": Sau khi hệ thống cưa dây khởi động, sẽ ghi lại các vấn đề bất thường trong quá trình vận hành và thời gian xảy ra, giúp dễ dàng xử lý sự cố thiết bị bất cứ lúc nào.
Bảng điều khiển cảm ứng 14 inch công nghiệp
Bộ điều khiển chuyển động chuyên dụng (đầu ra tín hiệu: +5V TTL, đầu ra vi sai)
Giao diện đầu vào/đầu ra (32 đầu vào cách ly quang, 9 đầu ra cách ly quang)
Giao diện USB
Vỏ máy kín hoàn toàn
Bộ điều khiển bước (chia nhỏ) trục X hoặc bộ điều khiển động cơ servo
Bộ điều khiển bước (chia nhỏ) trục Y hoặc bộ điều khiển động cơ servo
Bộ điều khiển bước (chia nhỏ) trục A hoặc bộ điều khiển động cơ servo
Bộ điều khiển bước (chia nhỏ) trục B hoặc bộ điều khiển động cơ servo
Bộ điều khiển bước (chia nhỏ) trục C hoặc bộ điều khiển động cơ servo
Đơn vị lập trình nhỏ nhất 0.001mm
Kích thước lập trình tối đa ±99999.999mm
Bán kính cung tối đa 400000.000mm
Giới hạn tốc độ di chuyển điểm nhanh 9000mm/phút (khi xung tương đương là 0.001mm)
Giới hạn tốc độ gia công tối đa 9000mm/phút (khi xung tương đương là 0.001mm)
Tần số đầu ra xung tối đa 150KHz
Số trục điều khiển 5 trục (X, Y, A, B, C)
Số trục liên kết: Hai đến bốn trục thẳng, cung (cung mặt phẳng XY)
Bánh răng điện tử: Tử số: 1-65535, Mẫu số: 1-65535
Chức năng chính của hệ thống: Gia công chương trình, xử lý tham số, quản lý chương trình, thủ công, cài đặt, tự kiểm tra, mô phỏng, v.v.
Menu và hướng dẫn tiếng Trung đầy đủ: Chuyển đổi giữa tiếng Trung và tiếng Anh
Chỉnh sửa văn bản đa dòng toàn màn hình: Độ dài tối đa có thể chỉnh sửa 32K byte
Quản lý chương trình: Đọc chương trình, lưu chương trình, tạo mới, xóa, đọc USB, ghi USB, đọc DXF, v.v.
Số dòng tối đa mỗi tệp: 1000 dòng, độ dài tối đa 32K byte.
Dung lượng chương trình người dùng tối đa 2M
Cài đặt: Có thể cài đặt các tham số điều khiển liên quan đến gia công và vận hành.
Thông qua cài đặt tham số hợp lý, có thể tối ưu hóa hiệu quả gia công.
Tải lên và tải xuống chương trình: Thông qua giao diện USB của hệ thống, chương trình hiện tại có thể tải lên USB để lưu trữ, và chương trình gia công trong USB có thể tải xuống làm chương trình hiện tại.
Xem trước chương trình: Có thể quan sát đường viền chương trình trong danh sách tệp để thuận tiện chọn tệp.
Xử lý chống nhiễu đầu vào độc đáo: Xử lý bộ lọc số cho toàn bộ 32 điểm đầu vào giúp đầu vào ổn định và đáng tin cậy.
Chức năng cài đặt cổng đầu vào/đầu ra: Có thể chỉ định bất kỳ cổng đầu vào/đầu ra nào (cùng một cổng đầu ra không được cài đặt nhiều chức năng).
Thủ công: Chức năng vận hành thủ công: di chuyển điểm thủ công, xử lý lệnh một dòng, trả về điểm 0, đặt tọa độ, v.v.
Chỉnh sửa: Chỉnh sửa chương trình, đọc, ghi & xóa, đọc và ghi USB, tấm tiêu chuẩn, chương trình tạo đồ họa DXF, v.v.
Tự động: Đồ họa, đoạn đơn, chọn đoạn, điểm ngắt, lùi lại, về điểm bắt đầu, mô phỏng, v.v.
Tham số: Cài đặt các tham số liên quan đến gia công, tự kiểm tra, v.v.
Thủ công: Hiển thị hướng dẫn sử dụng này được tích hợp trong hệ thống điều khiển.
Hiển thị menu: Đồ họa động giúp vận hành trực quan và thuận tiện.
Đa ngôn ngữ: Tiếng Trung, tiếng Anh, tiếng Nga, tiếng Tây Ban Nha. (Có thể cung cấp các ngôn ngữ khác theo yêu cầu.)
Lập trình nhiều loại tấm tiêu chuẩn: Giúp việc gia công và lập trình các phôi thông thường thuận tiện hơn.
Tạm dừng gia công: Có thể thực hiện chức năng lùi lại và tiếp tục sau khi tạm dừng.
Hiển thị quỹ đạo gia công đồ họa: Hiển thị động quỹ đạo trung tâm trong quá trình gia công hiện tại.
Mô phỏng đồ họa: Mô phỏng động, hiển thị nhanh và chính xác quá trình gia công (không xuất tín hiệu)
Bánh răng điện tử: Tỷ số bánh răng điện tử có thể cài đặt tùy ý để phù hợp với nhiều cấu trúc cơ khí khác nhau. Lưu ý: Tỷ số bánh răng điện tử tốt nhất khi tử số ≤ mẫu số.
Xử lý điểm ngắt: Nếu mất điện trong quá trình gia công hoặc thoát ra sau khi tạm dừng, có thể tiếp tục gia công tại điểm ban đầu.
Cửa sổ chính: Nhấn nút <Thủ công> để vào màn hình vận hành thủ công (trang chính mặc định).
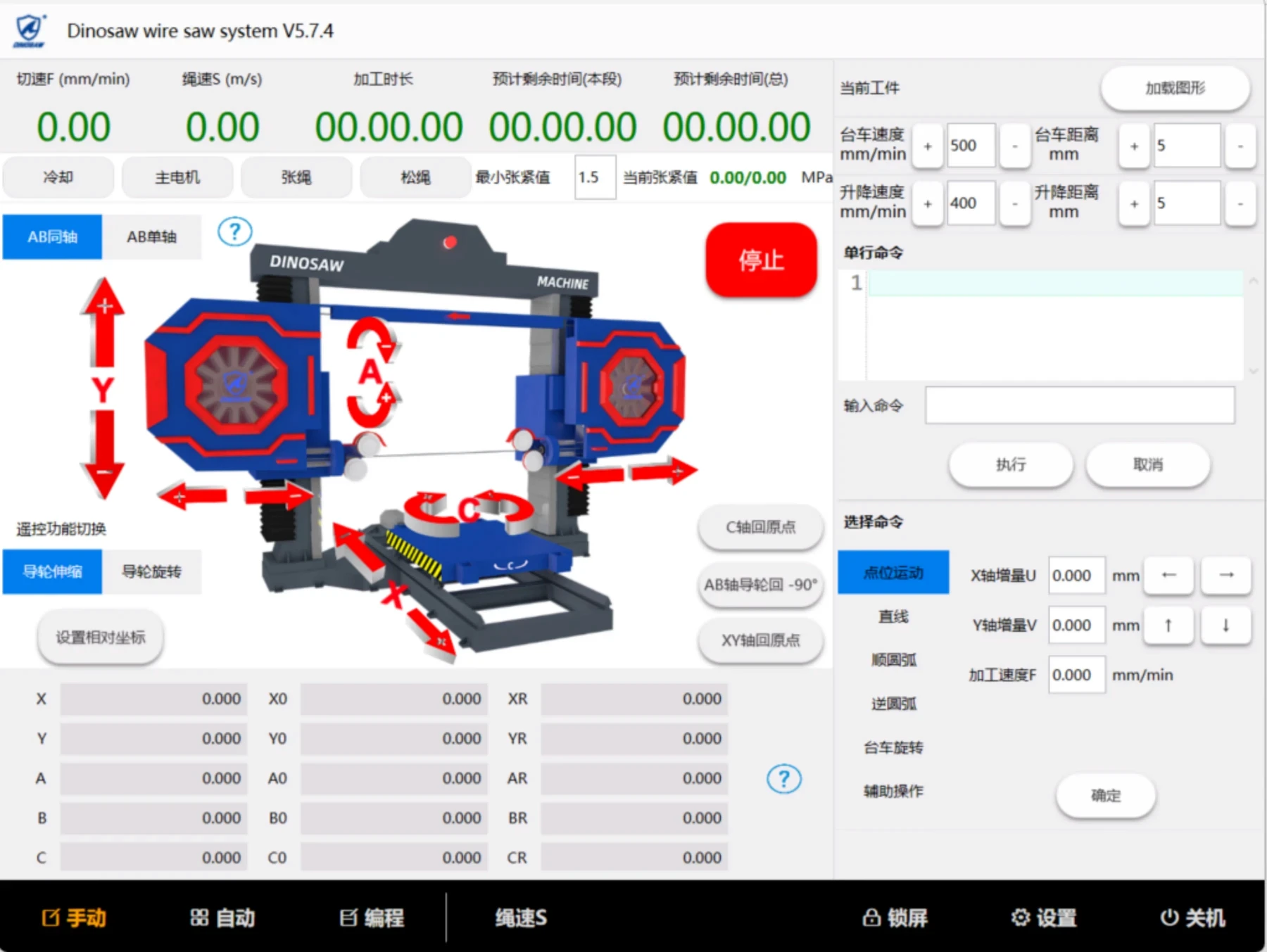

Làm mát: điều khiển bật/tắt nước làm mát (khi bật, trạng thái màu xanh lá)
Động cơ chính: điều khiển khởi động và dừng động cơ chính (khi vận hành, trạng thái màu xanh lá)
Căng dây: Căng dây cưa
Thả dây: Thả lỏng dây cưa
Giá trị căng: đặt giới hạn dưới áp lực dây cưa khi giữ áp lực tự động
Cài đặt tham số
Đặt tốc độ di chuyển (mm/phút) của xe (trục X), bàn nâng (trục Y) và khoảng cách di chuyển (mm) mỗi lần nhấn
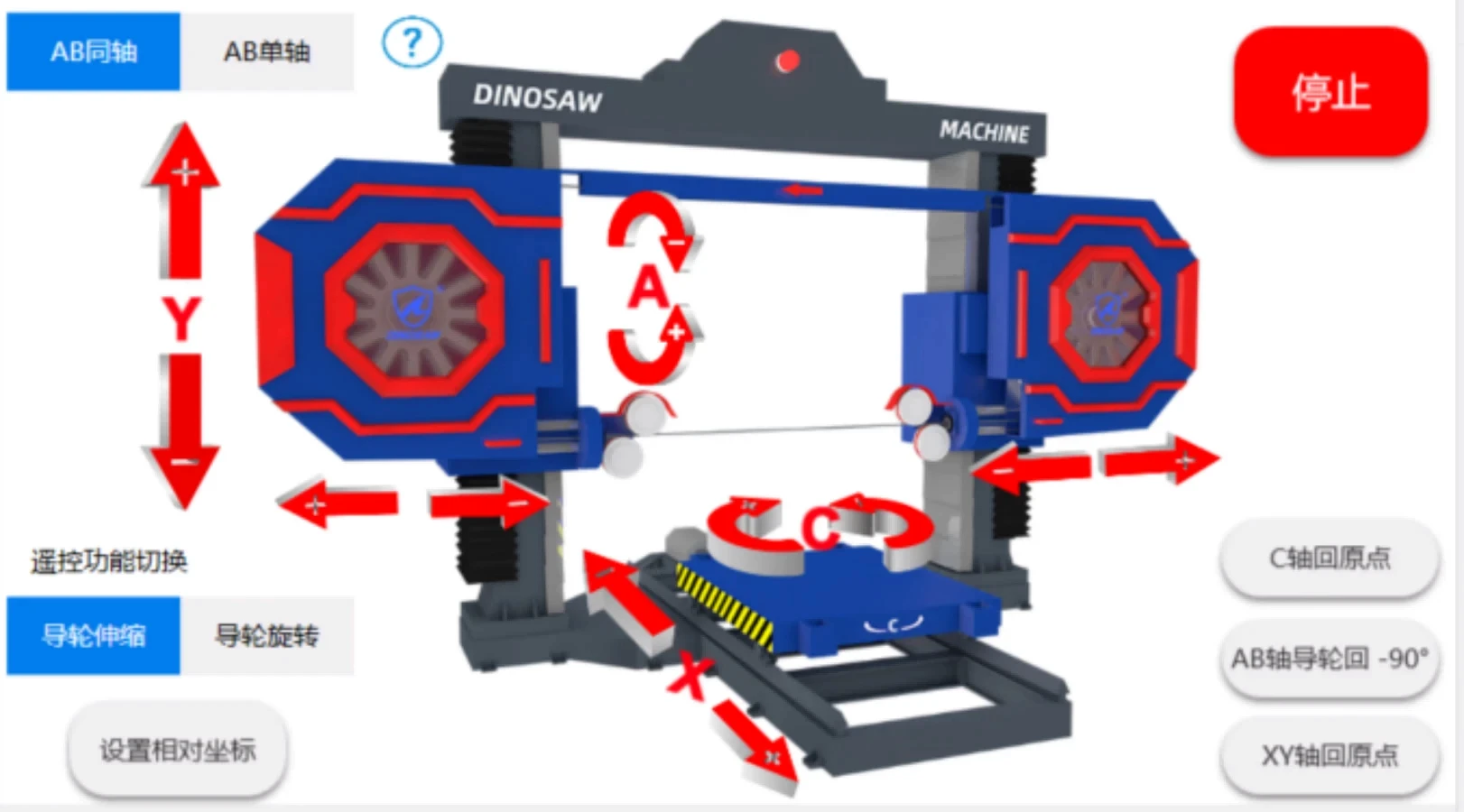
Nhấn từng nút trục (X,Y,A,C,Z1,Z2), bạn có thể di chuyển từng trục theo hướng dương hoặc âm. Chỉ cần giữ phím, thiết bị sẽ tiếp tục di chuyển. Khi thả phím, thiết bị sẽ giảm tốc và dừng lại mượt mà.
Mô tả phím:
X +, X-: di chuyển trục X theo hướng dương và âm.
Y +, Y-: di chuyển trục Y theo hướng dương và âm.
A +, A-: Di chuyển đồng thời trục AB, hoặc chỉ trục A theo hướng dương và âm, liên quan đến trạng thái đồng trục AB/đơn trục AB.
C +, C-: Xoay trục C theo chiều kim đồng hồ và ngược chiều kim đồng hồ.
Z1 +, Z1-: Làm thanh kéo bánh dẫn hướng trái mở rộng sang trái và phải.
Z2 +, Z2-: Làm thanh kéo bánh dẫn hướng phải mở rộng sang phải và trái.
Đồng trục AB/đơn trục AB: Chuyển trạng thái di chuyển của trục AB. Khi vận hành đồng trục A, hai trục di chuyển đồng bộ. Khi vận hành đơn trục A, chỉ trục A di chuyển.
Trục C về gốc: Xoay trục C về vị trí gốc đã đặt
XYAB về gốc: Di chuyển trục XYAB về vị trí gốc đã đặt
Dừng: Dừng ngay lập tức chuyển động của từng trục
Đặt tọa độ tương đối: Đặt vị trí đầu dụng cụ hiện tại thành vị trí tương đối tương ứng.
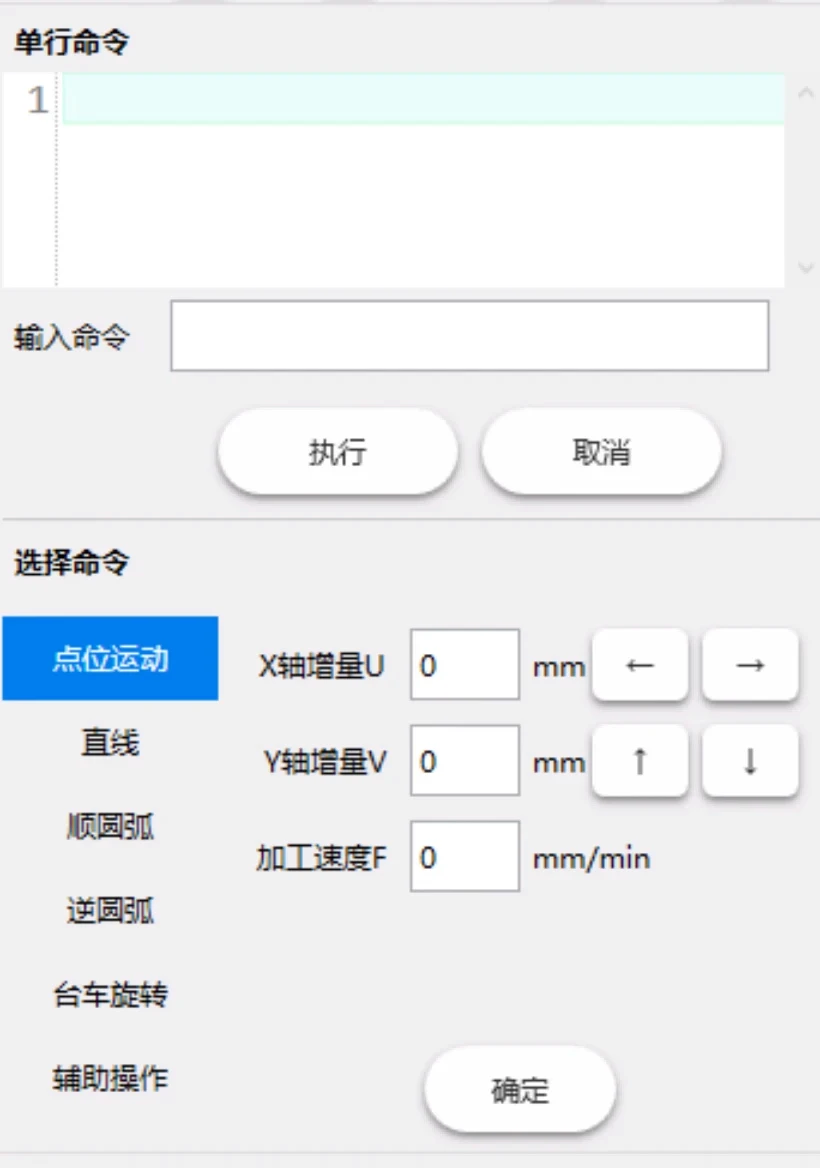
Lệnh một đoạn nhập vào sẽ điều khiển chuyển động của máy. Khi chưa hoàn thành thực hiện, có thể nhập đoạn chương trình tiếp theo, nhưng chưa thực hiện được. Phải thực hiện sau khi đoạn trước hoàn thành. Có thể hủy trong quá trình thực hiện.
Lệnh chọn: Nhanh chóng tạo lệnh điều khiển máy, gồm chuyển động điểm, đường thẳng, cung thuận chiều kim đồng hồ, cung ngược chiều kim đồng hồ, xoay xe và các thao tác phụ trợ. Nhập tham số tương ứng và nhấn OK để tạo lệnh tương ứng.
Nhấn nút đặt tọa độ để mở giao diện đặt tọa độ.
Nhập giá trị tọa độ hiện tại của từng trục và nhấn xác nhận.
Mô tả nút
X +, X-, Y +, Y-, A +, A-, C +, C- có thể thao tác qua các điểm đầu vào. Chức năng này chỉ hiệu quả ở chế độ thủ công. Trong quá trình vận hành, có thể nhấn đồng thời một hướng, hai hướng hoặc ba hướng, nhưng không được nhấn đồng thời hướng dương và âm của cùng một trục chuyển động.
Điều khiển thủ công của hộp điều khiển ngoài được kiểm soát bởi trạng thái đồng trục AB/đơn trục AB của hệ thống.
Các công tắc giới hạn đã được lắp đặt trong hệ thống. Khi trục X, Y, Z1, Z2 di chuyển đến điểm giới hạn, sẽ dừng lại. Lúc này có thể di chuyển lùi để rời khỏi điểm giới hạn. Trục góc của bánh dẫn hướng (trục A, B) và xoay xe (trục C) được điều khiển vô hạn do là trục quay. Cần chú ý đặc biệt khi vận hành.
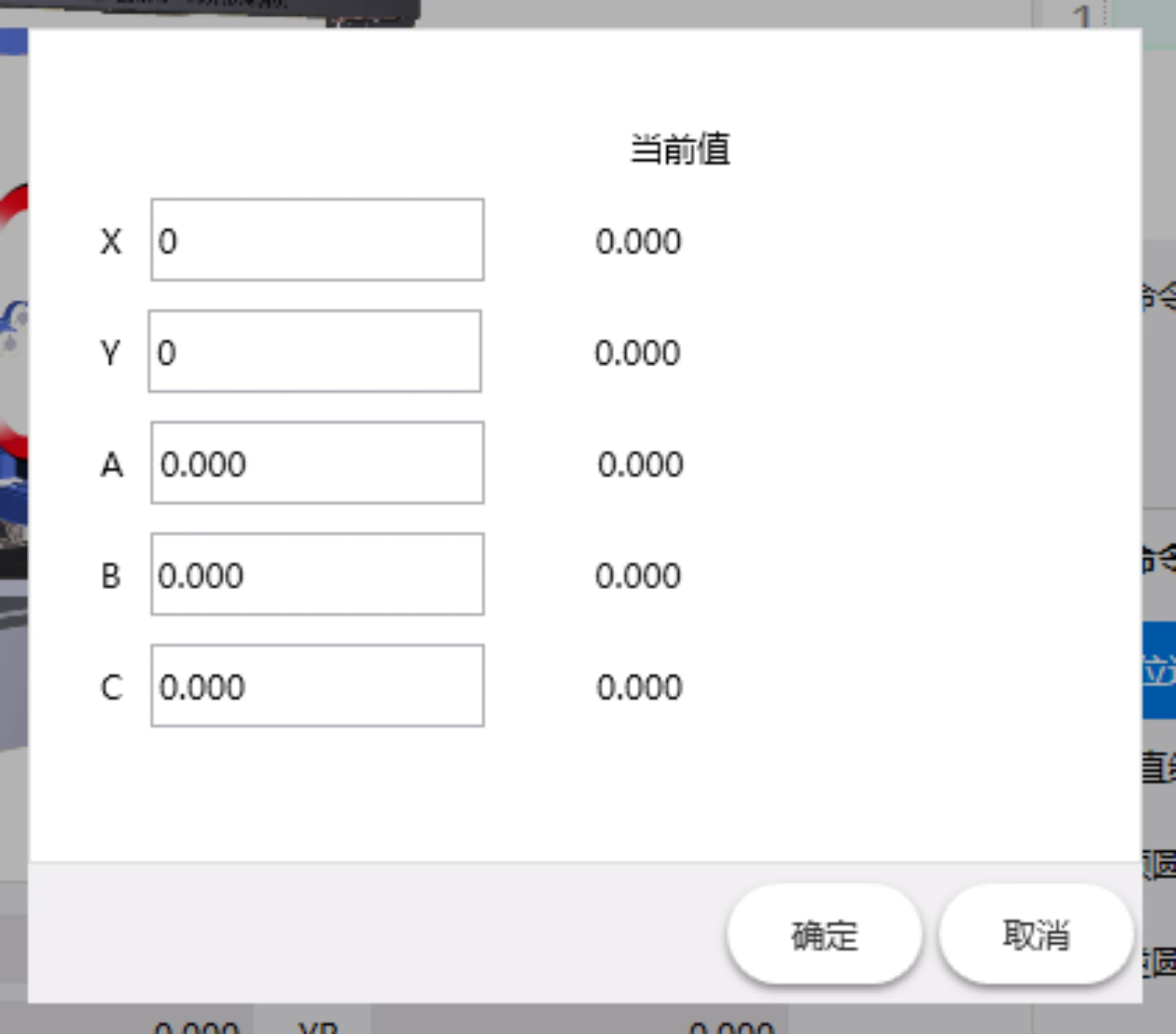
Cửa sổ chính: Nhấn nút <Tự động> để vào màn hình vận hành tự động.
Trong quá trình gia công tự động, đồ họa gia công có thể xem trước và hiển thị động.
①Khu vực chạy thử trục chính: gồm làm mát bằng nước (van điện từ ngoài điều khiển van nước), khởi động/dừng động cơ chính, điều khiển căng dây và thả dây. Đồng thời hiển thị giá trị căng thực tế của trạm thủy lực và dòng điện động cơ chính.
②Khu vực vận hành chức năng tự động: gồm điều chỉnh thử tốc độ cắt, tốc độ dây, khởi động/dừng gia công, lùi lại theo đường ban đầu, v.v.
③Thanh trạng thái trục chính: có thể giám sát tần số đầu ra, dòng điện đầu ra, điện áp bus, mô-men xoắn và các thông số chính khác của động cơ chính theo thời gian thực, thuận tiện cho việc quan sát hiệu suất động cơ và xử lý sự cố sau bán hàng.
Nhấn nút <Tải đồ họa> để mở giao diện chọn đồ họa
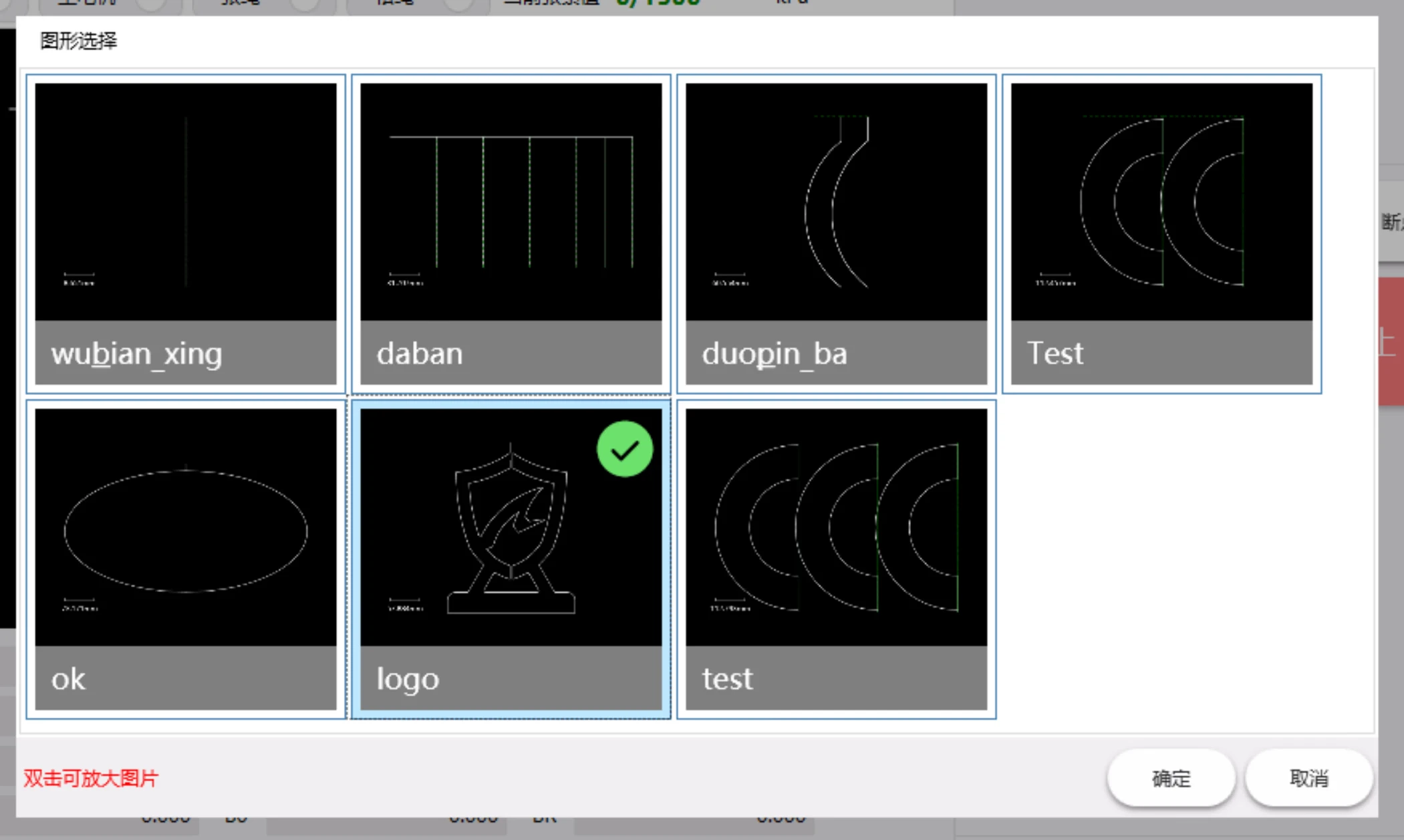
Chọn đồ họa và nhấn OK để hoàn thành thao tác.

Làm mát: điều khiển bật/tắt nước làm mát
(khi bật, trạng thái màu xanh lá)
Động cơ chính: điều khiển khởi động và dừng động cơ chính (khi vận hành, trạng thái màu xanh lá)
Căng dây: căng dây cưa
Thả dây: thả lỏng dây cưa

Chuyển đổi giữa chế độ gia công đoạn đơn và liên tục.
Ở trạng thái gia công đoạn đơn (nút này màu xanh dương), sau mỗi dòng chương trình được thực hiện, sẽ vào trạng thái dừng đoạn, chờ đến khi nhấn phím "Khởi động" để tiếp tục.

Khởi động: Bắt đầu/tiếp tục gia công tự động.
Dừng: Dừng gia công tự động.
Lùi lại theo đường ban đầu: Sau khi tạm dừng gia công tự động, nếu cần lùi lại, có thể nhấn nút này. Sau khi lùi lại một đoạn, hệ thống tự động vào trạng thái dừng đoạn. Nếu cần tiếp tục lùi, nhấn nút này lần nữa.
Trở về điểm bắt đầu trực tiếp: Sau khi hoàn thành gia công, hoặc sau khi tạm dừng hoặc dừng đoạn, chức năng này có thể dùng để đưa các trục về điểm bắt đầu gia công gần nhất.
Xử lý điểm ngắt: Nếu mất điện trong quá trình gia công hoặc thoát ra sau khi tạm dừng, nếu cần tiếp tục gia công tại điểm ban đầu, nhấn nút này để vào chế độ xử lý điểm ngắt. Nhấn lần nữa để hủy chế độ xử lý điểm ngắt.
Sau khi vào màn hình chính của gia công tự động, có thể chuyển sang trạng thái hiển thị đồ họa và quan sát xem đồ họa có đúng và có phải là đồ họa cần gia công không để xác nhận có thực hiện gia công hay không.
Nếu có thông báo lỗi ở khu vực hiển thị phụ khi vào chế độ tự động, vui lòng vào chức năng "lập trình" để sửa theo loại lỗi và dòng chương trình lỗi, sau đó vào "tự động" để gia công.
Nếu bản vẽ thiết kế sai, vui lòng vào chức năng "lập trình" để sửa, sau đó vào "tự động" để gia công.
Góc của bánh dẫn hướng hiển thị phải khớp với góc thực tế. Góc của hai bánh dẫn hướng có bình thường và chính xác không?
F +: tăng tốc độ nhanh, tăng nhanh khi nhấn hơn nửa giây, tối đa 200%
F-: giảm tốc độ nhanh, giảm nhanh khi nhấn hơn nửa giây, tối thiểu 0%
S +: tăng tốc độ RPM nhanh, tăng nhanh khi nhấn hơn nửa giây, tối đa 200%
S-: giảm tốc độ RPM nhanh, giảm nhanh khi nhấn hơn nửa giây, tối thiểu 0%
Có cần gia công đoạn đơn không (Dừng sau khi hoàn thành mỗi đoạn chương trình, chờ khởi động lại.)
Có cần gia công từ điểm ngắt không (Chức năng này không dùng được khi không có điểm ngắt đúng hoặc chương trình bị thay đổi.)
Lần đầu sử dụng, hãy cài đặt tham số gia công phù hợp trong phần tham số.
Cửa sổ chính: Nhấn <Khởi động> để bắt đầu gia công tự động. Trong quá trình gia công tự động, sẽ tạm dừng khi gặp lệnh M00.

Khi cần thay đổi tốc độ gia công, nhấn các phím "+" và "-" để tăng hoặc giảm giá trị nhân tốc độ, thay đổi tốc độ gia công.
Khi cần thay đổi tốc độ dây, nhấn các phím "+" và "-" để tăng hoặc giảm giá trị nhân tốc độ, thay đổi tốc độ tuyến tính.
Lưu ý: Phạm vi điều chỉnh là gấp 2 lần giá trị tối đa đã đặt.
Trong quá trình gia công tự động, nhấn "Dừng" để giảm tốc và dừng quá trình gia công, hiển thị tạm dừng để vào trạng thái tạm dừng.
Ở trạng thái tạm dừng, có thể nhấn "lùi lại theo đường ban đầu" để vào chế độ lùi lại. Có thể nhấn "Khởi động" để tiếp tục vào trạng thái gia công.
Hiển thị tọa độ: X, Y, A, B, C là tọa độ tuyệt đối của máy.
XO, YO, AO, BO, và C0 là tọa độ tuyệt đối của chương trình. (Chỉ có thể xóa tọa độ tuyệt đối của chương trình.)
XR và YR là tọa độ dư của đoạn hiện tại, lượng dư gia công của đoạn này.
Hiển thị chương trình: đoạn đang thực hiện hiển thị màu xanh lá.
Các đoạn chờ thực hiện tiếp theo hiển thị màu trắng.
Hiển thị tốc độ: giá trị cài đặt tốc độ, liên quan đến tốc độ F trong chương trình.
Tỷ lệ nhân tốc độ hiện tại, liên quan đến việc sử dụng F +, F-
Tốc độ hiện tại liên quan đến giá trị cài đặt tốc độ, tỷ lệ nhân tốc độ và quá trình tăng/giảm tốc.
Hiển thị RPM: giá trị cài đặt tốc độ RPM, liên quan đến tốc độ S trong chương trình
Tỷ lệ nhân RPM hiện tại, liên quan đến việc sử dụng S +, S-
RPM hiện tại liên quan đến giá trị cài đặt RPM, tỷ lệ nhân RPM và RPM tối đa của động cơ.
Thời gian gia công: Tính từ khi nhấn "Khởi động" đến khi hoàn thành gia công.
Thời gian trì hoãn gia công: Đếm ngược, chính xác đến 1 giây
Trạng thái I/O: Hiển thị trạng thái đầu vào/đầu ra hiện tại
Hiển thị cảnh báo: Thông tin cảnh báo hiện tại, hiển thị thay đổi mỗi nửa giây
Hiển thị tạm dừng/dừng đoạn: Hiển thị "Dừng" khi vào trạng thái dừng đoạn, và "Tạm dừng" khi vào trạng thái tạm dừng. Trạng thái này cũng hiển thị khi thoát chế độ tự động.
Cửa sổ chính: nhấn nút <chương trình> để vào màn hình vận hành lập trình
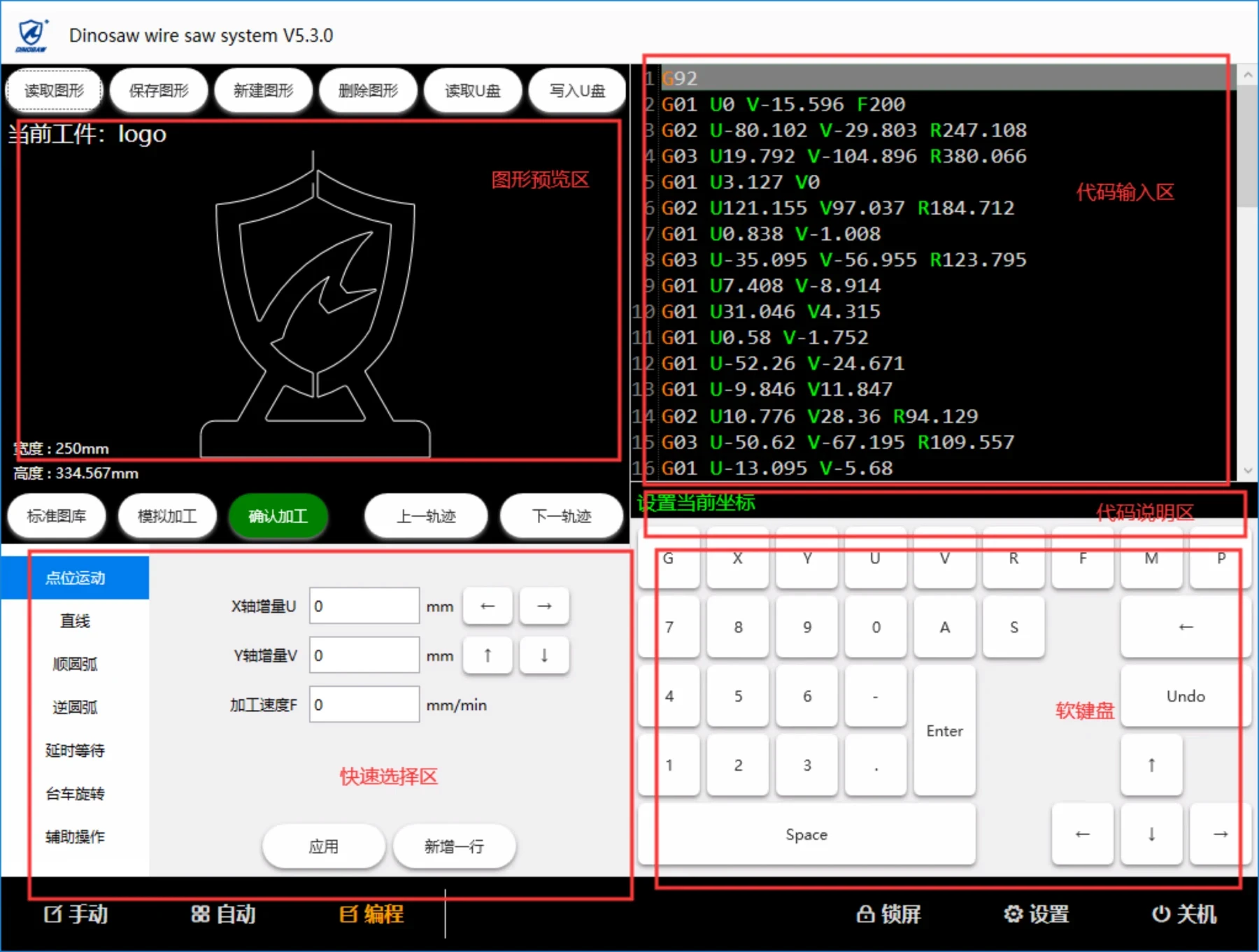
Cửa sổ này dùng để nhập hoặc chỉnh sửa mã chương trình. Khi vào cửa sổ này sẽ hiển thị chương trình đồ họa hiện tại. Nếu muốn lưu thay đổi vào đĩa, có thể sử dụng chức năng lưu đồ họa.
Đọc đồ họa: chọn một đồ họa từ danh sách để đọc.
Lưu đồ họa: lưu nội dung hiện tại với tên tệp hiện tại (hoặc lưu nếu đặt tên tệp mới).
Tạo đồ họa mới: xóa nội dung hiện tại và tạo đồ họa mới.
Xóa đồ họa: xóa đồ họa hiện tại.
Đọc USB: chọn đọc tệp DXF hoặc TXT từ USB vào vùng chương trình hiện tại.
Ghi USB: ghi vùng chương trình hiện tại vào USB.
Đường trước: chuyển đường hiện tại sang đường đầu tiên
Đường tiếp theo: chuyển đường hiện tại sang đường tiếp theo
phím số 0-9, dấu thập phân ". ", dấu âm "-", phím cách (space), phím enter (enter), các phím ký tự G U V R F M P A,
Phím di chuyển con trỏ: lên "↑", xuống "↓", trái "←", phải "→",
Hoàn tác(Undo),
Phím xóa (←-),
Phím lên/xuống di chuyển dòng con trỏ, lên đến dòng hướng dẫn đầu tiên; phím xuống di chuyển đến dòng hướng dẫn cuối cùng; phím trái/phải di chuyển cột con trỏ, phím trái di chuyển về đầu dòng hướng dẫn (ký tự đầu tiên bên trái) rồi tiếp tục sang cuối dòng hướng dẫn trước (ký tự cuối cùng bên phải); phím phải di chuyển sang phải, đến cuối dòng rồi tiếp tục sang dòng hướng dẫn tiếp theo;
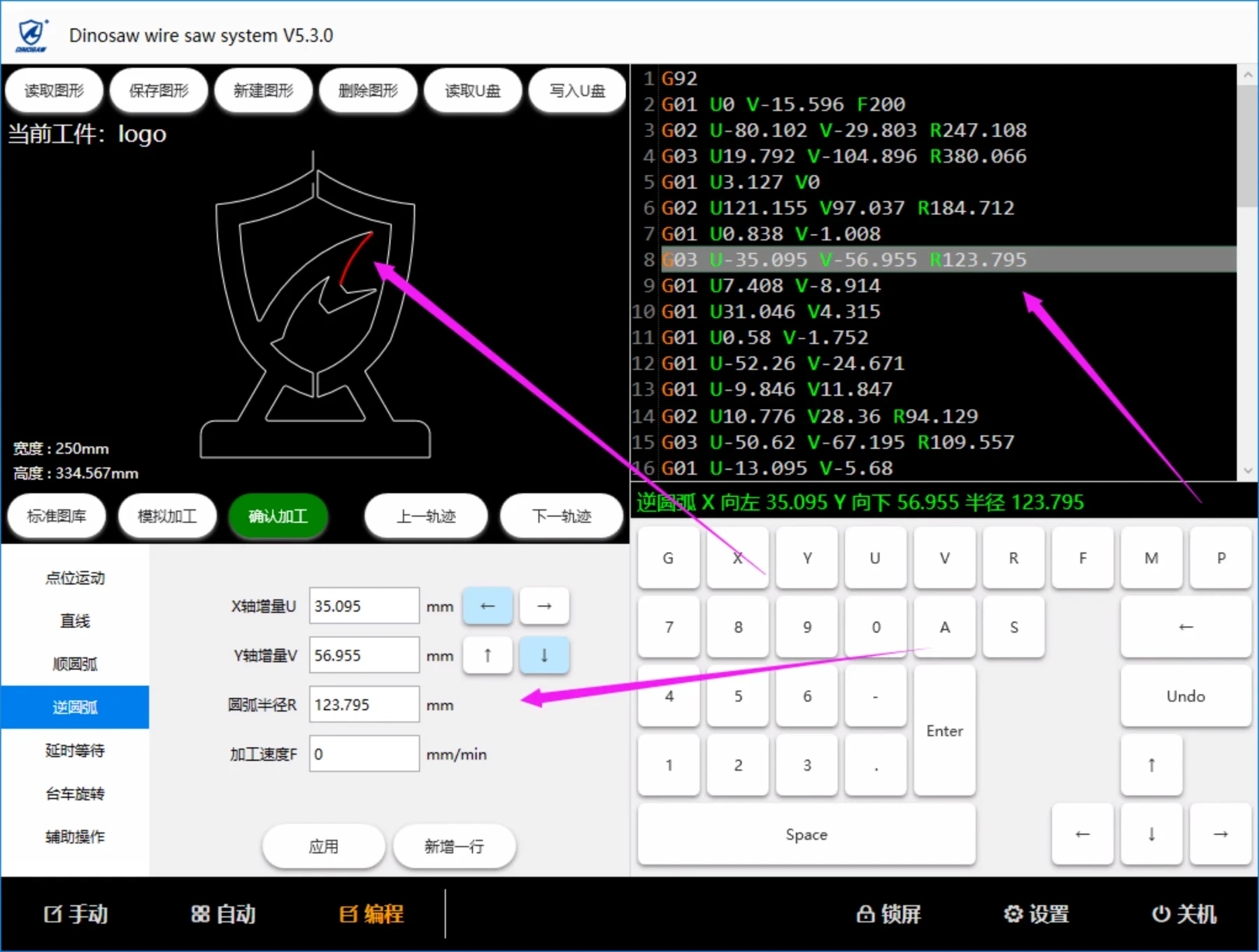
Ở khu vực xem trước đồ họa, đoạn dòng tương ứng sẽ được làm nổi bật theo hướng dẫn dòng hiện tại, và các tham số dòng hiện tại sẽ tự động điền vào khu vực chọn nhanh phía dưới, như hình dưới.
Nhấn phím Hoàn tác một lần để hoàn tác thao tác trước đó ở vùng nhập mã.
Di chuyển con trỏ đến đầu dòng, nhấn "enter" để chèn dòng mới.
 Tiếng Việt
Tiếng Việt
Giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Xin chào 👋 Chúng tôi có thể giúp gì cho bạn?