




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français



Ms.Lizzy
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 19, 20255 МИНУТ ЧТЕНИЯ
Sep 19, 20255 МИНУТ ЧТЕНИЯ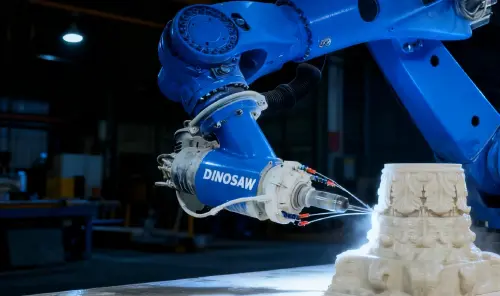 Sep 19, 20255 МИНУТ ЧТЕНИЯ
Sep 19, 20255 МИНУТ ЧТЕНИЯТехнический разбор 7-осевой ячейки для резьбы по камню DINOSAW. Изучите её архитектуру, основные компоненты, рабочие параметры и методы предотвращения отказов при обработке гранита, мрамора и известняка. Достигается повторяемость ±0,06 мм.
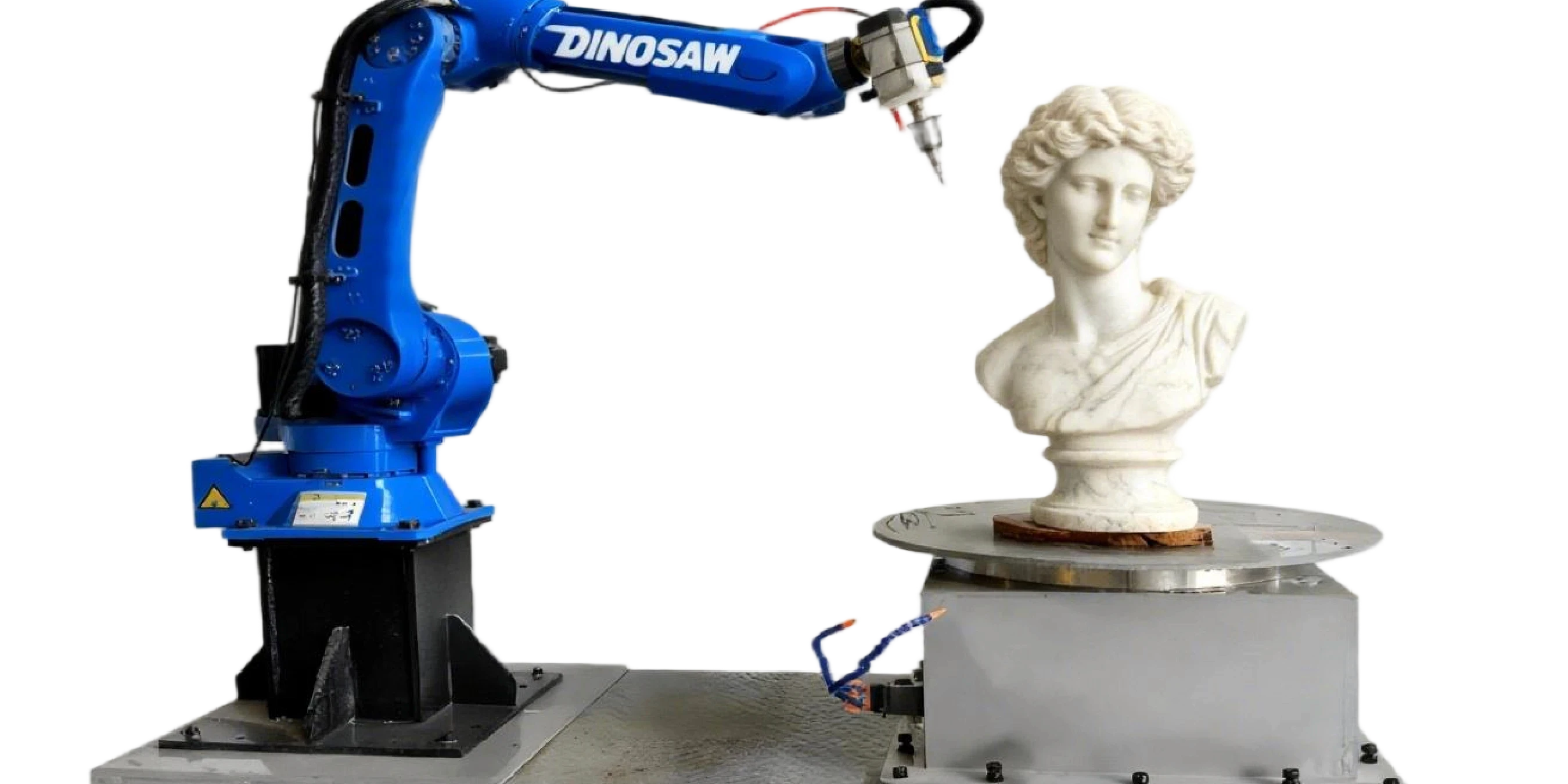
Резьба по граниту, мрамору и известняку испытывает механические пределы — точность, жёсткость и контроль пыли/шлама. 7-осевая роботизированная ячейка для резьбы по камню (6-осевой робот + поворотный стол + шпиндель с водяным охлаждением) обеспечивает повторяемость (±0,06 мм, по данным производителя), более безопасную работу и предсказуемое время цикла.
См. DINOSAW роботизированная резьба по камню для ознакомления с эталонной архитектурой на базе алмазного инструмента.
Нужно адаптировать эти технические характеристики под ваше производство? Наши инженеры предоставят подробный план интеграции.
Эффективность ячейки основана на слаженном взаимодействии четырёх опор: механика, управление, программное обеспечение и безопасность. Типовой рабочий процесс начинается с 3D-сканирования или CAD-модели, которые импортируются в CAM-программу для генерации многоосевой траектории инструмента. Затем эта программа отправляется в контроллер робота, который выполняет сложные синхронизированные движения, необходимые для резьбы.
Каждый компонент внутри роботизированной ячейки для обработки камня имеет определённый рабочий диапазон. Понимание этих параметров — от шпинделя с водяным охлаждением до специфического алмазного инструмента DINOSAW — критично для оптимизации процесса и устранения неисправностей.
| Компонент | Ключевые параметры и типовые диапазоны |
|---|---|
| Шпиндель с водяным охлаждением | Скорость: 6 000–24 000 об/мин; Крутящий момент: Н·м при различных оборотах; Расход охлаждающей жидкости: 5–15 л/мин (1,3–4,0 гал/мин) |
| Алмазный инструмент DINOSAW | Диаметры хвостовика: 6 мм, 8 мм, 12 мм; Типы инструмента: шаровые/плоские фрезы, конические гравировальные фрезы, V-образные фрезы, борфрезы. |
| Поворотный стол (7-я ось) | Диаметр: подбирается под максимальный размер блока (уточнить при проектировании оснастки), мм/дюйм; Макс. нагрузка: подбирается под самый тяжёлый блок (уточнить при механическом проектировании), кг. |
| Система зрения/сканирования | Разрешение: зависит от модели сканера (уточнить у поставщика), шаг между точками — мм. |
Профилактическое обслуживание и понимание режимов отказа необходимы для максимального времени безотказной работы в условиях интенсивной резьбы по камню.

Роботизированная ячейка не работает изолированно. Её способность взаимодействовать с другими системами завода и поддерживать стандартные форматы данных определяет её полезность.
Следующие таблицы дают консервативные стартовые параметры для обработки различных типов камня. Их необходимо уточнять с учётом конкретной машины, инструмента и партии материала.
| Процесс | Инструмент | Скорость шпинделя (об/мин) | Подача (мм/мин) | Шаг |
|---|---|---|---|---|
| Черновая обработка | Шаровая фреза DINOSAW | 8 000–12 000 | 1 000–2 000 | 40-50% диаметра инструмента |
| Чистовая обработка/гравировка | V-образная фреза DINOSAW | 15 000–20 000 | 500–1 000 | Н/Д |
| Процесс | Инструмент | Скорость шпинделя (об/мин) | Подача (мм/мин) | Шаг |
|---|---|---|---|---|
| Черновая обработка | Шаровая фреза DINOSAW | 10 000–15 000 | 1 500–3 000 | 50-60% диаметра инструмента |
| Чистовая обработка | Коническая фреза DINOSAW | 18 000–24 000 | 800–1 500 | 5-10% диаметра инструмента |
| Процесс | Инструмент | Скорость шпинделя (об/мин) | Подача (мм/мин) | Шаг |
|---|---|---|---|---|
| Черновая обработка | Шаровая фреза DINOSAW | 12 000–18 000 | 2 500–4 000 | 50-70% диаметра инструмента |
| Чистовая обработка | Коническая фреза DINOSAW | 20 000–24 000 | 1 200–2 000 | 10-15% диаметра инструмента |
7-осевая ячейка DINOSAW — это инженерная экосистема, созданная для высокой точности и надёжности при обработке камня. Её архитектура — от шпинделя с водяным охлаждением и алмазного инструмента DINOSAW до надёжной системы управления — напрямую снижает риски типичных отказов, таких как вибрация и тепловой дрейф. Для инженеров и обслуживающего персонала это означает большее время безотказной работы, стабильное качество и более безопасные условия труда. Следующий шаг — адаптировать эти технические возможности под ваши задачи.
Обычно выбирают грузоподъёмность, соответствующую самому тяжёлому блоку (уточнить при проектировании), кг, и досягаемость, покрывающую максимальные размеры обрабатываемой детали (уточнить при планировке), мм/дюйм. Это должно учитывать вес шпинделя, сменщика инструмента и самого инструмента. Поворотный стол подбирается по диаметру под максимальный размер блока (уточнить при проектировании оснастки), мм/дюйм.
Планируйте диаметр стола под максимальный размер блока (уточнить при проектировании оснастки), мм/дюйм, с максимальной нагрузкой, соответствующей самому тяжёлому блоку (уточнить при механическом проектировании), кг. Точность позиционирования обычно указывается в угловых секундах (уточнить у поставщика). Обеспечьте достаточный зазор вокруг стола для полного диапазона движения робота.
Контролируйте температуру шпинделя согласно рекомендациям производителя (охлаждение и температурный контроль). Рассмотрите цикл прогрева и планируйте критические чистовые проходы после стабилизации температуры.
Система обычно поддерживает промышленные протоколы, такие как Profinet или OPC UA, для интеграции. Уточните конкретные потребности по протоколам на этапе проектирования. Это позволит реализовать карту сигналов ввода/вывода для периферии (оснастка, датчики) и интеграцию в общий контур безопасности.
Стандартные меры безопасности включают аварийную остановку и блокируемые двери доступа, а также защиту кожухов (например, IP65) и мониторинг состояния шпинделя. Ознакомьтесь с местными стандартами по обязательным устройствам и периодичности их проверки.
Распространённые методы — мониторинг нагрузки на шпиндель для выявления роста, использование программных счётчиков ресурса инструмента для своевременной замены или интеграция лазерного измерителя для автоматического контроля размеров инструмента между циклами.
Да. Программное обеспечение для офлайн-программирования (OLP), например SprutCAM, необходимо для максимального времени работы оборудования, так как позволяет программировать, пока машина занята. Оно также критично для симуляции сложных 7-осевых движений во избежание столкновений и преобразования 3D-сканов в исполняемые траектории.
 Русский
Русский
Получите простое решение
Онлайн-чат
Здравствуйте, это Лиззи из DINOSAW (не робот). Какую машину (модель) вы хотите? Пожалуйста, напишите нам в WhatsApp сейчас
Здравствуйте 👋 Чем можем помочь?