




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Frau Lizzy
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Öffnungszeiten:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 19, 20255 MIN LESEZEIT
Sep 19, 20255 MIN LESEZEIT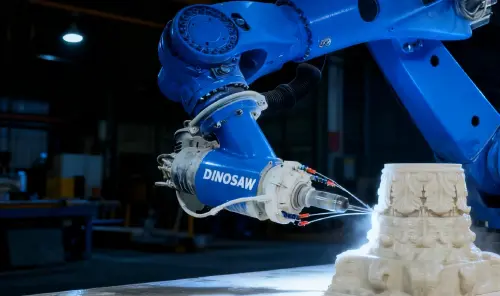 Sep 19, 20255 MIN LESEZEIT
Sep 19, 20255 MIN LESEZEITEine technische Analyse der DINOSAW 7-Achs-Roboterzelle für die Steinbearbeitung. Erforschen Sie deren Aufbau, Kernkomponenten, Betriebsparameter und Fehlervermeidung für Granit, Marmor und Kalkstein. Erreicht eine Wiederholgenauigkeit von ±0,06 mm.
Die Steinbearbeitung in Granit, Marmor und Kalkstein fordert mechanische Grenzen heraus – Präzision, Steifigkeit und Kontrolle von Staub/Schlamm. Eine 7-Achs-Roboterzelle für die Steinbearbeitung (6-Achs-Roboter + Drehtisch + wassergekühlte Spindel) bietet Wiederholgenauigkeit (±0,06 mm, Herstellerangabe), sicherere Abläufe und vorhersehbare Zykluszeiten.
Siehe die DINOSAW Roboter-Steinbearbeitung für die Referenzarchitektur, die von Diamantwerkzeugen angetrieben wird.
Müssen Sie diese technischen Spezifikationen auf Ihre Produktion abstimmen? Unsere Ingenieure können einen detaillierten Integrationsplan bereitstellen.
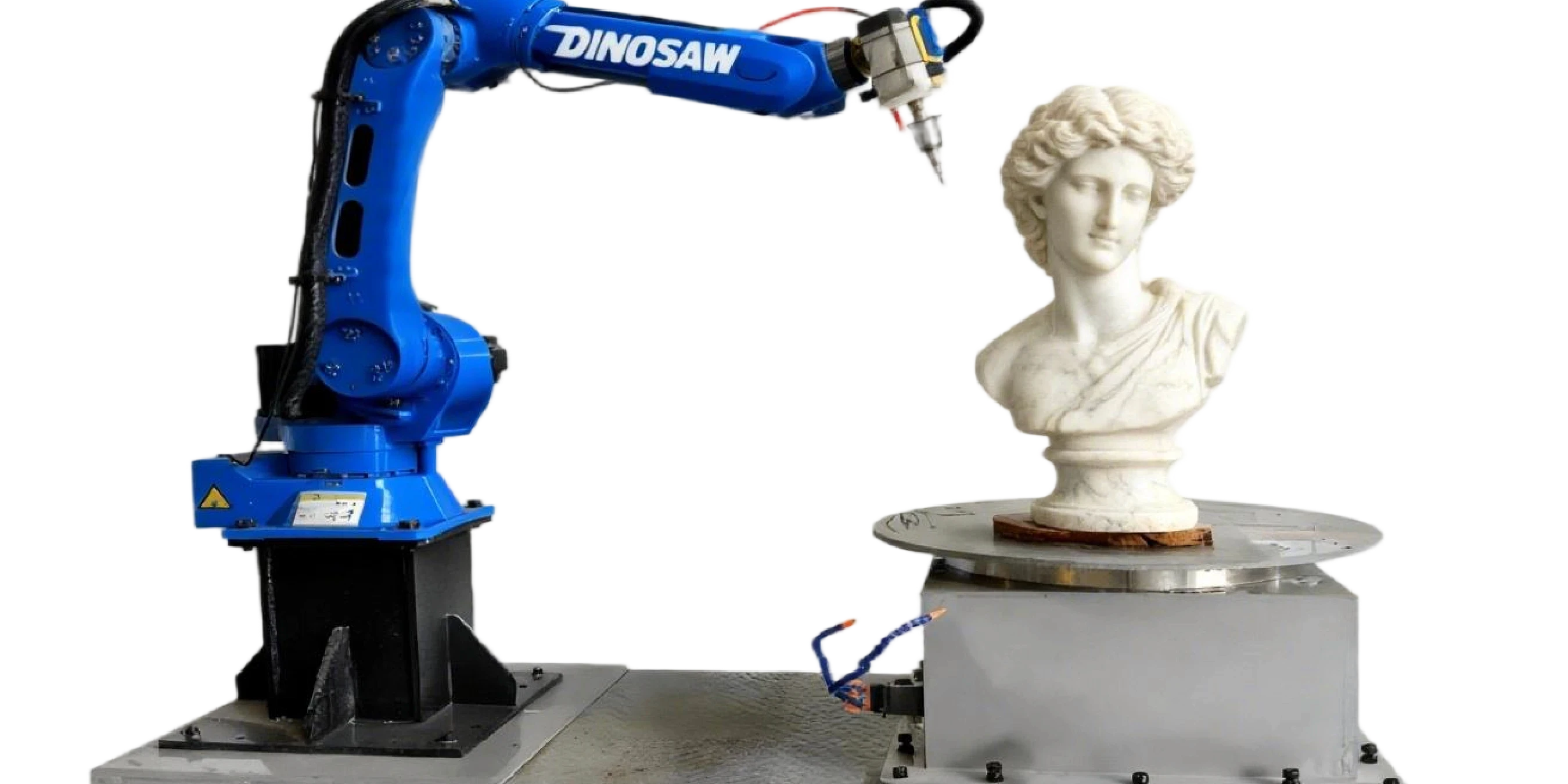
Die Leistungsfähigkeit der Zelle basiert auf dem nahtlosen Zusammenspiel von vier Säulen: Mechanik, Steuerung, Software und Sicherheit. Ein typischer Arbeitsablauf beginnt mit einem 3D-Scan oder CAD-Modell, das in die CAM-Software importiert wird, um eine mehrachsige Werkzeugbahn zu generieren. Dieses Programm wird anschließend an den Roboter-Controller gesendet, der die komplexen, synchronisierten Bewegungen für die Bearbeitung ausführt.
Jede Komponente innerhalb der Steinroboterzelle hat einen definierten Betriebsbereich. Das Verständnis dieser Parameter – von der wassergekühlten Spindel des Bearbeitungssystems bis hin zu den spezifischen DINOSAW Diamantwerkzeugen – ist entscheidend für Prozessoptimierung und Fehlerbehebung.
| Komponente | Schlüsselparameter & Typische Bereiche |
|---|---|
| Wassergekühlte Spindel | Drehzahl: 6.000–24.000 U/min; Drehmoment: Nm bei verschiedenen Drehzahlen; Kühlmittelfluss: 5–15 L/min (1,3–4,0 gpm) |
| DINOSAW Diamantwerkzeuge | Schaftdurchmesser: 6 mm, 8 mm, 12 mm; Werkzeugfamilien: Kugelkopffräser/Flachfräser, konische Gravierstichel, V-Nut-Fräser, Frässtifte. |
| Drehtisch (7. Achse) | Durchmesser: auf maximale Blockgröße abgestimmt (bei Vorrichtungsdesign bestätigen), mm/in; Max. Last: auf schwersten Block abgestimmt (bei mechanischem Design bestätigen), kg. |
| Vision-/Scansystem | Auflösung: Scannerauflösung variiert je nach Modell (mit Anbieter abklären), mm-Punktabstand. |
Vorausschauende Wartung und das Verständnis von Fehlerbildern sind entscheidend, um die Betriebszeit in einer stark beanspruchten Steinbearbeitungsumgebung zu maximieren.

Eine Roboterzelle arbeitet nicht isoliert. Ihre Fähigkeit, mit anderen Fabriksystemen zu kommunizieren und Standarddatenformate zu akzeptieren, ist entscheidend für ihren Nutzen.
Die folgenden Tabellen bieten konservative Ausgangswerte für die Bearbeitung verschiedener Steinsorten. Diese müssen je nach Maschine, Werkzeug und Materialcharge angepasst werden.
| Prozess | Werkzeug | Spindeldrehzahl (U/min) | Vorschub (mm/min) | Überlappung |
|---|---|---|---|---|
| Schruppen | DINOSAW Kugelkopffräser | 8.000–12.000 | 1.000–2.000 | 40-50% des Werkzeugdurchmessers |
| Schlichten/Beschriften | DINOSAW V-Nut-Fräser | 15.000–20.000 | 500–1.000 | N/A |
| Prozess | Werkzeug | Spindeldrehzahl (U/min) | Vorschub (mm/min) | Überlappung |
|---|---|---|---|---|
| Schruppen | DINOSAW Kugelkopffräser | 10.000–15.000 | 1.500–3.000 | 50-60% des Werkzeugdurchmessers |
| Schlichten | DINOSAW konischer Fräser | 18.000–24.000 | 800–1.500 | 5-10% des Werkzeugdurchmessers |
| Prozess | Werkzeug | Spindeldrehzahl (U/min) | Vorschub (mm/min) | Überlappung |
|---|---|---|---|---|
| Schruppen | DINOSAW Kugelkopffräser | 12.000–18.000 | 2.500–4.000 | 50-70% des Werkzeugdurchmessers |
| Schlichten | DINOSAW konischer Fräser | 20.000–24.000 | 1.200–2.000 | 10-15% des Werkzeugdurchmessers |
Die DINOSAW 7-Achs-Bearbeitungszelle ist ein ausgeklügeltes Ökosystem, das für Präzision und Langlebigkeit in der Steinverarbeitung entwickelt wurde. Ihre Architektur – von der wassergekühlten Spindel und den DINOSAW Diamantwerkzeugen bis hin zum robusten Steuerungssystem – wirkt gängigen Fehlerbildern wie Rattern und thermischem Driften gezielt entgegen. Für Ingenieure und Wartungsteams bedeutet dies höhere Verfügbarkeit, gleichbleibende Qualität und ein sichereres Arbeitsumfeld. Der nächste Schritt besteht darin, diese technischen Fähigkeiten auf Ihre spezifischen Betriebsanforderungen abzustimmen.
Eine Nutzlast, die auf Ihren schwersten Block abgestimmt ist (bei mechanischem Design bestätigen), kg und eine Reichweite, die auf Ihr größtes Werkstück abgestimmt ist (bei Layout bestätigen), mm/in, sind typische Ausgangswerte. Dabei muss das Gewicht von Spindel, Werkzeugwechsler und Werkzeug berücksichtigt werden. Der Drehtisch hat einen Durchmesser, der auf die maximale Blockgröße abgestimmt ist (bei Vorrichtungsdesign bestätigen), mm/in.
Planen Sie einen Tischdurchmesser, der auf die maximale Blockgröße abgestimmt ist (bei Vorrichtungsdesign bestätigen), mm/in, mit einer maximalen Traglast, die auf Ihren schwersten Block abgestimmt ist (bei mechanischem Design bestätigen), kg. Die Indexiergenauigkeit wird üblicherweise in Bogensekunden angegeben (mit Anbieter abklären). Sorgen Sie für ausreichenden Freiraum um den Tisch für den vollen Bewegungsbereich des Roboters.
Die Spindeltemperatur gemäß Herstellerangaben steuern (Kühlung und Temperaturregelung). Erwägen Sie einen Warmfahrzyklus und planen Sie kritische Endbearbeitungsschritte nach der thermischen Stabilisierung ein.
Das System unterstützt in der Regel Industrieprotokolle wie Profinet oder OPC UA zur Integration. Klären Sie spezifische Protokollanforderungen in der Designphase. Dies ermöglicht die I/O-Zuordnung für Peripheriegeräte (Vorrichtungen, Sensoren) und die Integration in einen zentralen Sicherheitskreis.
Typische Sicherheitsmaßnahmen umfassen einen Not-Aus-Kreis und verriegelte Zugangstüren, ergänzt durch Gehäuseschutz (z. B. IP65) und Spindelstatusüberwachung. Konsultieren Sie lokale Normen für erforderliche Einrichtungen und Prüfintervalle.
Gängige Methoden sind die Überwachung von Spindellasttrends, softwarebasierte Werkzeugstandzähler zum Auslösen eines Wechsels oder die Integration eines Laser-Werkzeugmesssystems zur automatischen Messung der Werkzeugabmessungen zwischen den Zyklen.
Ja. Offline-Programmier-Software (OLP) (z. B. SprutCAM) ist unerlässlich, um die Maschinenlaufzeit zu maximieren, da sie Programmierung während des Betriebs ermöglicht. Sie ist außerdem entscheidend für die Simulation komplexer 7-Achs-Bewegungen zur Kollisionsvermeidung und zur Umwandlung von 3D-Scandaten in ausführbare Werkzeugbahnen.
 Deutsch
Deutsch
Einfache Lösung erhalten
Online-Chat
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Hallo 👋 Wie können wir helfen?