




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



Ms.Lizzy
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Giờ mở cửa:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 19, 2025ĐỌC 5 PHÚT
Sep 19, 2025ĐỌC 5 PHÚT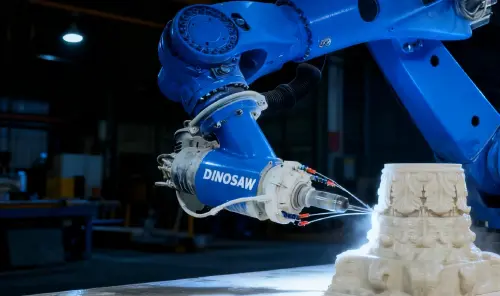 Sep 19, 2025ĐỌC 5 PHÚT
Sep 19, 2025ĐỌC 5 PHÚTPhân tích kỹ thuật về tế bào robot khắc đá 7 trục DINOSAW. Khám phá kiến trúc, các thành phần cốt lõi, thông số vận hành và các biện pháp giảm thiểu sự cố cho đá granite, đá cẩm thạch và đá vôi. Đạt độ lặp lại ±0,06 mm.
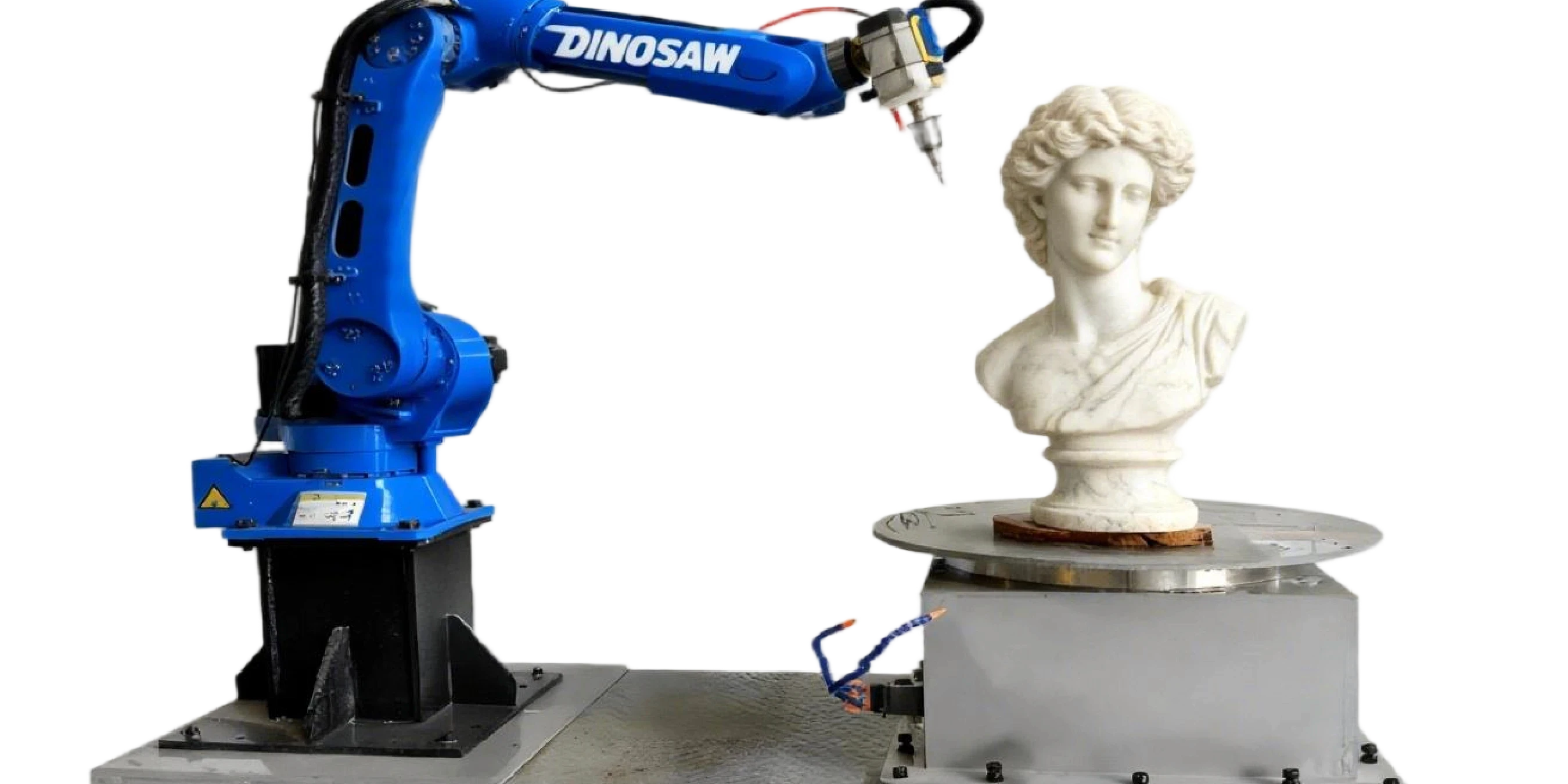
Chế tác đá granite, đá cẩm thạch và đá vôi đòi hỏi giới hạn cơ học cao—độ chính xác, độ cứng vững và kiểm soát bụi/bùn. Một tế bào robot khắc đá 7 trục (robot 6 trục + bàn xoay + trục chính làm mát bằng nước) mang lại độ lặp lại (±0,06 mm, theo nhà sản xuất), vận hành an toàn hơn và thời gian chu trình dự đoán được.
Xem robot khắc đá DINOSAW để tham khảo kiến trúc sử dụng dụng cụ kim cương.
Cần đối chiếu các thông số kỹ thuật này với dây chuyền sản xuất của bạn? Kỹ sư của chúng tôi có thể cung cấp kế hoạch tích hợp chi tiết.
Hiệu suất của tế bào dựa trên sự phối hợp liền mạch của bốn trụ cột: cơ khí, điều khiển, phần mềm và an toàn. Quy trình điển hình bắt đầu bằng quét 3D hoặc mô hình CAD, được nhập vào phần mềm CAM để tạo đường chạy dao đa trục. Chương trình này sau đó được gửi đến bộ điều khiển robot, thực hiện các chuyển động phức tạp, đồng bộ cần thiết cho việc khắc.
Mỗi thành phần trong tế bào robot đá đều có dải hoạt động xác định. Hiểu rõ các thông số này—từ trục chính làm mát bằng nước cho hệ thống khắc đến dụng cụ kim cương DINOSAW—là chìa khóa để tối ưu hóa quy trình và xử lý sự cố.
| Thành phần | Thông số chính & Dải điển hình |
|---|---|
| Trục Chính Làm Mát Bằng Nước | Tốc độ: 6.000–24.000 vòng/phút; Mô-men xoắn: Nm ở các tốc độ khác nhau; Lưu lượng làm mát: 5–15 L/phút (1,3–4,0 gpm) |
| Dụng Cụ Kim Cương DINOSAW | Kích thước cán: 6 mm, 8 mm, 12 mm; Dòng dụng cụ: Dao cầu/dao đầu phẳng, mũi khắc côn, mũi V, mũi phá. |
| Bàn Xoay (Trục thứ 7) | Đường kính: phù hợp kích thước khối tối đa (xác nhận khi thiết kế gá), mm/in; Tải trọng tối đa: chọn theo khối nặng nhất (xác nhận khi thiết kế cơ khí), kg. |
| Hệ Thống Quét/Thị Giác | Độ phân giải: Độ phân giải máy quét thay đổi theo mẫu (xác nhận với nhà cung cấp), khoảng cách điểm mm. |
Bảo trì chủ động và hiểu biết về các dạng hỏng là yếu tố quan trọng để tối đa hóa thời gian hoạt động trong môi trường khắc đá mài mòn cao.

Một tế bào robot không hoạt động độc lập. Khả năng giao tiếp với các hệ thống khác trong nhà máy và chấp nhận các định dạng dữ liệu tiêu chuẩn là chìa khóa cho tính hữu dụng của nó.
Bảng sau cung cấp các thông số khởi điểm bảo thủ cho khắc các loại đá khác nhau. Cần tinh chỉnh dựa trên máy, dụng cụ và lô vật liệu cụ thể.
| Quy trình | Dụng cụ | Tốc độ trục chính (RPM) | Tốc độ tiến dao (mm/phút) | Bước |
|---|---|---|---|---|
| Khắc thô | Dao cầu DINOSAW | 8.000–12.000 | 1.000–2.000 | 40-50% đường kính dụng cụ |
| Hoàn thiện/Khắc chữ | Mũi V DINOSAW | 15.000–20.000 | 500–1.000 | N/A |
| Quy trình | Dụng cụ | Tốc độ trục chính (RPM) | Tốc độ tiến dao (mm/phút) | Bước |
|---|---|---|---|---|
| Khắc thô | Dao cầu DINOSAW | 10.000–15.000 | 1.500–3.000 | 50-60% đường kính dụng cụ |
| Hoàn thiện | Mũi côn DINOSAW | 18.000–24.000 | 800–1.500 | 5-10% đường kính dụng cụ |
| Quy trình | Dụng cụ | Tốc độ trục chính (RPM) | Tốc độ tiến dao (mm/phút) | Bước |
|---|---|---|---|---|
| Khắc thô | Dao cầu DINOSAW | 12.000–18.000 | 2.500–4.000 | 50-70% đường kính dụng cụ |
| Hoàn thiện | Mũi côn DINOSAW | 20.000–24.000 | 1.200–2.000 | 10-15% đường kính dụng cụ |
Tế bào khắc 7 trục DINOSAW là một hệ sinh thái kỹ thuật được thiết kế cho độ chính xác và độ bền trong chế tác đá. Kiến trúc của nó—từ trục chính làm mát bằng nước, dụng cụ kim cương DINOSAW đến hệ thống điều khiển mạnh mẽ—giúp giảm thiểu trực tiếp các lỗi thường gặp như rung dao động và trôi nhiệt. Đối với kỹ sư và đội bảo trì, điều này đồng nghĩa với thời gian hoạt động cao hơn, chất lượng ổn định và môi trường làm việc an toàn hơn. Bước tiếp theo là đối chiếu các khả năng kỹ thuật này với nhu cầu vận hành cụ thể của bạn.
Tải trọng nên chọn theo khối nặng nhất của bạn (xác nhận khi thiết kế cơ khí), kg và tầm với phù hợp với kích thước lớn nhất của sản phẩm (xác nhận khi bố trí), mm/in là điểm khởi đầu điển hình. Cần tính cả trọng lượng trục chính, bộ thay dụng cụ và dụng cụ. Bàn xoay sẽ có kích thước đường kính phù hợp khối tối đa (xác nhận khi thiết kế gá), mm/in.
Lên kế hoạch bàn xoay có đường kính phù hợp khối tối đa (xác nhận khi thiết kế gá), mm/in với tải trọng tối đa chọn theo khối nặng nhất (xác nhận khi thiết kế cơ khí), kg. Độ chính xác chia độ thường được chỉ định bằng giây cung (xác nhận với nhà cung cấp). Đảm bảo đủ khoảng trống quanh bàn cho phạm vi chuyển động đầy đủ của robot.
Quản lý nhiệt độ trục chính theo hướng dẫn nhà sản xuất (làm mát và kiểm soát nhiệt độ). Xem xét chu trình làm nóng và lên lịch các lần hoàn thiện quan trọng sau khi ổn định nhiệt.
Hệ thống thường hỗ trợ các giao thức công nghiệp như Profinet hoặc OPC UA để tích hợp. Xác nhận nhu cầu giao thức cụ thể trong giai đoạn thiết kế. Điều này cho phép ánh xạ I/O cho thiết bị ngoại vi (gá, cảm biến) và tích hợp vào mạch an toàn trung tâm.
Thực hành an toàn điển hình gồm mạch dừng khẩn cấp và cửa ra vào liên động, kết hợp với bảo vệ vỏ (ví dụ: IP65) và giám sát trạng thái trục chính. Tham khảo tiêu chuẩn địa phương về thiết bị bắt buộc và tần suất kiểm tra.
Các phương pháp phổ biến gồm giám sát xu hướng tải trục chính tăng, dùng bộ đếm tuổi thọ dụng cụ dựa trên phần mềm để kích hoạt thay đổi, hoặc tích hợp bộ đo dụng cụ laser để tự động đo kích thước dụng cụ giữa các chu trình.
Có. Phần mềm Lập trình Ngoại tuyến (OLP) (ví dụ: SprutCAM) là thiết yếu để tối đa hóa thời gian hoạt động, cho phép lập trình khi máy đang chạy. Cũng rất quan trọng để mô phỏng chuyển động phức tạp 7 trục nhằm tránh va chạm và chuyển đổi dữ liệu quét 3D thành đường chạy dao thực thi.
 Tiếng Việt
Tiếng Việt
Giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Xin chào 👋 Chúng tôi có thể giúp gì cho bạn?