Manuel Taş Kesme Makineleri Mimarisi & 45° Pah Kontrolü | DINOSAW
lizzy·Nov 5, 2025·6 DAKİKALIK OKUMA
lizzy·Nov 5, 2025·6 DAKİKALIK OKUMA
Granit/mermer/kuvars kenar kesimi için bileşenleri, aralıkları, arıza modlarını ve başlangıç ayarlarını açıklar.
Kısa Özet: Mühendislik Prensipleri
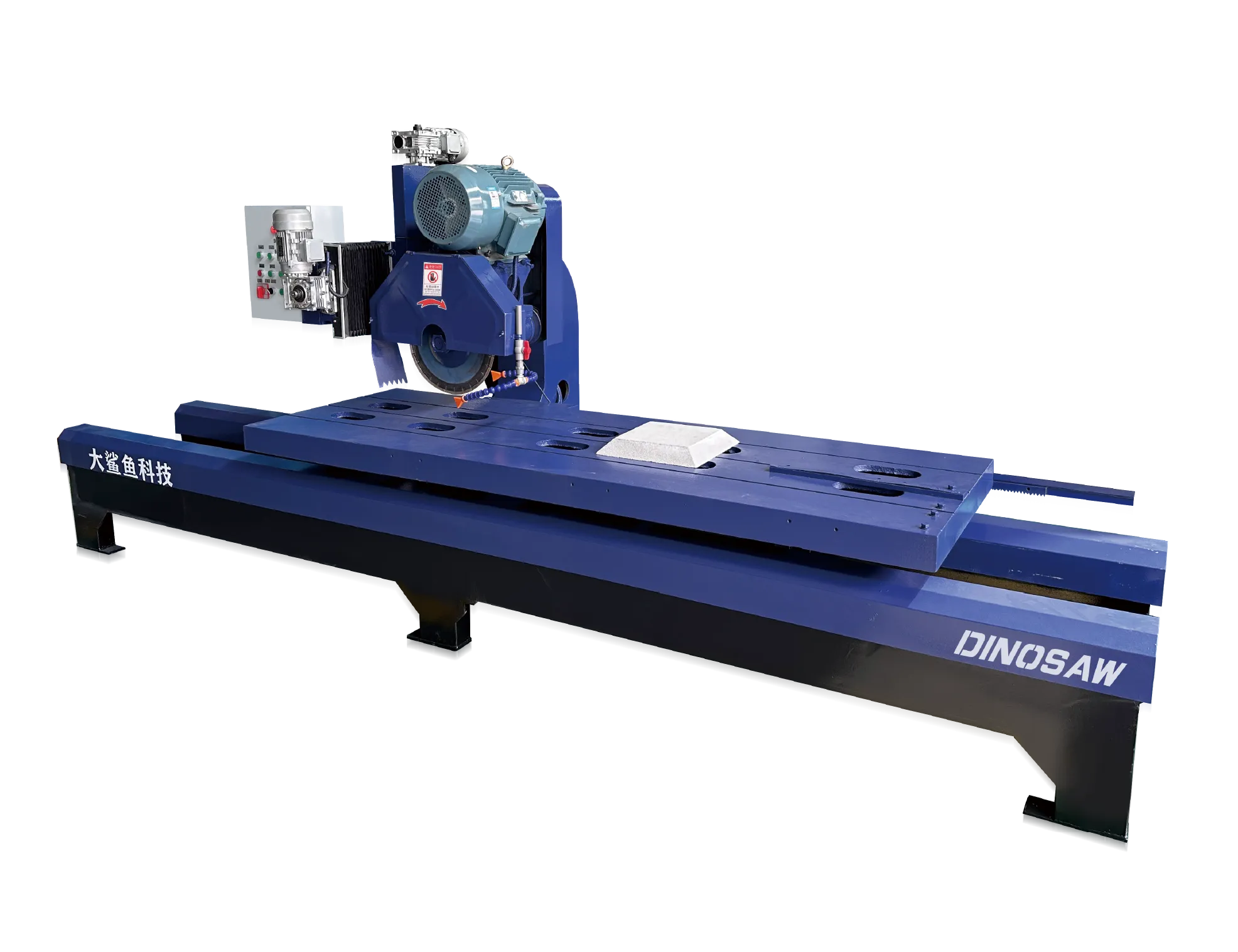
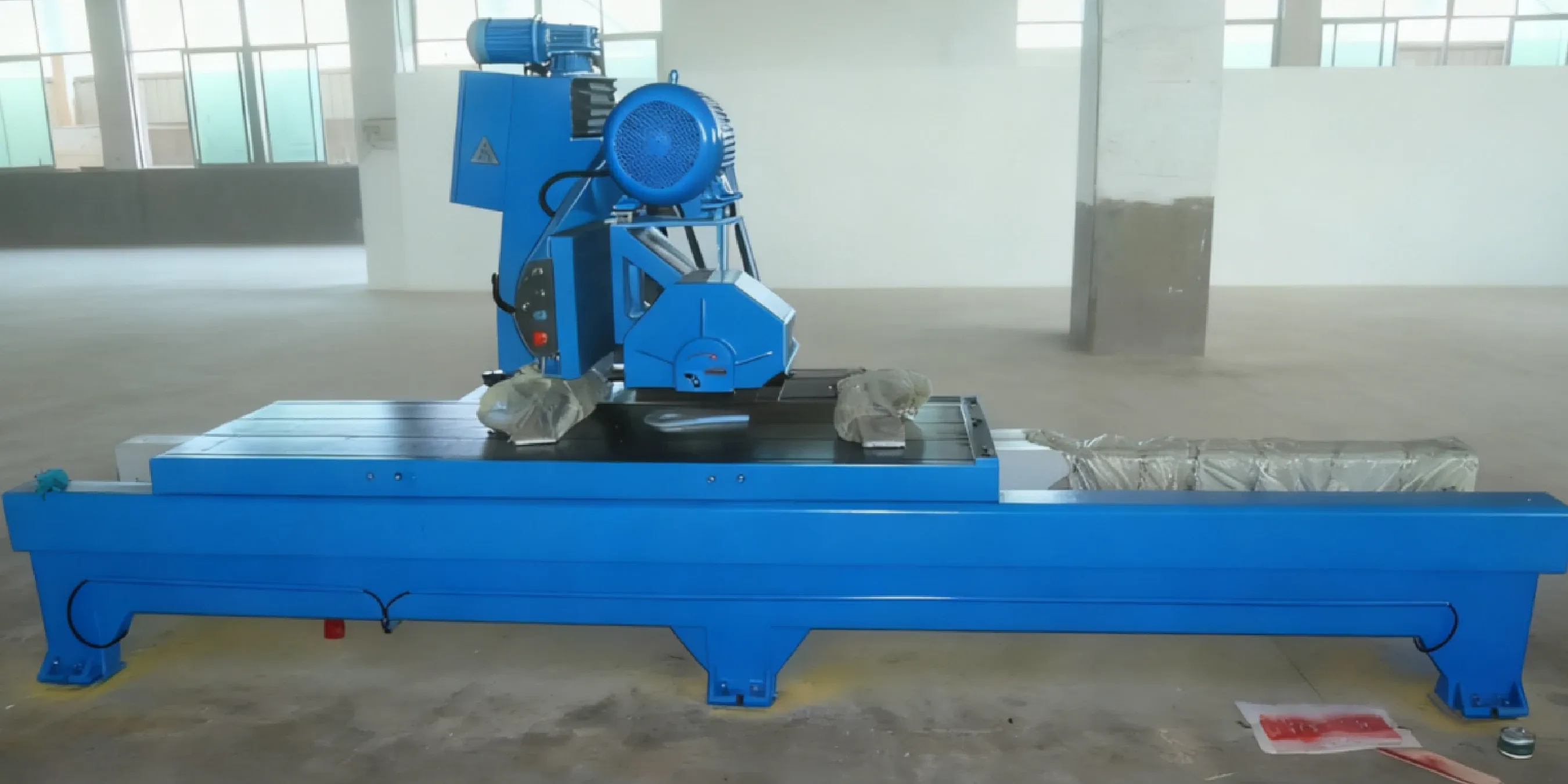
Nedir: Bir manuel endüstriyel taş kesme makinesi yağ banyolu kızaklara ve 45° pah için eğilebilir kafaya sahip, sağlam dökme demir gövdeli bir makinedir.
Neden Daha İyi (Standart Kesimler İçin): Standart işler için karmaşık otomasyon yollarına kıyasla daha hızlı devreye alma, daha düşük bakım ve tekrarlanabilir kenar kalitesi sunar.
Nerede Uygun (ve Nerede Değil): Küçük partilerde düz kesimler ve pahlar için idealdir. Karmaşık eğriler için uygun değildir—bunun yerine bir CNC veya bir Köprülü Kesme Makinası (CNC/PLC) kullanın.
Nasıl Devam Edilir: Malzemeye uygun bir bıçak, malzemeye uygun orta bir devir ve 2–3 m³/saat su akışıyla başlayın. Seri üretime geçmeden önce açıyı test kesimiyle doğrulayın.
Manuel Endüstriyel Taş Kesme Makinesi Nedir ve Neden Standart Geometrilerde Daha İyidir?
SYQJ‑600 Manuel Endüstriyel Taş Kesme Makinesi, ağır hizmet dökme demir gövde, yağ banyolu kızaklar, eğilebilir kesme kafası ve rijit çalışma tablasını birleştiren hassas kenar kesme ve 45° pah sistemidir. Bu sağlam yapı, makinenin performansının temelini oluşturur; çalışma sırasında stabiliteyi sağlar ve titreşimi en aza indirir.
Düz kenarlar ve 45° pahlar gibi standart geometrilerde, basit ve doğrudan kontrol tasarımı kurulum süresini kısaltır, karmaşık programlamadan kaçınır ve daha düşük Toplam Sahip Olma Maliyeti (TCO) ile tutarlı bir yüzey sağlar. CNC makineleri karmaşık eğriler ve çok eksenli desenlerde üstün kalsa da, bu manuel kesici en yaygın imalat görevlerinde daha hızlı ve ekonomik bir üretim yolu sunar.
Prensipler & Mimari
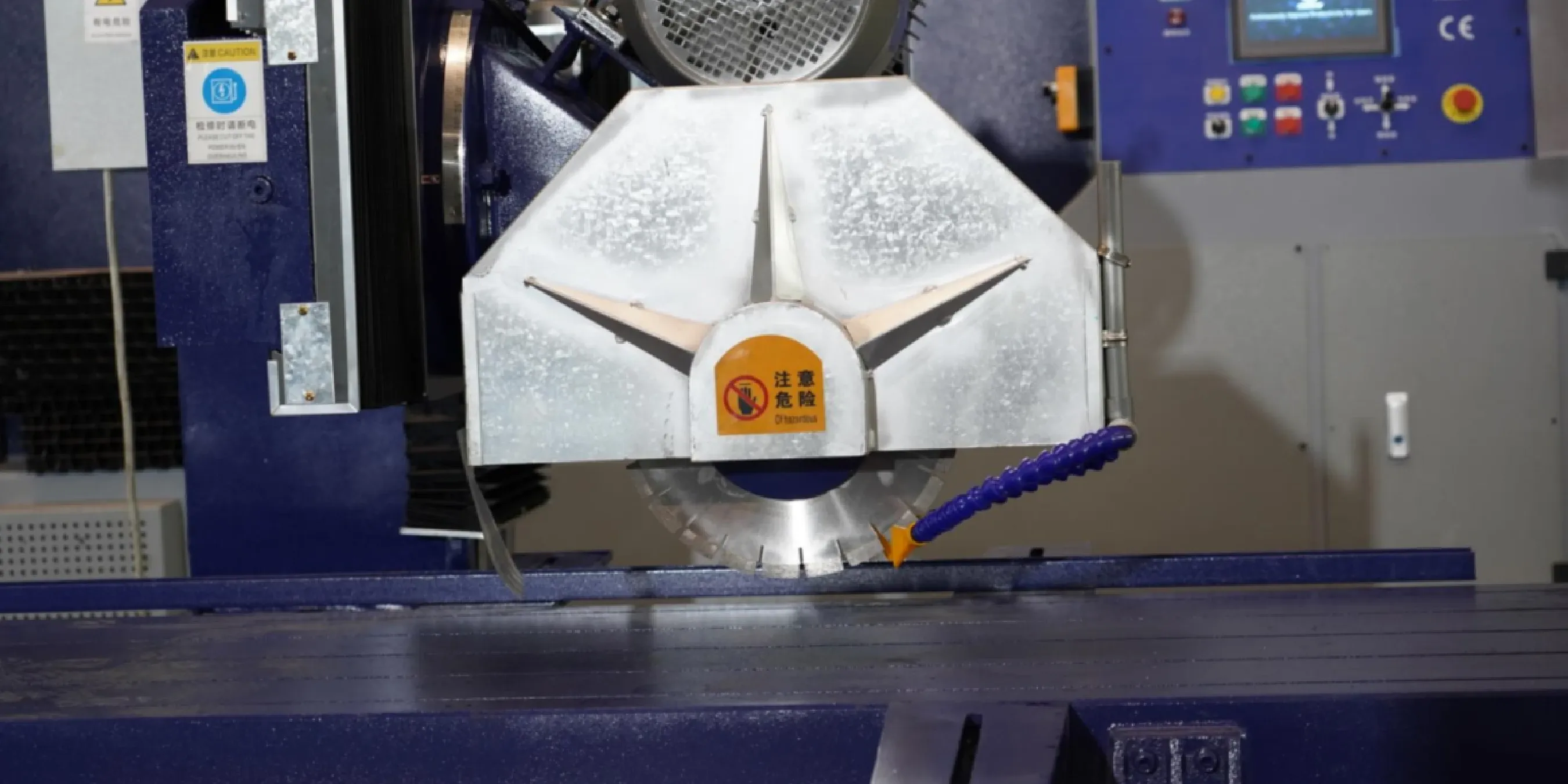
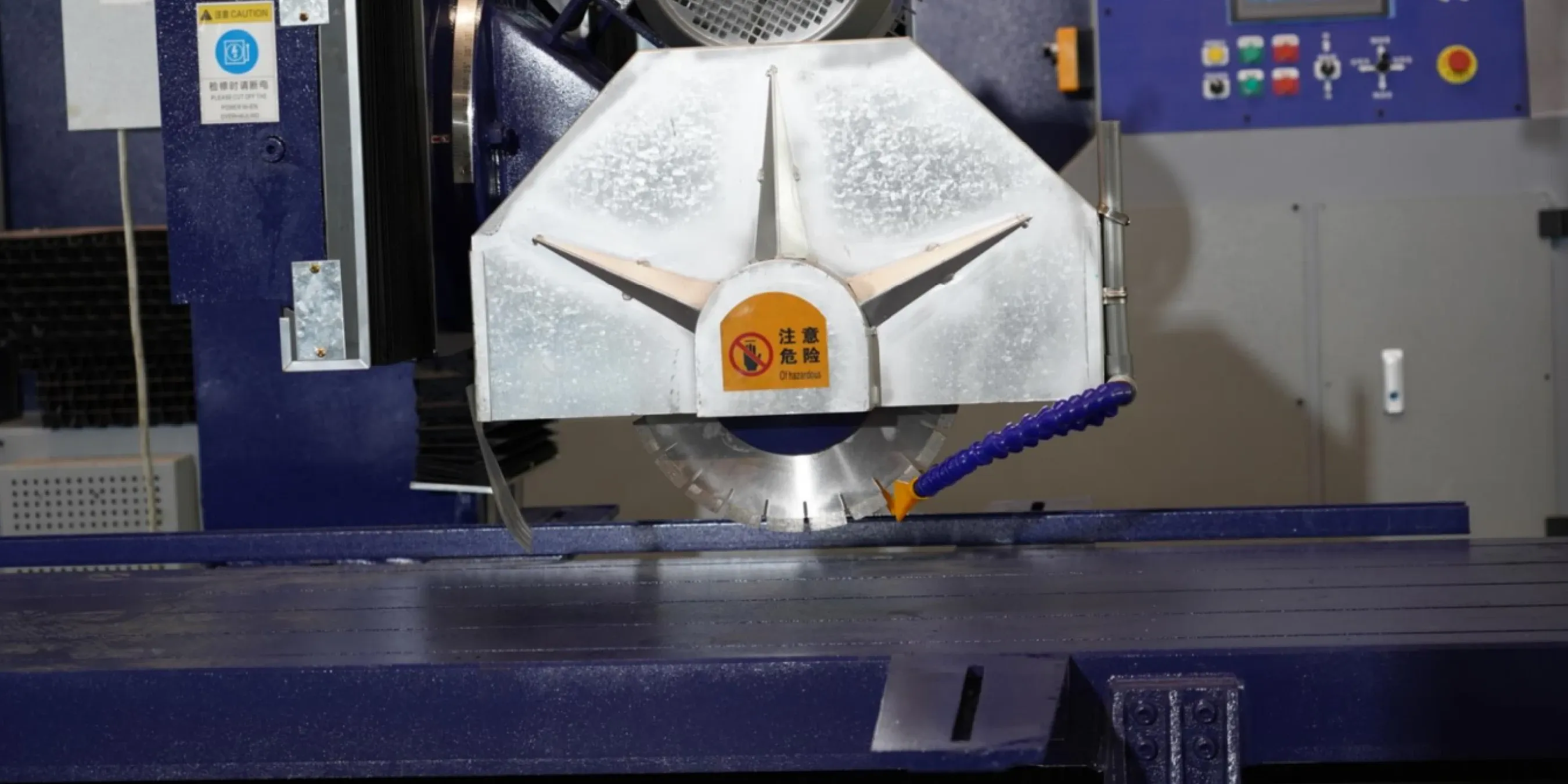
Güç ve Kesme Derinliği: Ana motor bıçak milini döndürürken, operatör ilerleme ve derinliği kontrol eder. Bu manuel kontrol, bıçak sapmasını en aza indirir ve malzeme geri bildirimiyle gerçek zamanlı ayarlamalar yapılarak temiz bir kesim sağlar.
Açı Kontrolü: Kesme kafası grubu 45°'ye eğilir ve güvenli bir şekilde kilitlenir. Parti başlamadan önce, bu açı bir hassas ölçer veya dijital açıölçer ile kalibre edilmelidir.
Su Soğutma ve Toz Bastırma: Sürekli su devresi (2–3 m³/saat), bıçağı soğutarak termal hasarı önler ve solunabilir kristal silika tozunu bastırır. Bu hem operatörün hem de kesim kalitesinin korunması için kritiktir.
Veri Akışı: Operasyonel veri akışı basittir: Operatör devir ayarını yapar, ilerleme hızını ayarlar ve soğutma akışını izler. Bu parametreler, performansı optimize etmek için malzeme sertliği ve plaka kalınlığına göre ayarlanır.
Manuel Endüstriyel Taş Kesme Makinesi Temel Teknik Avantajları
Makinenin tasarımı üç temel avantaj sunar: hassasiyet, kontrol ve hızlı devreye alma.
Hassasiyet
Ağır dökme demir gövde ve yağ banyolu kızaklar titreşimi emer, her kesimin tekrarlanabilirliğini ve yüzey kalitesini artırır.
Kontrol
Tekrarlanabilir derinlik durduruculara ve güvenli açı kilidine sahip sezgisel kontrol paneli, standart işleri daha hızlı ve daha az operatör hatasıyla yapmanızı sağlar.
Devreye Alma & O&M
Daha az elektronik bileşen ile bakım süresi kısadır. Standart kesim ve pah işlemlerinde otomatik alternatiflere göre çok daha hızlı üretime alınabilir.
Tarafsız Karşılaştırma: Manuel ve Diğer Teknolojiler
Teknoloji
Ne Zaman Tercih Edilmeli
Ne Zaman Tercih Edilmemeli
Manuel Kesici (Bu Ürün)
Küçük-orta partilerde düz kesimler & 45° pahlar. Basit işler için hız, maliyet ve esneklik avantajı sağlar.
Karmaşık eğriler, yüksek hacimli otomasyon veya çok eksenli desenler.
Su Jeti / Şerit Testere
Su jetleri karmaşık, özel şekiller ve çoklu malzeme kesimleri için uygundur. Şerit testereler kaba eğrileri kesebilir.
Standart düz kenarlar ve pahlar; manuel kesici burada daha verimli ve kaliteli yüzey sağlar.
Su Jeti / Şerit Testere
Su jetleri karmaşık, özel şekiller ve çoklu malzeme kesimleri için uygundur. Şerit testereler kaba eğrileri kesebilir.
Standart düz kenarlar ve pahlar; manuel kesici burada daha verimli ve kaliteli yüzey sağlar.
Köprülü Kesme Makinası (CNC/PLC)
Yüksek hacimli üretim, karmaşık tasarımlar ve mükemmel tekrarlanabilirlik. Plaka verimini maksimize etmek için iç içe kesimlerde idealdir.
Programlama süresi ve yüksek işletme maliyeti gerektirmeyen hızlı, tek seferlik düz kesimler.
Bileşenler & Parametre Aralıkları
Aşağıdaki teknik özellikler üretici tarafından bildirilmiş olup, makinenin çalışma sınırlarını tanımlar.
Ana Motor Gücü
7.5–11 / 15 / 18.5 kW (üretici bildirimi)
Bıçak Çapı
Φ350–Φ600 mm
Çalışma Tablası Ölçüsü
2700×800 / 3000×800 mm (yaklaşık 106×31 / 118×31 inç)
Maksimum Kesme Ölçüsü
2500×1200×180 / 3000×1200×180 mm (yaklaşık 98×47×7 / 118×47×7 inç)
Su Tüketimi
2–3 m³/saat
Yaklaşık Ağırlık
1.8–2.5 t
Voltaj
Üç fazlı, bölgeye ve müşteri gereksinimlerine göre yapılandırılabilir (ör. 380V/440V)
Manuel Endüstriyel Taş Kesme Makinesi Sık Karşılaşılan Arızalar & Önlemler
Kenar Çentiklenmesi :
- Belirti: Kesim kenarında mikro çatlaklar ve oyuklar.
- Neden: Kör bıçak, aşırı ilerleme hızı veya iş parçası titreşimi.
- Teşhis: Bıçağı aşınma açısından kontrol edin ve çalışma tablasının düzgünlüğünü kontrol edin.
- Çözüm: İnce dişli veya uygun granüllü yeni bir bıçak takın, ilerleme hızını azaltın, iş parçasını sıkıca sabitleyin ve su akışını artırın.
Açı Sapması :
- Belirti: Tutarsız pah açıları.
- Neden: Yetersiz sıkılmış açı kilidi veya kirli kızaklar.
- Çözüm: 45° kilidi tekrar kalibre edin ve sıkıca sabitleyin. Kızakları temizleyip yağlayın. Her yeni parti öncesi test kesimi yapın.
Termal Çatlama :
- Belirti: Kesim hattında ince çatlaklar oluşması.
- Neden: Yetersiz soğutma veya kuru kesim denemesi.
- Çözüm: Kesim bölgesini kaplayacak şekilde sürekli 2–3 m³/saat su akışı sağlayın. Çok sert malzemelerde kesme hızını düşürün ve çoklu sığ geçişler uygulayın.
Özel Durum - Kayrak Taşı: Yüksek kırılganlığı nedeniyle kayrak taşı için ince granüllü bıçak, yavaş ilerleme ve tamamen düz, sıkıca sabitlenmiş bir kurulum gereklidir. Çentiklenme devam ederse, kızılötesi köprülü kesme makinası daha iyi bir alternatif olabilir.
Uyumluluk & Başlangıç Parametreleri
Temelde manuel bir makine olmasına rağmen, SYQJ-600 temel atölye sistemleriyle entegre edilebilir.
Arabirimler: Atölye PLC/sürücüler/güvenlik devreleriyle temel durum izleme mümkündür (ör. OPC UA/Profinet, uygun olan yerlerde). Detaylar için ekibimizle iletişime geçin.
Sıkıştırma/Fikstürler: Konumlandırma kalıpları ve mekanik kelepçeler tekrarlanabilirliği önemli ölçüde artırır. Seri pah işlemlerinde mekanik limit durdurucular ve açı ölçerler şiddetle tavsiye edilir.
Çalışma Koşuluna Göre Başlangıç Ayarları
Yumuşak Taş
Kireçtaşı/kumtaşı için ince dişli bir bıçak, taşın yumuşaklığına uygun nazik bir ilerleme hızı ve 2–3 m³/saat su akışı kullanın. Açı kalibrasyonundan sonra test kesimi yapın.
Sert Taş
Granit/kuvarsit için orta veya kalın granüllü bir bıçak, yavaş ilerleme ve 2–3 m³/saat su akışı kullanın. Termal stresi azaltmak için çoklu sığ geçişler uygulayın.
İnce Levhalar
Tezgah arkası/panellerde ince kesitli bir bıçak ve nazik bir ilerleme hızı kullanın. Sıkı 45° kalibrasyon sürecine uyun ve titreşimi önlemek için tam sıkıştırma uygulayın.
Sıkça Sorulan Sorular (SSS)
Neden bu makinede 45° pah kontrolü daha kolay?
Mekanik kilitli eğilebilir kafa + rijit gövde + tekrarlanabilir durdurucular, kalibrasyon sonrası tutarlı pahlar sağlar.
Bağlam: 45°'de açı kilidi, ölçer/dijital açıölçer ile kalibrasyon; yağ banyolu kızaklar titreşimi azaltır.
Faydalar: Daha yüksek tekrarlanabilirlik, daha hızlı parti kurulumu, pahlı kenarlarda daha az yeniden işleme.
Elektrik bağlantısı & güvenlikte temel noktalar nelerdir?
Üç fazlı güç, bölgeye ve müşteri gereksinimlerine göre yapılandırılabilir (ör. 380V/440V), uygun sigorta/topraklama ile yetkili bir elektrikçi tarafından kurulmalıdır.
Bağlam: Endüstriyel devreler yerel yönetmeliklere uygun olmalı; periyodik kablo/terminal kontrolleri yapılmalıdır.
Faydalar: Kararlı güç, daha güvenli çalışma, daha az kesinti.
Sonraki Adım: Atölye güç ve kablolamasını DINOSAW ile doğrulayın.
Parametre başlangıç noktalarını verebilir misiniz?
Yumuşak taş: ince dişli + 2–3 m³/saat;Sert taş: yavaş ilerleme + orta-kalın;İnce levhalar: ince kesit + sıkı 45° kalibrasyon.
Bağlam: Bıçak/ilerleme/su miktarını taşın sertliğine ve kalınlığına göre eşleştirin; deneme kesimleriyle doğrulayın.
Faydalar: Daha temiz kenarlar, daha az kusur ve partiler arasında tutarlı yüzey.





 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Nov 5, 20256 DAKİKALIK OKUMA
Nov 5, 20256 DAKİKALIK OKUMA

 Türkçe
Türkçe
