Erklärt Komponenten, Einsatzbereiche, Fehlerbilder und Grundeinstellungen für das Schneiden von Granit-/Marmor-/Quarz-Kanten.
TL;DR: Die Ingenieurprinzipien
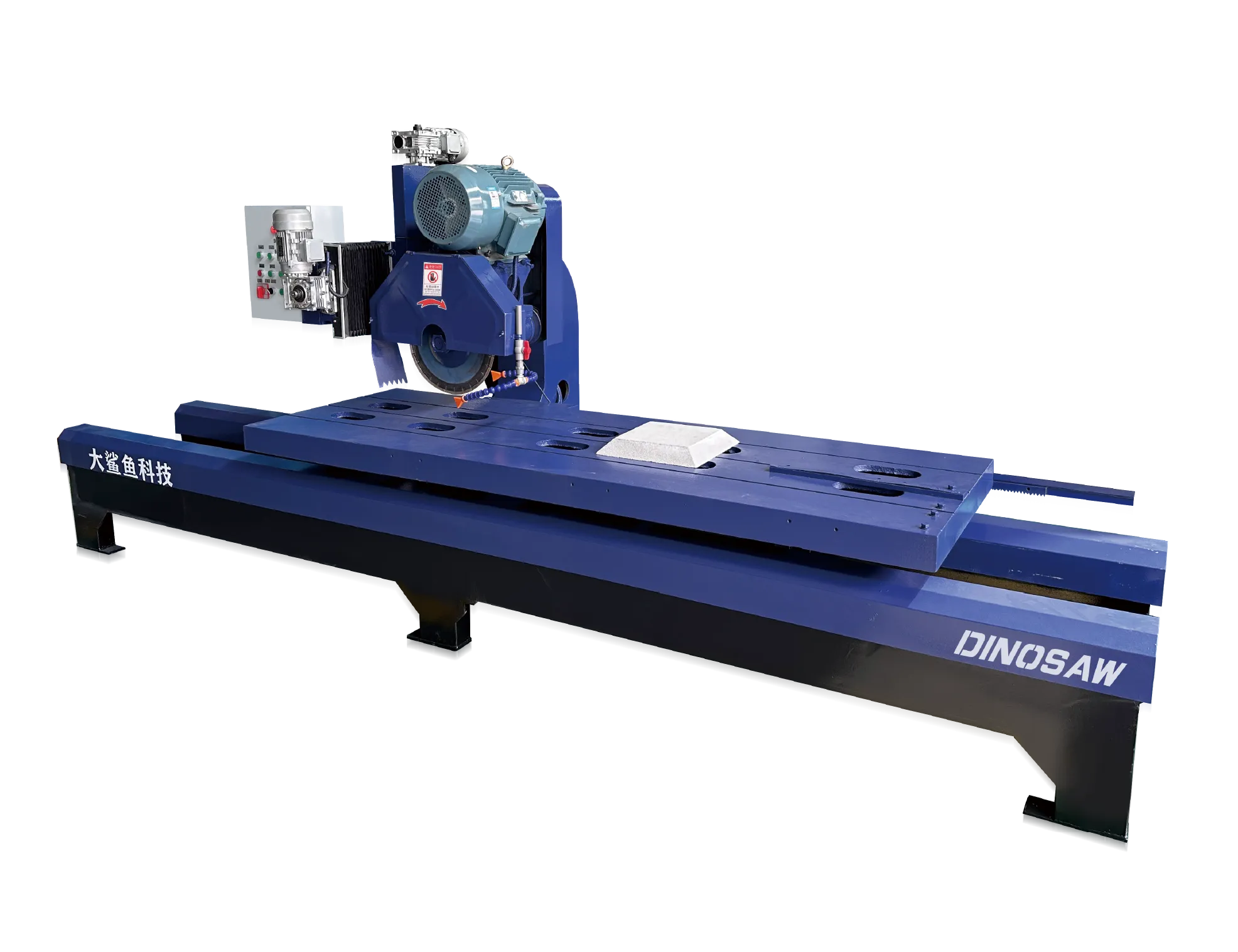
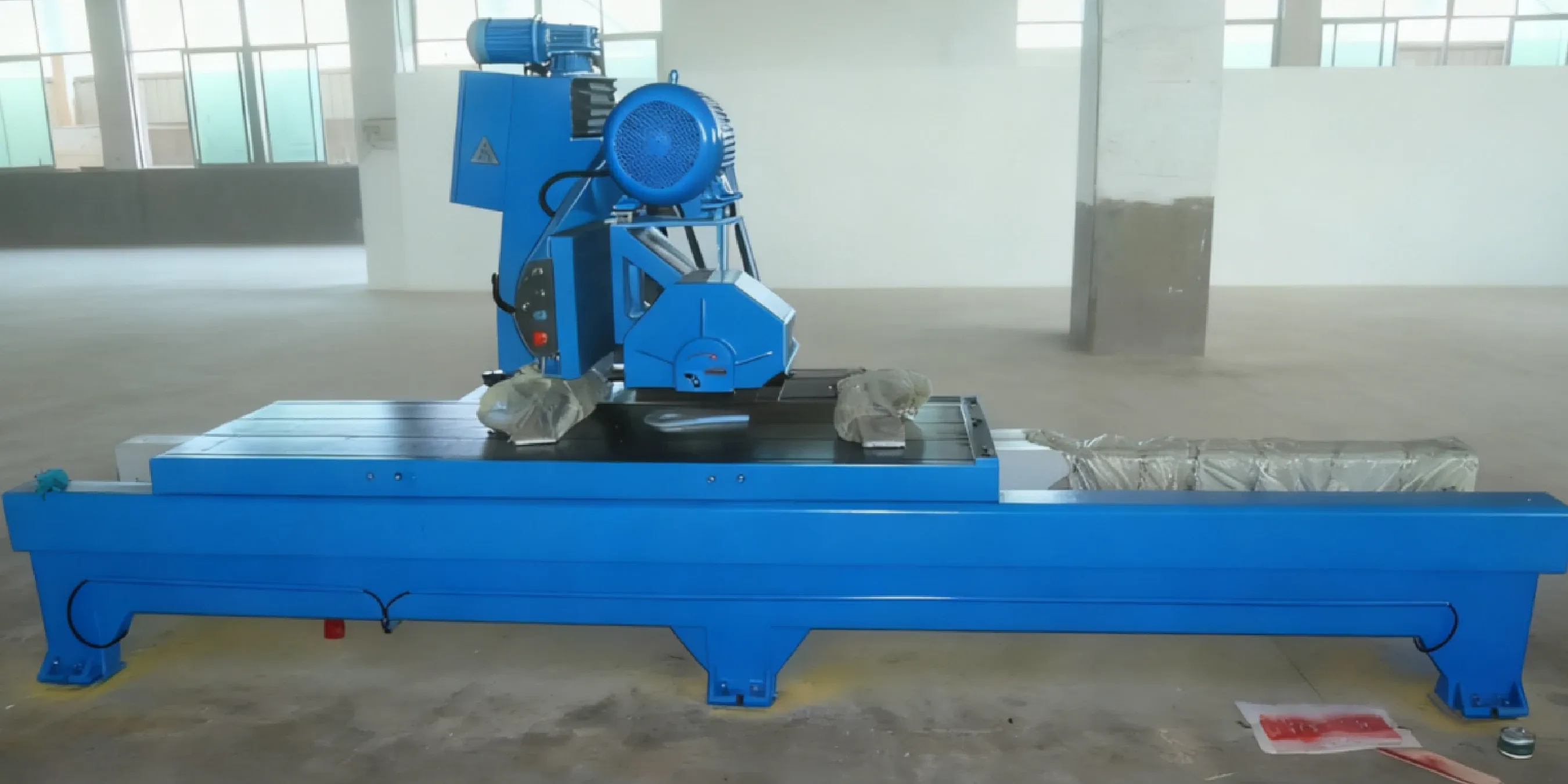
Was ist das: Eine manuelle industrielle Steinschneidemaschine gebaut auf einem stabilen Gusseisenrahmen mit ölgetränkten Führungen und einem neigbaren Schneidkopf für 45°-Fasen.
Warum ist sie besser (für Standardschnitte): Sie ermöglicht eine schnellere Inbetriebnahme, geringeren Wartungsaufwand und wiederholbare Kantenqualität im Vergleich zu komplexen automatisierten Lösungen für Standardaufgaben.
Wo passt sie (und wo nicht): Perfekt geeignet für Kleinserien mit geraden Schnitten und Fasen. Für komplexe Kurven ist sie nicht das richtige Werkzeug—verwenden Sie stattdessen eine CNC oder eine Brückensäge (CNC/PLC).
Wie geht man vor: Beginnen Sie mit einer zum Material passenden Sägeblattwahl, einer moderaten Drehzahl und einem Wasserfluss von 2–3 m³/h. Überprüfen Sie den Winkel immer mit einem Probeschnitt, bevor Sie eine Serie starten.
Was ist eine manuelle industrielle Steinschneidemaschine und warum ist sie besser für Standardgeometrien?
Die SYQJ‑600 manuelle industrielle Steinschneidemaschine ist ein präzises System für Kantenschnitte und 45°-Fasen, das einen robusten Gusseisenrahmen, ölgetränkte Führungen, einen neigbaren Schneidkopf und einen stabilen Arbeitstisch kombiniert. Diese robuste Architektur bildet die Grundlage für ihre Leistung, sorgt für Stabilität und minimiert Vibrationen während des Betriebs.
Für Standardgeometrien wie gerade Kanten und 45°-Fasen minimiert das einfache, direkt steuerbare Design die Rüstzeit, vermeidet komplexe Programmierung und liefert ein gleichmäßiges Finish bei geringeren Gesamtbetriebskosten (TCO). Während CNC-Maschinen bei komplexen Kurven und Mehrachsenmustern überlegen bleiben, bietet dieser manuelle Schneider einen schnelleren und wirtschaftlicheren Weg zur Produktion für die häufigsten Fertigungsaufgaben.
Prinzipien & Architektur
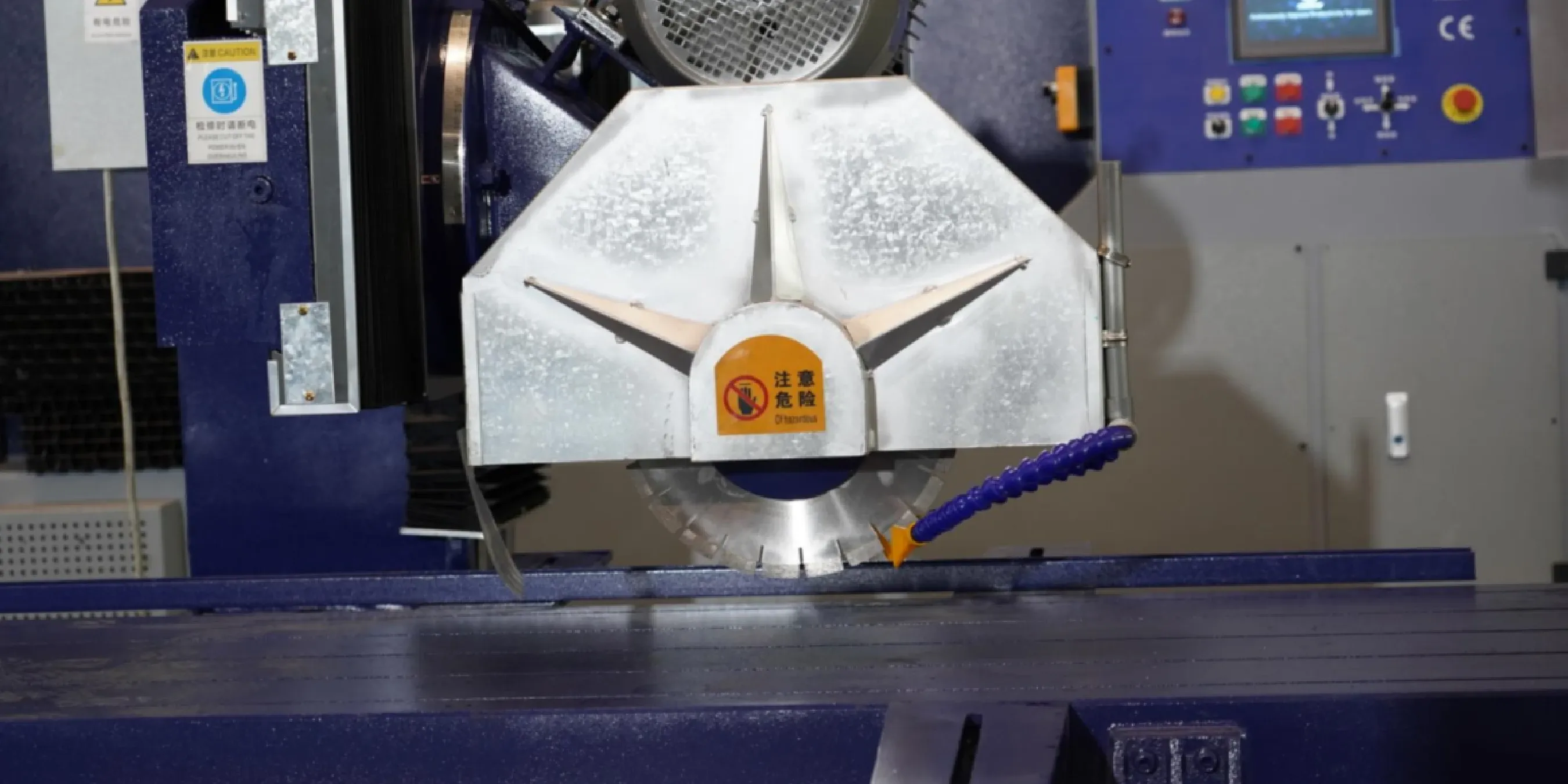
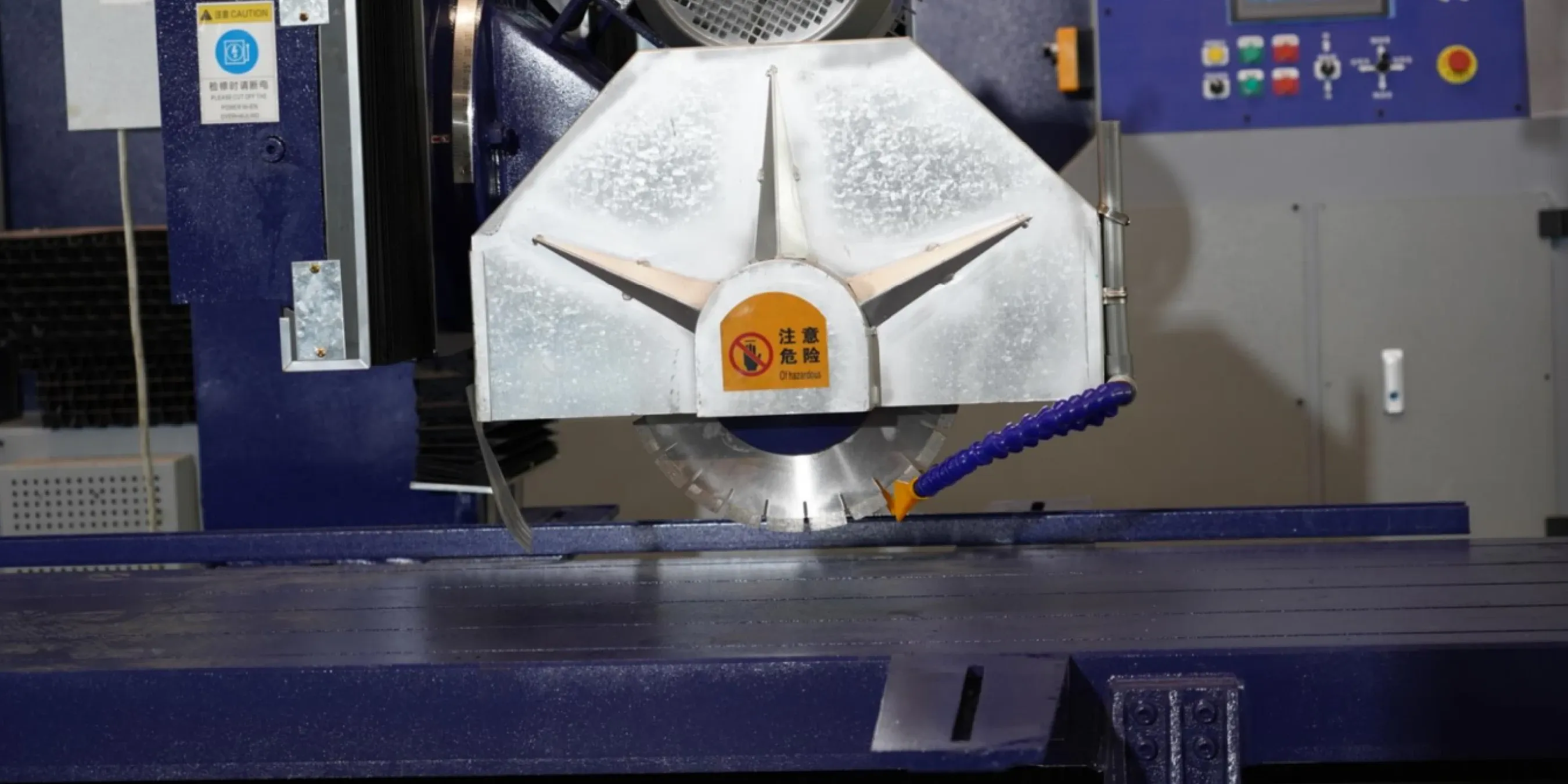
Leistung und Schnitttiefe: Der Hauptmotor treibt die Sägeblattspindel an, während der Bediener Vorschub und Tiefe steuert. Diese manuelle Kontrolle hilft, Sägeblattdurchbiegung zu minimieren und sorgt für einen sauberen Schnitt durch Echtzeit-Anpassungen basierend auf Materialrückmeldung.
Winkelsteuerung: Die Schneidkopf-Baugruppe lässt sich neigen und sicher auf 45° arretieren. Vor Beginn einer Serie muss dieser Winkel mit einer Präzisionsmessuhr oder einem digitalen Winkelmesser kalibriert werden, um Konsistenz über alle Teile zu gewährleisten.
Wasserkühlung und Staubunterdrückung: Ein kontinuierlicher Wasserkreislauf mit 2–3 m³/h kühlt das Sägeblatt, verhindert thermische Schäden und unterdrückt kristallinen Silikatstaub. Dies ist entscheidend für den Schutz des Bedieners und die Qualität der Schnittkante.
Datenfluss: Der Betriebsdatenfluss ist einfach: Der Bediener stellt die Drehzahl ein, passt den Vorschub an und überwacht den Kühlwasserfluss. Diese Parameter werden je nach Materialhärte und Plattendicke angepasst, um die Leistung zu optimieren.
Kerntechnische Vorteile der manuellen industriellen Steinschneidemaschine
Das Maschinendesign bietet drei Hauptvorteile: Präzision, Kontrolle und schnelle Inbetriebnahme.
Präzision
Der massive Gusseisenrahmen und die ölgetränkten Führungen absorbieren Vibrationen und verbessern die Wiederholbarkeit und das Finish jedes Schnitts.
Kontrolle
Ein intuitives Bedienfeld mit wiederholbaren Tiefenanschlägen und einer sicheren Winkelarretierung macht Standardaufgaben schneller und weniger fehleranfällig.
Inbetriebnahme & Wartung
Mit weniger elektronischen Komponenten ist das Wartungsfenster kurz. Für Standardschnitte und Fasen kann sie deutlich schneller als automatisierte Alternativen in Betrieb genommen werden.
Neutraler Vergleich: Manuell vs. andere Technologien
Technologie
Wann wählen
Wann nicht wählen
Manueller Schneider (dieses Produkt)
Gerade Schnitte & 45°-Fasen bei kleinen bis mittleren Serien. Überzeugt durch Geschwindigkeit, Kosten und Flexibilität bei einfachen Aufgaben.
Komplexe Kurven, Hochvolumenautomatisierung oder Mehrachsenmuster.
Wasserstrahl / Bandsäge
Wasserstrahl für komplexe, individuelle Formen und Multimaterial-Schnitte. Bandsägen können grobe Kurven bearbeiten.
Standardmäßige gerade Kanten und Fasen, bei denen der manuelle Schneider effizienter ein besseres Oberflächenfinish liefert.
Wasserstrahl / Bandsäge
Wasserstrahl für komplexe, individuelle Formen und Multimaterial-Schnitte. Bandsägen können grobe Kurven bearbeiten.
Standardmäßige gerade Kanten und Fasen, bei denen der manuelle Schneider effizienter ein besseres Oberflächenfinish liefert.
Brückensäge (CNC/PLC)
Großserienproduktion, komplexe Designs und perfekte Wiederholbarkeit. Ideal für verschachtelte Schnitte zur Maximierung der Plattenausbeute.
Schnelle Einzelstücke mit geraden Schnitten, bei denen Programmieraufwand und höhere Betriebskosten nicht gerechtfertigt sind.
Komponenten & Parameterbereiche
Die folgenden Spezifikationen stammen vom Hersteller und definieren den Betriebsbereich der Maschine.
Hauptmotorleistung
7,5–11 / 15 / 18,5 kW (Herstellerangabe)
Sägeblattdurchmesser
Φ350–Φ600 mm
Arbeitstischgröße
2700×800 / 3000×800 mm (ca. 106×31 / 118×31 Zoll)
Maximale Schnittgröße
2500×1200×180 / 3000×1200×180 mm (ca. 98×47×7 / 118×47×7 Zoll)
Wasserverbrauch
2–3 m³/h
Ungefähres Gewicht
1,8–2,5 t
Spannung
Drehstrom, konfigurierbar je nach Region und Kundenanforderung (z. B. 380V/440V)
Typische Fehler & Gegenmaßnahmen der manuellen industriellen Steinschneidemaschine
Kantenausbruch :
- Symptom: Mikrorisse und Kerben entlang der Schnittkante.
- Ursache: Stumpfes Sägeblatt, zu hoher Vorschub oder Vibration des Werkstücks.
- Diagnose: Sägeblatt auf Abnutzung prüfen und sicherstellen, dass der Arbeitstisch eben ist.
- Lösung: Sägeblatt durch ein feinzahniges oder passendes Modell ersetzen, Vorschub reduzieren, Werkstück sicher fixieren und Wasserfluss erhöhen.
Winkelabweichung :
- Symptom: Inkonsistente Fasenwinkel.
- Ursache: Nicht ausreichend festgezogene Winkelarretierung oder verschmutzte Führungen.
- Lösung: 45°-Arretierung neu kalibrieren und festziehen. Führungen reinigen und schmieren. Immer einen Probeschnitt vor einer neuen Serie durchführen.
Thermische Risse :
- Symptom: Feine Risse entlang der Schnittlinie.
- Ursache: Unzureichende Kühlung oder Trockenschnitt.
- Lösung: Sicherstellen, dass ein kontinuierlicher Wasserfluss von 2–3 m³/h den Schnittbereich abdeckt. Bei sehr harten Materialien Schnittgeschwindigkeit reduzieren und mehrere flache Durchgänge verwenden.
Sonderfall - Schiefer: Aufgrund seiner hohen Sprödigkeit benötigt Schiefer ein feinkörniges Sägeblatt, einen langsamen Vorschub und eine perfekt ebene, sicher fixierte Aufspannung. Bei anhaltendem Kantenausbruch kann eine Infrarot-Brückensäge die bessere Alternative sein.
Kompatibilität & Grundeinstellungen
Obwohl primär manuell, kann die SYQJ-600 mit grundlegenden Werkstattsystemen integriert werden.
Schnittstellen: Grundlegende Statusüberwachung mit Werkstatt-PLC/Antrieben/Sicherheitskreisen ist möglich (z. B. über OPC UA/Profinet, wo anwendbar). Kontaktieren Sie unser Team für Details.
Spannvorrichtungen: Die Verwendung von Positionierlehren und mechanischen Klemmen verbessert die Wiederholbarkeit erheblich. Für Serienfasungen werden mechanische Anschläge und Winkelmessgeräte dringend empfohlen.
Grundeinstellungen nach Arbeitsbedingung
Weicher Stein
Für Kalkstein/Sandstein ein feinzahniges Sägeblatt, einen sanften Vorschub entsprechend der Materialweichheit und einen Wasserfluss von 2–3 m³/h verwenden. Nach der Winkelkalibrierung einen Probeschnitt durchführen.
Harter Stein
Für Granit/Quarzit ein mittel- bis grobkörniges Sägeblatt, langsamen Vorschub und einen Wasserfluss von 2–3 m³/h verwenden. Mehrere flache Durchgänge reduzieren thermische Belastung.
Dünne Platten
Für Rückwände/Panels ein dünnes Sägeblatt und einen sanften Vorschub verwenden. Eine strenge 45°-Kalibrierung und vollständige Fixierung verhindern Vibrationen.
Häufig gestellte Fragen (FAQ)
Warum ist die 45°-Fasensteuerung bei dieser Maschine einfacher?
Neigbarer Kopf mit mechanischer Arretierung + stabiler Rahmen + wiederholbare Anschläge sorgen nach Kalibrierung für gleichmäßige Fasen.
Kontext: Winkelarretierung bei 45° mit Messuhr/digitaler Kalibrierung; ölgetränkte Führungen reduzieren Vibrationen.
Vorteile: Höhere Wiederholbarkeit, schnellere Serienrüstungen, weniger Nacharbeit bei Fasen.
Was sind die Grundlagen der elektrischen Verdrahtung & Sicherheit?
Drehstrom, konfigurierbar je nach Region und Kundenanforderung (z. B. 380V/440V), installiert durch einen qualifizierten Elektriker mit geeigneten Schutzschaltern/Erdung.
Kontext: Industrielle Stromkreise müssen lokale Vorschriften erfüllen; regelmäßige Kabel-/Klemmeninspektionen.
Vorteile: Stabile Stromversorgung, sicherer Betrieb, weniger Ausfälle.
Nächster Schritt: Überprüfen Sie Werkstattstrom & Verdrahtung mit DINOSAW.
Können Sie Parameter-Grundeinstellungen bereitstellen?





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Nov 5, 20256 MIN. LESEZEIT
Nov 5, 20256 MIN. LESEZEIT

 Deutsch
Deutsch
