




 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





黄女士
您好,我是大鲨鱼机械的客户顾问黄女士(人工回复)。 您对哪款设备感兴趣?请告诉我型号或您的需求。我们将为您提供详细资料和报价。
 Nov 5, 20256分钟阅读
Nov 5, 20256分钟阅读 Nov 5, 20256分钟阅读
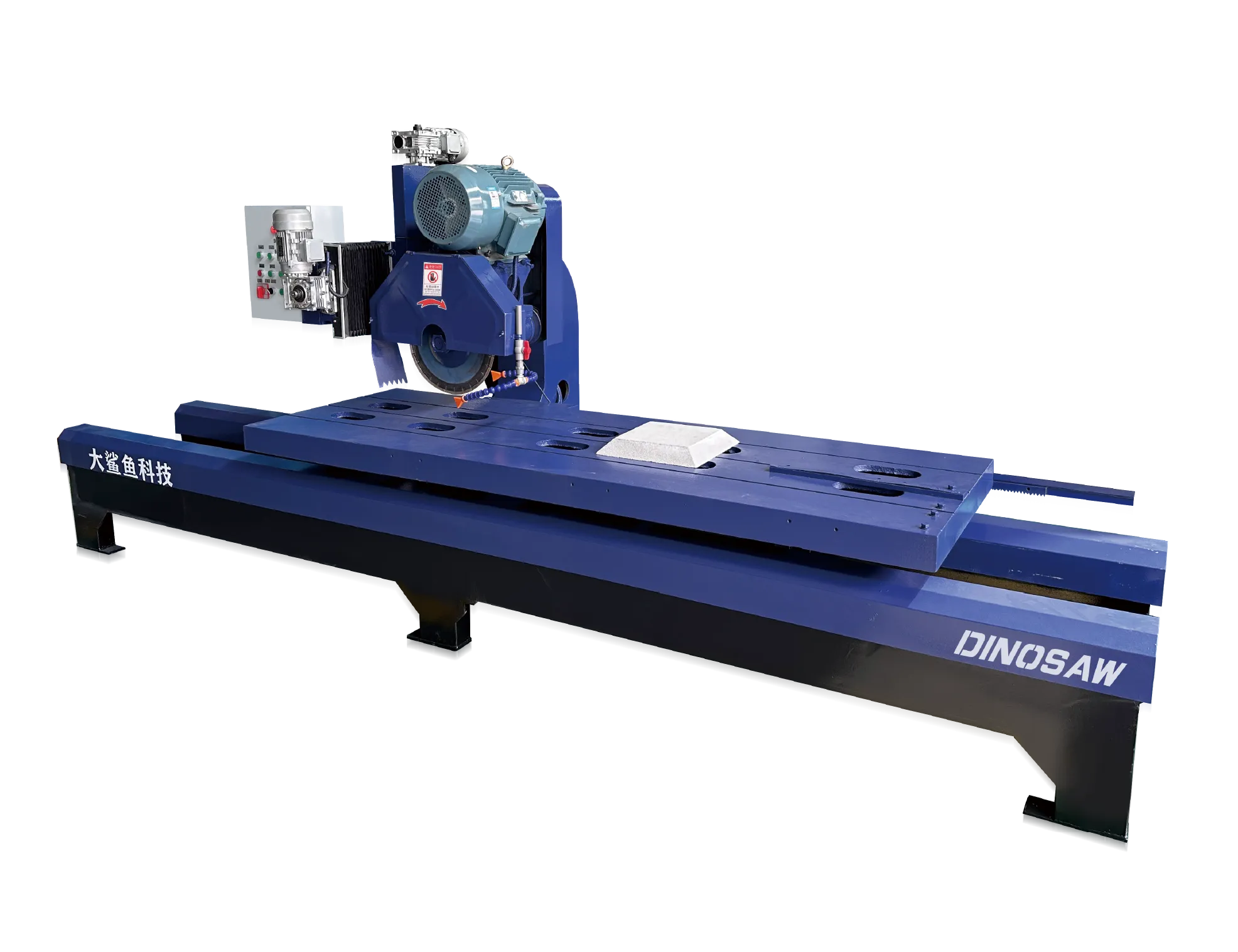
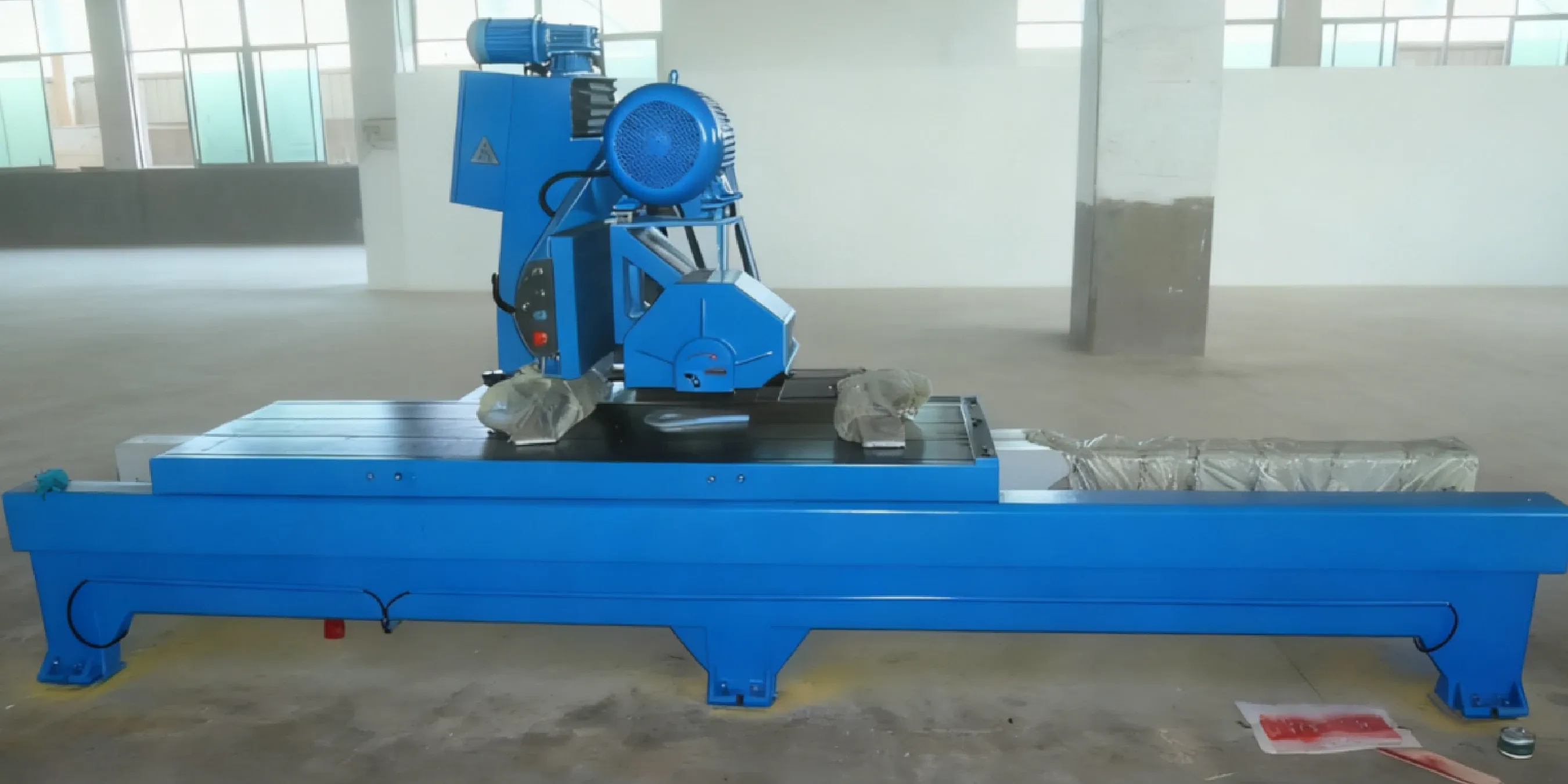
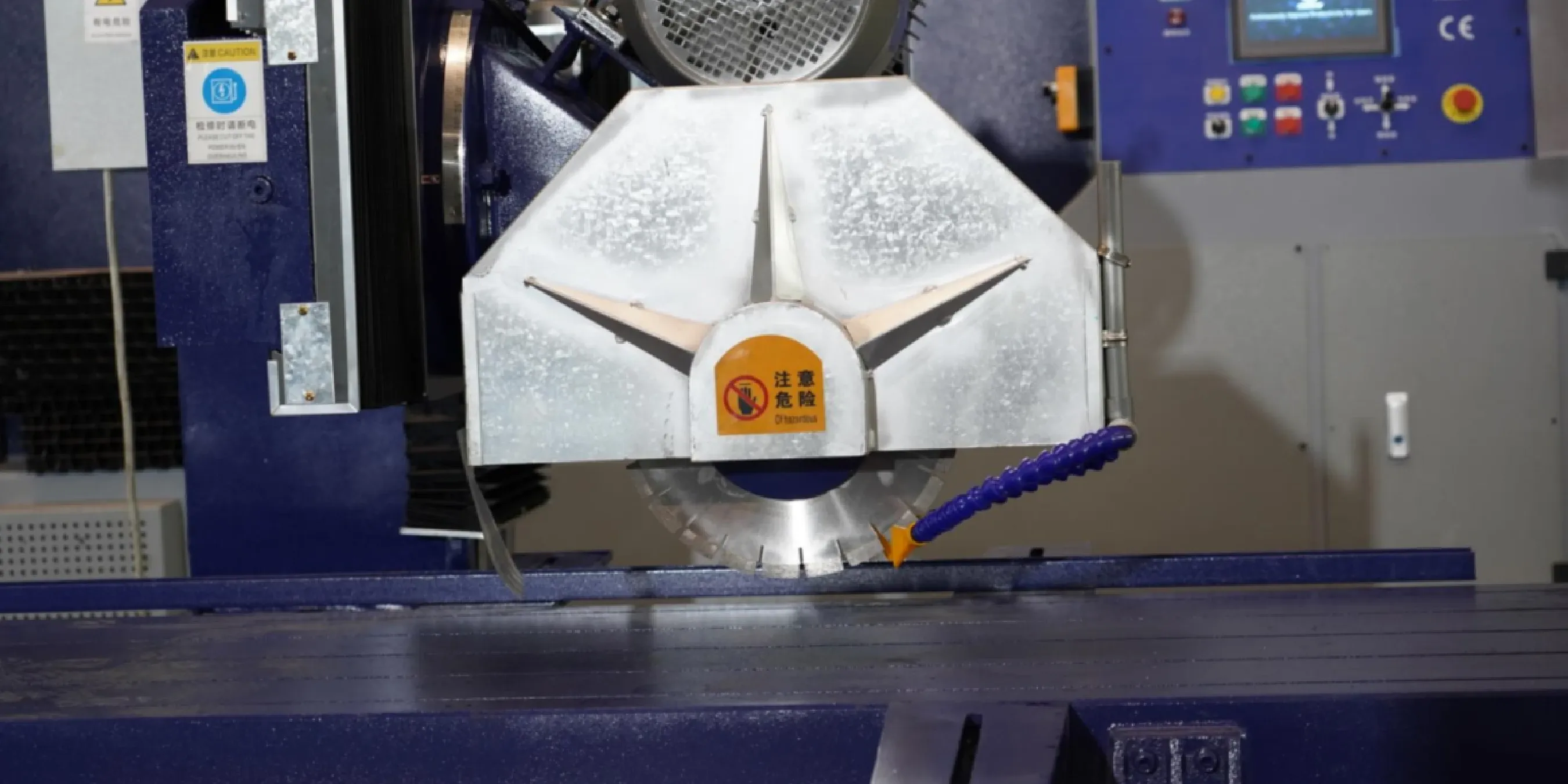
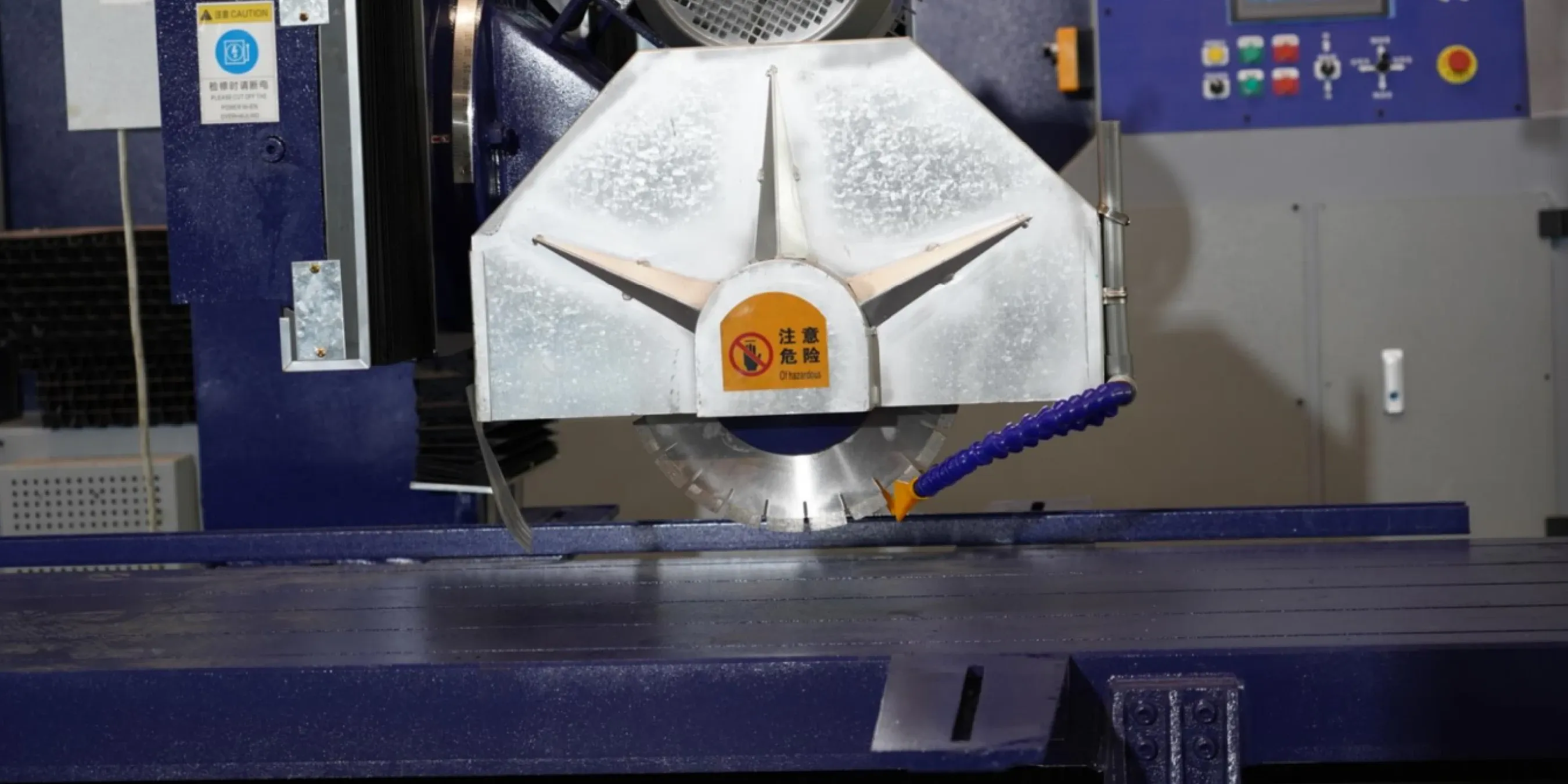
Nov 5, 20256分钟阅读讲解花岗岩/大理石/石英边缘切割的组成部分、适用范围、常见故障及初始参数设置。
技术类型 | 适用场景 | 不适用场景 |
|---|---|---|
手动切割机(本产品) | 小中批量直线切割与45°倒角。简单工艺在速度、成本与灵活性上更具优势。 | 复杂曲线、大批量自动化或多轴加工。 |
水刀 / 带锯 | 水刀适用于复杂定制造型及多材料切割。带锯可处理粗略曲线。 | 标准直线与倒角,手动切割机能更高效地获得更优表面。 |
水刀 / 带锯 | 水刀适合复杂定制造型及多材料切割。带锯可处理粗略曲线。 | 标准直线与倒角,手动切割机能更高效地获得更优表面。 |
桥切机(CNC/PLC) | 大批量生产、复杂造型与高重复性。适合嵌套切割,最大化板材利用率。 | 快速单次直线切割,编程时间与高运营成本不划算时。 |
主电机功率 | 7.5–11 / 15 / 18.5 kW(厂家数据) |
锯片直径 | Φ350–Φ600 mm |
工作台尺寸 | 2700×800 / 3000×800 mm(约106×31 / 118×31英寸) |
最大切割尺寸 | 2500×1200×180 / 3000×1200×180 mm(约98×47×7 / 118×47×7英寸) |
用水量 | 2–3 m³/h |
设备重量 | 1.8–2.5 t |
电压 | 三相电,可按地区及客户需求定制(如380V/440V) |

 中文
中文您好 👋 需要什么帮助?