营业时间:8:30am-20:30pm
微信: +86 198-5901-3937
绳锯机
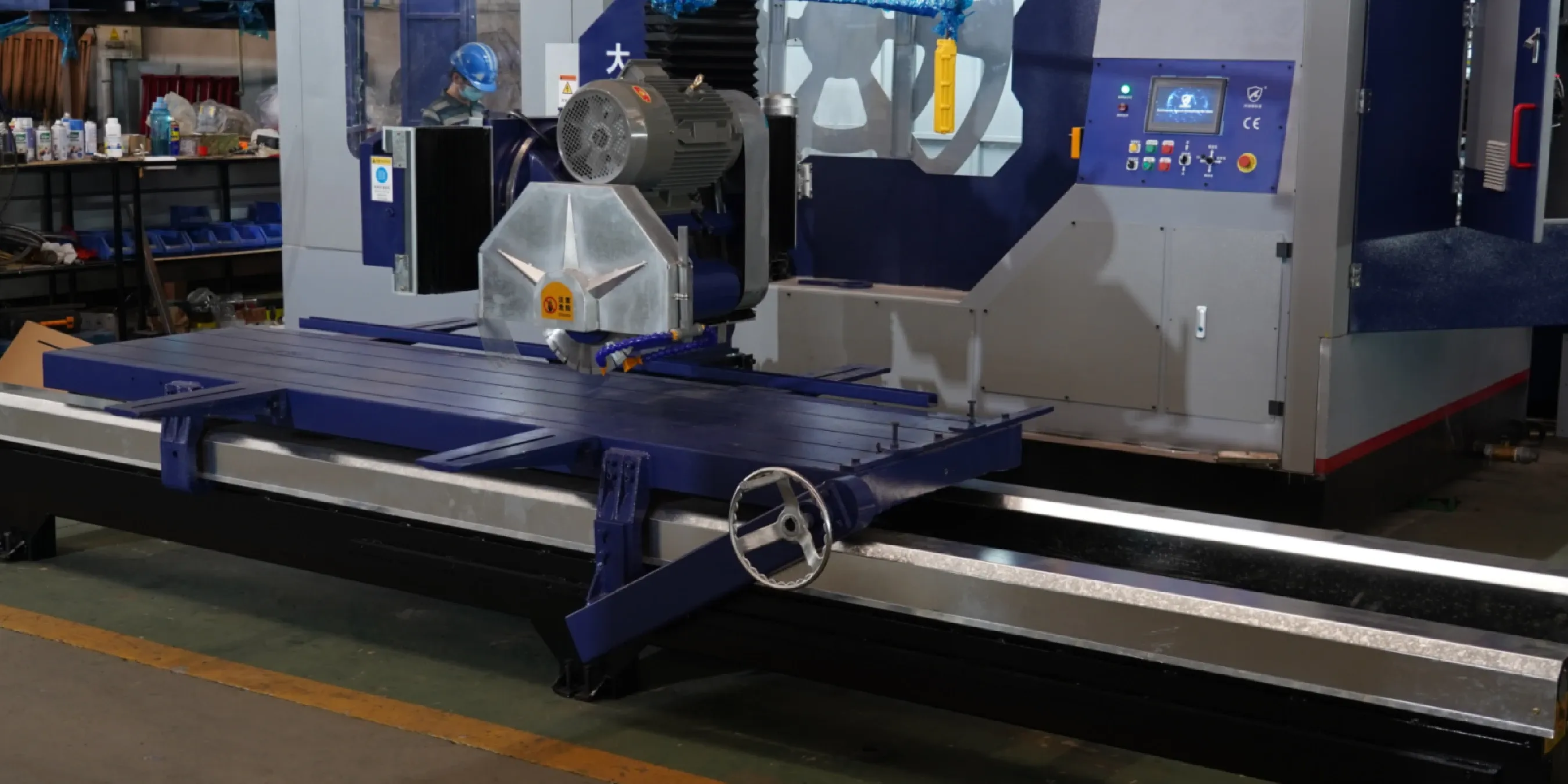
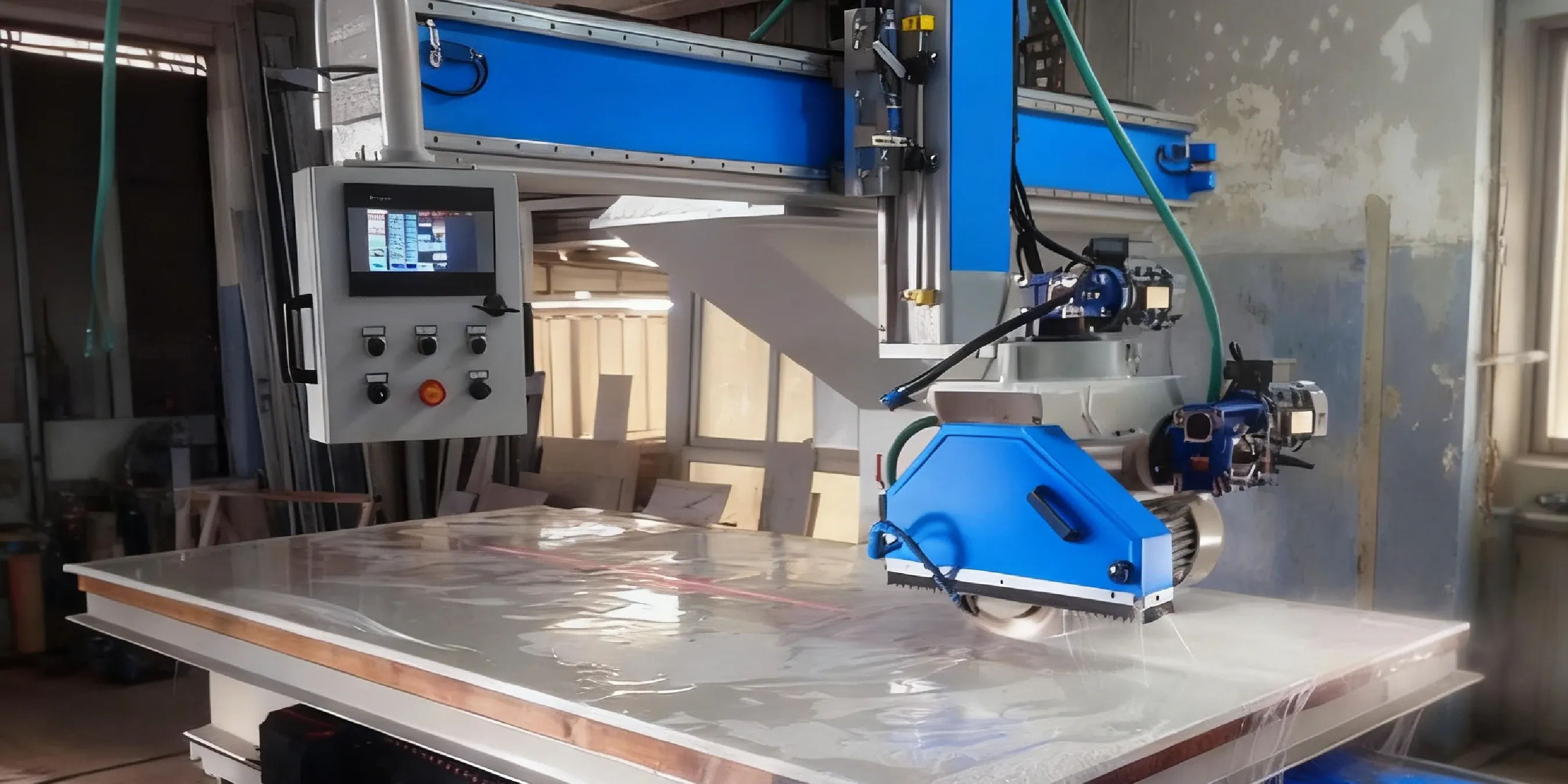
锯片切割机
仿形机
钻孔雕刻机
矿山机械
磨抛机
其他机械
金刚石工具
核退役设备
大理石项目
花岗岩项目
其他硬质材料项目
用户手册
常见问题
公司动态
行业新闻
手动石材切割机操作与维护完整指南。标准操作流程、十大故障排查技巧及预防性维护计划。
高管投资CNC多线锯机指南
CNC多线锯维护与操作最佳实践
如何选择CNC多线锯:配置与参数指南
CNC多线锯内部解析:技术与核心部件
您在寻找更多最新资讯博客吗?
上一篇博客
下一篇博客
立即聊天
邮箱
联系大鲨鱼机械
轻松获取解决方案
您好 👋 需要什么帮助?





 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





 Nov 7, 20258分钟阅读
Nov 7, 20258分钟阅读 Nov 7, 20258分钟阅读
Nov 7, 20258分钟阅读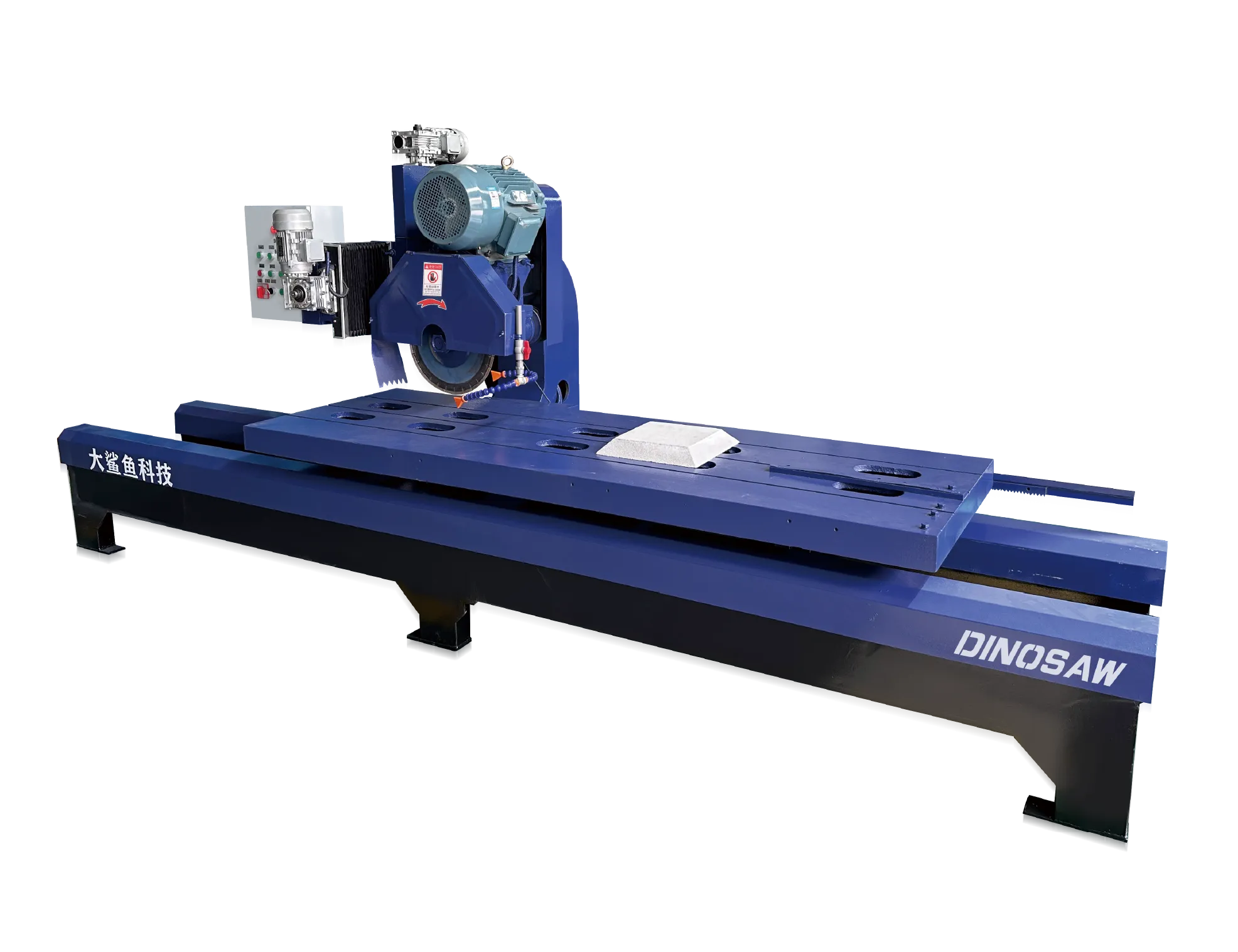


 中文
中文