




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



Ms.Lizzy
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Giờ mở cửa:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 22, 2025ĐỌC TRONG 4 PHÚT
Sep 22, 2025ĐỌC TRONG 4 PHÚT Sep 22, 2025ĐỌC TRONG 4 PHÚT
Sep 22, 2025ĐỌC TRONG 4 PHÚTKhám phá các nguyên lý kỹ thuật của Máy cưa cầu. Tìm hiểu cách dầm gang, ray mài phẳng và cột dẫn hướng chắc chắn đảm bảo chất lượng vết cắt và giảm mòn lưỡi cưa.
Hiệu suất của Máy cưa cầu không phải là phép màu; nó là kết quả trực tiếp của kỹ thuật thông minh. Bí quyết để có vết cắt sạch, nhanh nằm ở cách cấu trúc máy quản lý lực và giảm rung động. Độ cứng kết cấu vượt trội, kết hợp với các bộ phận chuyển động được gia công chính xác, là yếu tố ổn định quá trình cắt, bảo vệ lưỡi cưa và cuối cùng mang lại sản phẩm chất lượng cao hơn.
Liên hệ với chúng tôi để được tư vấn giải pháp máy cưa cầu phù hợp ngay hôm nay.
Bài viết này đi sâu vào các nguyên lý kỹ thuật của Máy cưa cầu hiện đại. Chúng tôi sẽ phân tích các thành phần cốt lõi, giải thích cách chúng phối hợp để đảm bảo độ ổn định, và cung cấp các dải vận hành điển hình giúp bạn hiểu vì sao những máy này lại hiệu quả đến vậy.

Máy cưa cầu gồm một số thành phần kết cấu chính phối hợp với nhau. Hệ thống chính bao gồm một dầm ngang nặng ("cầu") di chuyển trên hai dầm bên song song (trục X). Bộ đầu cắt di chuyển qua lại trên cầu này đồng thời lên xuống theo các cột dẫn hướng (trục Z). Tấm đá đặt trên bàn làm việc, thường có thể xoay để định vị tấm đá cho các vết cắt khác nhau mà không cần di chuyển thủ công.
Rung động là kẻ thù chính, xuất phát từ động cơ, tác động của lưỡi cưa lên đá và các mất cân bằng nhỏ. Một cấu trúc thiết kế tốt sẽ giảm rung động thông qua khối lượng (gang nặng), độ cứng (dầm gia cố chắc chắn) và độ chính xác (khe hở tối thiểu ở các bộ phận chuyển động). Điều này đảm bảo mép cắt của lưỡi cưa luôn ổn định, ngăn rung lắc và kéo dài tuổi thọ lưỡi cưa.
Vai trò kết cấu của dầm gang trong việc giảm rung là gì?
Vai trò chính của dầm gang nặng, đã được xử lý giảm ứng suất, là làm bộ giảm rung. Khối lượng của nó hấp thụ rung động tần số cao từ động cơ và lưỡi cưa, ngăn rung lắc. Đây là yếu tố then chốt để đạt chất lượng cắt sạch và ngăn mòn lưỡi cưa sớm.
Mỗi bộ phận của Máy cưa cầu đều có nhiệm vụ riêng. Dưới đây là những thành phần quan trọng nhất và cách chúng đóng góp vào hiệu suất.
Ray mài phẳng chính xác: Các bề mặt mà cầu và đầu cắt di chuyển được mài phẳng tuyệt đối. Điều này tạo ra khe tiếp xúc tối thiểu, loại bỏ rung lắc hoặc độ rơ có thể dẫn đến vết cắt không chính xác và bề mặt hoàn thiện kém.
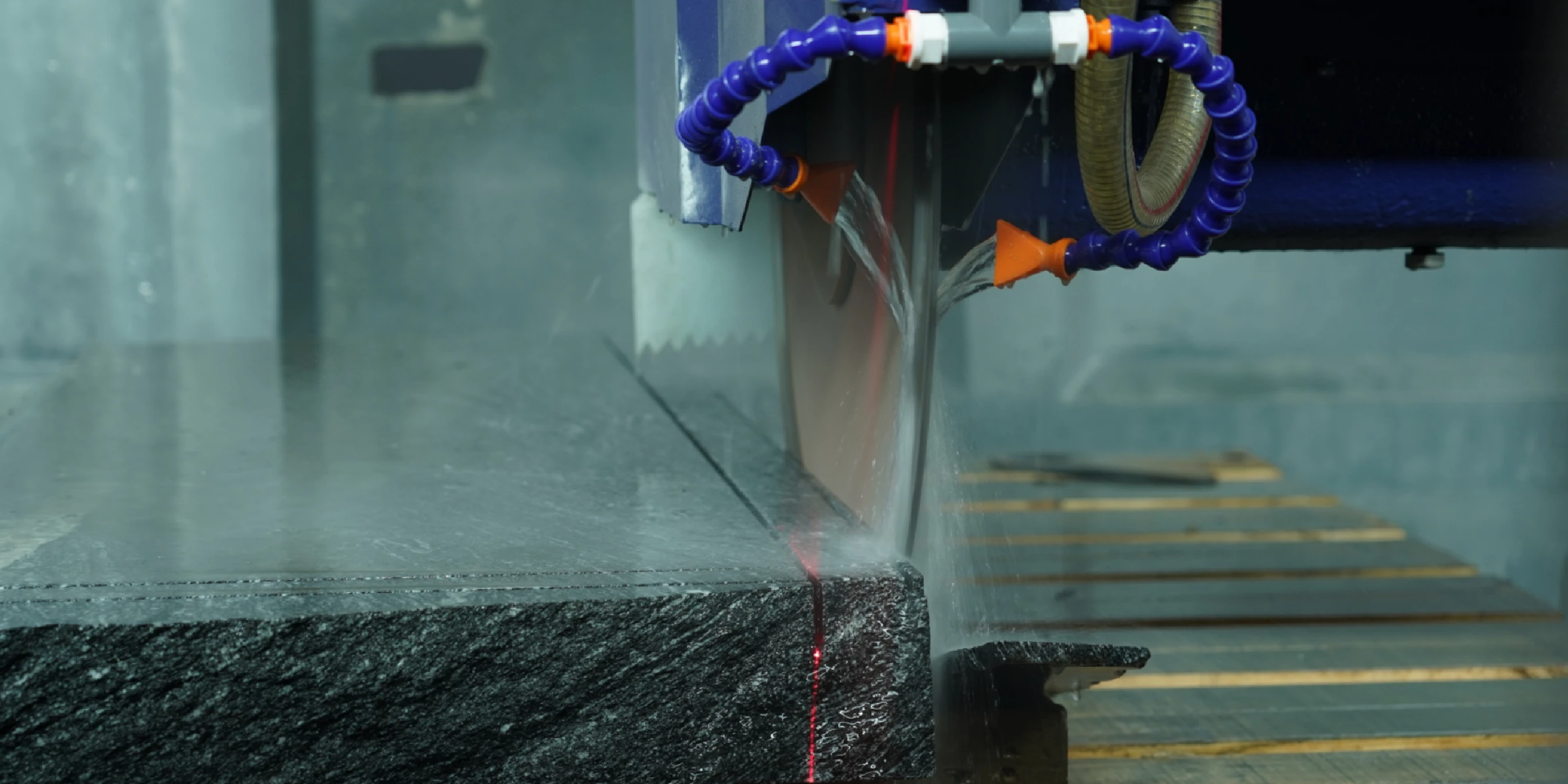
Ray mài phẳng chính xác đảm bảo cầu di chuyển trên bề mặt cực kỳ mượt với khe hở tối thiểu, loại bỏ rung lắc. Đường đi ổn định này rất quan trọng để vết cắt thẳng và đều trên tấm đá cưa cầu.
Cột dẫn hướng đặc mạ crom cứng cải thiện độ chính xác chiều dọc như thế nào?
Cột dẫn hướng đặc cứng hơn loại rỗng và chống uốn khi đầu cắt di chuyển. Lớp mạ crom cứng tạo bề mặt bền, ít ma sát, giúp đầu cắt giữ vị trí chiều dọc chính xác mà không bị lệch, rất quan trọng để kiểm soát độ sâu cắt.
Hệ thống bôi trơn tự động ngăn mòn lâu dài bằng cách liên tục tra dầu vào các bộ phận chuyển động quan trọng. Điều này tránh hư hại do ma sát khi bỏ qua bảo trì thủ công, giúp máy duy trì độ chính xác suốt vòng đời.
Tốc độ lưỡi cưa (RPM) rất quan trọng và phải phù hợp với đường kính lưỡi và loại đá. Chạy quá nhanh có thể gây bóng lưỡi hoặc mòn sớm, chạy quá chậm giảm hiệu suất. Dưới đây là một số dải RPM do nhà sản xuất công bố cho máy cưa cầu cắt đá granite:
Lưu ý: Đây là hướng dẫn chung do nhà sản xuất công bố. Luôn kiểm tra với khuyến nghị của nhà sản xuất máy và lưỡi cưa cụ thể của bạn.
Dấu hiệu cài đặt RPM không đúng là gì?
Nếu RPM quá cao, bạn có thể nghe tiếng rít cao hoặc thấy vết cháy trên đá. Nếu quá thấp, quá trình cắt sẽ chậm và có thể làm động cơ bị quá tải. Luôn bắt đầu với dải RPM do nhà sản xuất công bố và điều chỉnh dựa trên phản hồi của vật liệu.

Ngay cả những máy chắc chắn cũng có thể xuất hiện dấu hiệu mòn hoặc lệch. Dưới đây là một số vấn đề cần chú ý:
Quan sát các chuyển động giật cục, tiếng ồn mới hoặc tăng lên, hoặc mất vuông góc khi cắt. Đây thường là dấu hiệu vấn đề về ray hoặc cột dẫn hướng. Chẩn đoán bằng cách kiểm tra trước xem có rác trên ray không, sau đó kiểm tra thiếu dầu bôi trơn ở cột dẫn hướng. Kiểm tra định kỳ theo lịch bảo trì là cách phòng ngừa tốt nhất.
Một Máy cưa cầu hiện đại phải tích hợp mượt mà vào xưởng kỹ thuật số. Tương thích mở rộng đến PLC/HMI, cần trực quan, và các bộ truyền động phải phản hồi chính xác với lệnh điều khiển. Đối với dây chuyền sản xuất tự động, hãy chú ý các giao diện như OPC UA hoặc Profinet, là các giao thức công nghiệp phổ biến cho giao tiếp máy với máy. Điều này cho phép máy cưa cầu kết nối với thiết bị khác, yếu tố quan trọng cho hệ thống tổng thể.
PLC/HMI là bộ não chuyển chiến lược của bạn thành lệnh cho máy, như tốc độ tiến và RPM. Điều quan trọng là các cài đặt số này phải phù hợp với thực tế vật lý của đá và lưỡi cưa để tránh hỏng hóc hoặc kết quả kém trên máy cưa cầu hồng ngoại. Cài đặt sai có thể dễ dàng làm vỡ tấm đá hoặc hỏng lưỡi cưa.
Không cần cho máy cắt cầu độc lập. Tuy nhiên, trong dây chuyền tự động, nơi máy cần giao tiếp với băng tải, bộ nạp hoặc hệ thống trung tâm nhà máy, các giao thức như OPC UA là thiết yếu. Chúng cho phép các máy khác nhau nói cùng một ngôn ngữ, cần thiết cho vận hành nhà máy thông minh phối hợp.
 Tiếng Việt
Tiếng Việt
Giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ DINOSAW (Không phải robot). Bạn muốn loại máy (mẫu) nào? Vui lòng WhatsApp cho chúng tôi ngay
Xin chào 👋 Chúng tôi có thể giúp gì cho bạn?