




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Frau Lizzy
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Öffnungszeiten:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 22, 20254 MIN. LESEZEIT
Sep 22, 20254 MIN. LESEZEIT Sep 22, 20254 MIN. LESEZEIT
Sep 22, 20254 MIN. LESEZEITErkunden Sie die technischen Prinzipien einer Brückensäge. Erfahren Sie, wie ihr Gussstahlträger, geschliffene Schienen und massive Führungssäulen die Schnittqualität sichern und den Verschleiß des Sägeblatts reduzieren.
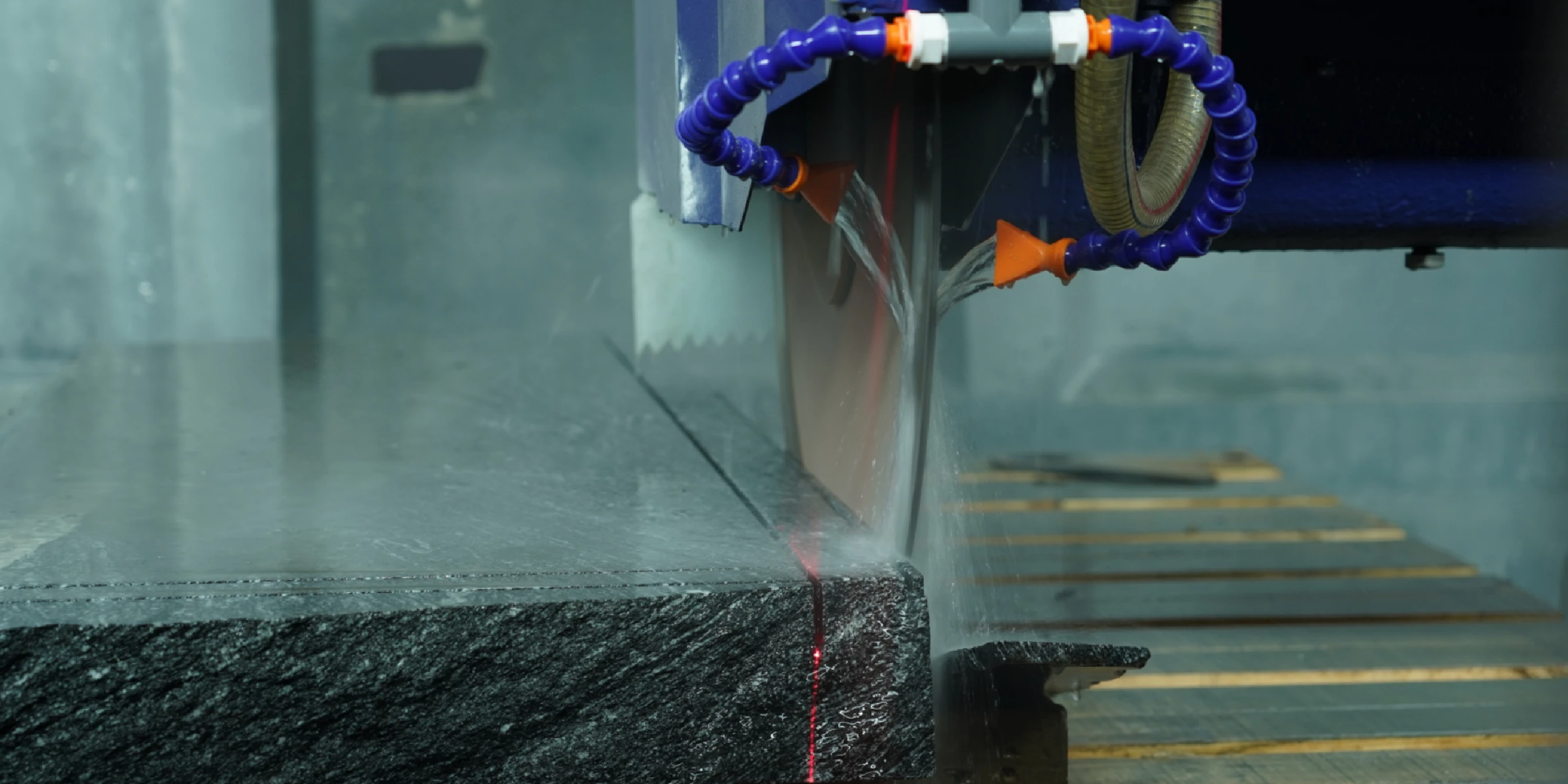
Die Leistung einer Brückensäge ist kein Zufall, sondern das Ergebnis durchdachter Ingenieurskunst. Das Geheimnis eines sauberen, schnellen Schnitts liegt darin, wie die Maschinenstruktur Kräfte kontrolliert und Vibrationen minimiert. Überlegene strukturelle Steifigkeit, kombiniert mit präzise gefertigten beweglichen Teilen, stabilisiert den Schneidprozess, schützt das Sägeblatt und liefert letztlich ein hochwertigeres Endprodukt.
Kontaktieren Sie uns für eine maßgeschneiderte Brückensäge-Konfiguration.
Dieser Artikel beleuchtet die technischen Prinzipien einer modernen Brückensäge. Wir erläutern die wichtigsten Komponenten, erklären, wie sie zusammenarbeiten, um Stabilität zu gewährleisten, und geben typische Betriebsbereiche an, damit Sie verstehen, warum diese Maschinen so effektiv sind.

Eine Brückensäge besteht aus wenigen zentralen Strukturelementen, die zusammenarbeiten. Das Hauptsystem umfasst einen schweren Querträger (die "Brücke"), der sich entlang zweier paralleler Seitenbalken (X-Achse) bewegt. Eine Schneidkopf-Einheit fährt entlang dieser Brücke und bewegt sich zudem vertikal auf Führungssäulen (Z-Achse). Die Steinplatte liegt auf einem Arbeitstisch, der oft drehbar ist, sodass verschiedene Schnitte möglich sind, ohne die Platte manuell bewegen zu müssen.
Vibrationen sind der Hauptgegner und entstehen durch den Motor, den Kontakt des Sägeblatts mit dem Stein und kleine Ungleichgewichte. Eine gut konstruierte Struktur dämpft diese Vibrationen durch Masse (schwerer Gussstahl), Steifigkeit (massive, verstärkte Balken) und Präzision (minimale Spalte bei beweglichen Teilen). So bleibt die Schneidkante des Sägeblatts stabil, was Rattern verhindert und die Lebensdauer verlängert.
Welche strukturelle Rolle spielt ein Gussstahlträger bei der Vibrationsreduktion?
Die Hauptfunktion eines schweren, spannungsarm geglühten Gussstahlträgers ist die eines Vibrationsdämpfers. Seine Masse absorbiert hochfrequente Vibrationen von Motor und Sägeblatt und verhindert Rattern. Dies ist entscheidend für saubere Schnittqualität und zur Vermeidung vorzeitigem Sägeblattverschleiß.
Jedes Teil einer Brückensäge hat eine spezifische Aufgabe. Hier sind die wichtigsten Komponenten und ihr Beitrag zur Leistung.
Präzisionsgeschliffene Schienen: Die Flächen, auf denen Brücke und Schneidkopf fahren, sind exakt eben und glatt geschliffen. Dadurch entsteht ein minimaler Spalt, der Wackeln oder Spiel verhindert, was zu ungenauen Schnitten und schlechtem Finish führen kann.
Präzisionsgeschliffene Schienen sorgen dafür, dass die Brücke auf einer perfekt glatten Oberfläche mit minimalem Spalt fährt und so ein "Wackeln" ausschließt. Dieser stabile Weg ist entscheidend für einen stabilen Schnittkanal (Kerbe), sodass der Schnitt auf einer Brückensäge für Marmorplatten gerade und gleichmäßig bleibt.
Wie verbessern massive, hartverchromte Führungssäulen die vertikale Genauigkeit?
Massive Führungssäulen sind steifer als hohle und widerstehen dem Durchbiegen, wenn der Schneidkopf sich bewegt. Die Hartchrom-Beschichtung bietet eine langlebige, reibungsarme Oberfläche, sodass der Kopf seine exakte vertikale Position ohne Abweichung hält – entscheidend für präzise Tiefenkontrolle.
Ein automatisches Schmiersystem verhindert langfristigen Verschleiß, indem es kritische bewegliche Teile kontinuierlich mit Fett versorgt. So wird Schäden durch Reibung vorgebeugt, die bei versäumter manueller Wartung auftreten, und die Maschine bleibt über ihre gesamte Lebensdauer präzise.
Die Sägeblattgeschwindigkeit (U/min) ist entscheidend und muss auf den Sägeblattdurchmesser und den Steintyp abgestimmt werden. Zu hohe Geschwindigkeit kann zu Verglasung oder vorzeitigem Verschleiß führen, zu niedrige Geschwindigkeit verringert die Effizienz. Hier einige typische Herstellerangaben für eine Granit-Brückensäge:
Hinweis: Dies sind allgemeine Herstellerangaben. Prüfen Sie immer die Empfehlungen Ihres spezifischen Maschinen- und Sägeblatt-Herstellers.
Woran erkennt man falsche Drehzahleinstellungen?
Ist die Drehzahl zu hoch, hören Sie möglicherweise ein hohes Quietschen oder sehen Brandspuren am Stein. Ist sie zu niedrig, läuft der Schnitt langsam und der Motor wird belastet. Beginnen Sie immer mit den Herstellerangaben und passen Sie die Drehzahl je nach Materialrückmeldung an.

Auch robuste Maschinen können Verschleiß- oder Ausrichtungsprobleme zeigen. Achten Sie auf folgende Symptome:
Achten Sie auf ruckartige Bewegungen, neue oder verstärkte Geräusche oder plötzlichen Verlust der Schnittrechtwinkligkeit. Diese deuten oft auf Probleme mit Schienen oder Säulen hin. Prüfen Sie zuerst auf Schmutz auf den Schienen, dann auf fehlende Schmierung an den Säulen. Regelmäßige Inspektionen im Rahmen des Wartungsplans sind die beste Prävention.
Eine moderne Brückensäge muss sich reibungslos in eine digitale Werkstatt integrieren lassen. Die Kompatibilität betrifft die SPS/HMI, die intuitiv bedienbar sein sollten, sowie die Antriebe, die präzise auf Steuerbefehle reagieren müssen. Für automatisierte Produktionslinien achten Sie auf Schnittstellen wie OPC UA oder Profinet – gängige Industrieprotokolle für die Maschinenkommunikation. So kann die Brückensäge mit anderen Geräten verbunden werden, was für eine umfassende Lösung entscheidend ist.
Die SPS/HMI ist das Gehirn, das Ihre Strategie in Maschinenbefehle wie Vorschubrate und Drehzahl übersetzt. Es ist entscheidend, dass diese digitalen Einstellungen zu den realen Bedingungen von Stein und Sägeblatt passen, um Schäden oder schlechte Ergebnisse an Ihrer Infrarot-Brückensäge zu vermeiden. Falsche Einstellungen können leicht zu gebrochenen Platten oder beschädigten Sägeblättern führen.
Für eine Einzelmaschine nicht. In einer automatisierten Linie, in der die Maschine mit Förderbändern, Ladern oder einem zentralen Fabriksystem kommunizieren muss, sind Protokolle wie OPC UA jedoch unerlässlich. Sie ermöglichen es verschiedenen Maschinen, eine gemeinsame Sprache zu sprechen, was für koordinierte, intelligente Fabrikprozesse erforderlich ist.
 Deutsch
Deutsch
Einfache Lösung erhalten
Online-Chat
Hallo, hier ist Lizzy von DINOSAW (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Bitte kontaktieren Sie uns jetzt per WhatsApp
Hallo 👋 Wie können wir helfen?