




 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





黄女士
您好,我是大鲨鱼机械的客户顾问黄女士(人工回复)。 您对哪款设备感兴趣?请告诉我型号或您的需求。我们将为您提供详细资料和报价。
 Nov 3, 20257分钟阅读
Nov 3, 20257分钟阅读 Nov 3, 20257分钟阅读
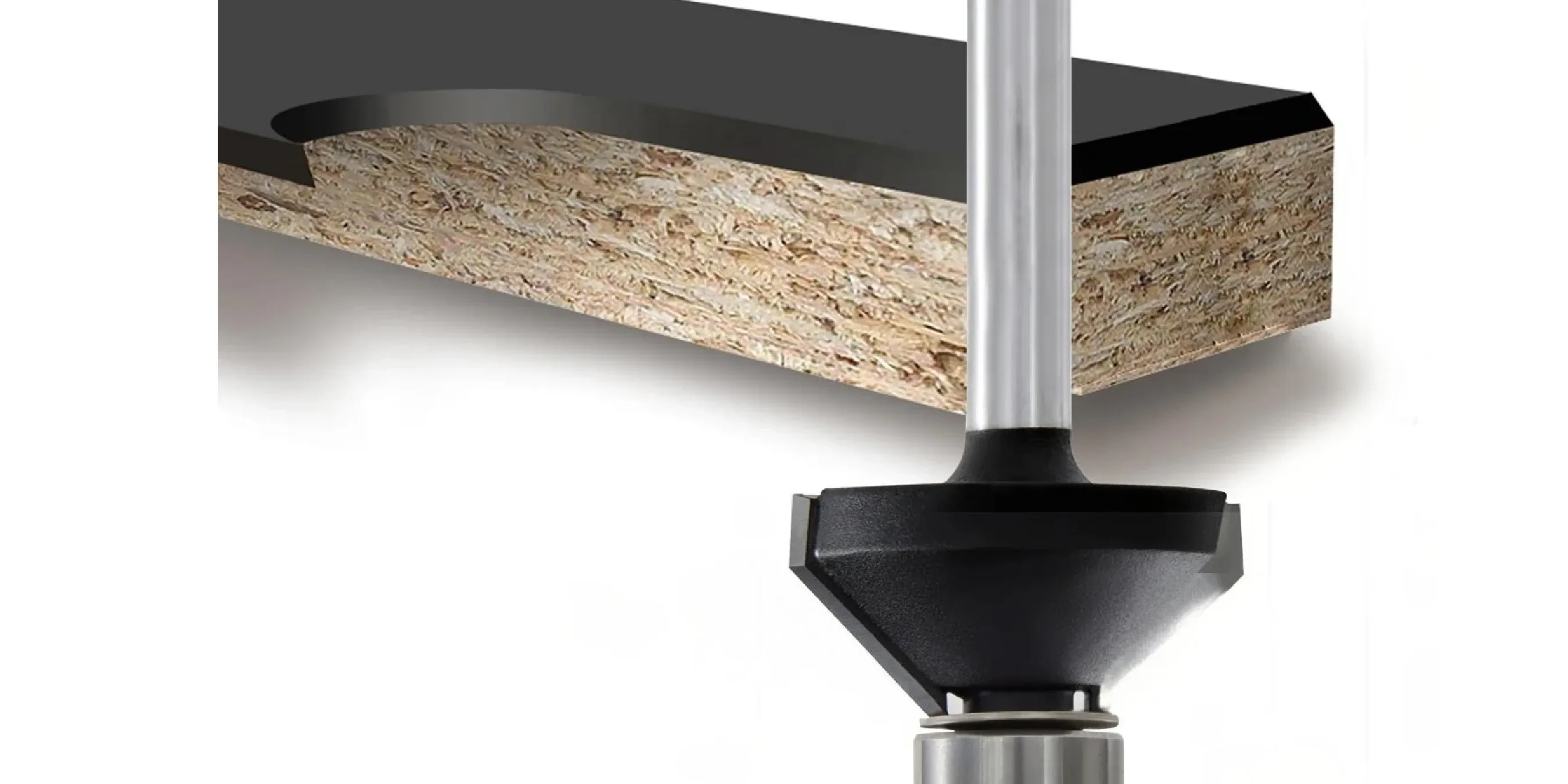
Nov 3, 20257分钟阅读技术深度解析金刚石铣轮。对比不同结合技术,了解转速、进给速度和金刚石粒度如何影响石材加工性能。


组成 | 参数范围/选项 | 性能影响 |
|---|---|---|
金刚石粒度 | 40-80(粗),80-120(中),120-220(细) | 粗粒度去除速度快但表面较粗糙,细粒度表面更光滑但去除速度慢。 |
结合剂类型 | 烧结、真空钎焊、树脂 | 决定工具耐用性与切削特性,需与材料硬度和磨蚀性匹配。 |
金刚石浓度 | 一般按25–100计,视厂家和应用而定。 | 浓度高寿命长、成型好但切割慢,浓度低切割快但磨损快。 |
柄部接口 | M8、M10、5/8\"-11、M14等 | 必须与CNC机或角磨机主轴匹配,接口不当会导致振动和跳动,影响切割质量和安全。 |
冷却通道 | 内冷、外冷或无冷却 | 高效水冷至关重要。内冷通道可将冷却液直接送至切削面,优于防止过热和清除切屑。 |

应用场景 | 铣轮类型 | 初始转速 | 初始进给速度 |
|---|---|---|---|
花岗岩倒角(CNC) | 烧结型,中粒度 | 2000–3000转/分(小直径可高,大直径需低) | 低速进给起步,逐步提升至切口光滑无崩边。 |
大理石雕刻(CNC) | 真空钎焊型,细粒度 | 3000–4000转/分(确保持续冷却) | 中等进给,避免发热,逐步提升至表面光滑。 |
混凝土打磨(手持磨机) | 烧结型,粗粒度 | 2000–3000转/分(湿磨,遵守防护要求) | 手动均匀施压,保持平稳移动,避免停滞。 |
 中文
中文您好 👋 需要什么帮助?