Tecnología de Máquina de Hilo Diamantado CNC para Cerámica | Análisis Técnico en Profundidad
lizzy·Nov 9, 2025·8 MIN DE LECTURA
lizzy·Nov 9, 2025·8 MIN DE LECTURA
Explora los principios de ingeniería de nuestra máquina de sierra de hilo diamantado CNC. Conoce la arquitectura, los componentes principales y las ventajas técnicas para cortar materiales frágiles.
TL;DR: Principales Ventajas Técnicas
Proceso abrasivo de bajo esfuerzo: A diferencia de las hojas que aplican alta fuerza, la Máquinas de Corte con Hilo Diamantado utiliza la abrasión para cortar el material. Este es el principio fundamental de la sierra de hilo diamantado, evitando microgrietas y daños sub-superficiales en cerámicas frágiles.
Precisión submilimétrica: El sistema CNC para corte, combinado con una arquitectura de máquina estable, permite una precisión repetible inferior a 1 mm, posibilitando diseños complejos.
Automatizada y eficiente: El control CNC total de parámetros como velocidad del hilo, tensión y avance garantiza un rendimiento óptimo, mínimo desperdicio y menor necesidad de supervisión constante del operador.
Abrasión de Precisión: El Núcleo de la Tecnología CNC de Sierra de Hilo Diamantado
Para ingenieros y técnicos, la diferencia entre el éxito y el fracaso a menudo radica en la tecnología subyacente. Los métodos tradicionales de corte introducen un alto esfuerzo mecánico, lo cual es desastroso para la integridad estructural de la cerámica espumada, provocando fracturas y daños ocultos bajo la superficie. Aquí es donde se necesita un cambio fundamental de enfoque, pasando de la fuerza bruta a la abrasión de precisión.
El núcleo de la tecnología CNC de sierra de hilo diamantado es precisamente este principio. Sustituye la fuerza de impacto de una hoja por la acción abrasiva controlada de un hilo con cuentas de diamante en rápido movimiento. Esta diferencia técnica es lo que la hace especialmente adecuada para procesar materiales duros, frágiles y porosos, preservando su integridad y logrando formas complejas.
¿Qué es exactamente una sierra de hilo diamantado CNC?
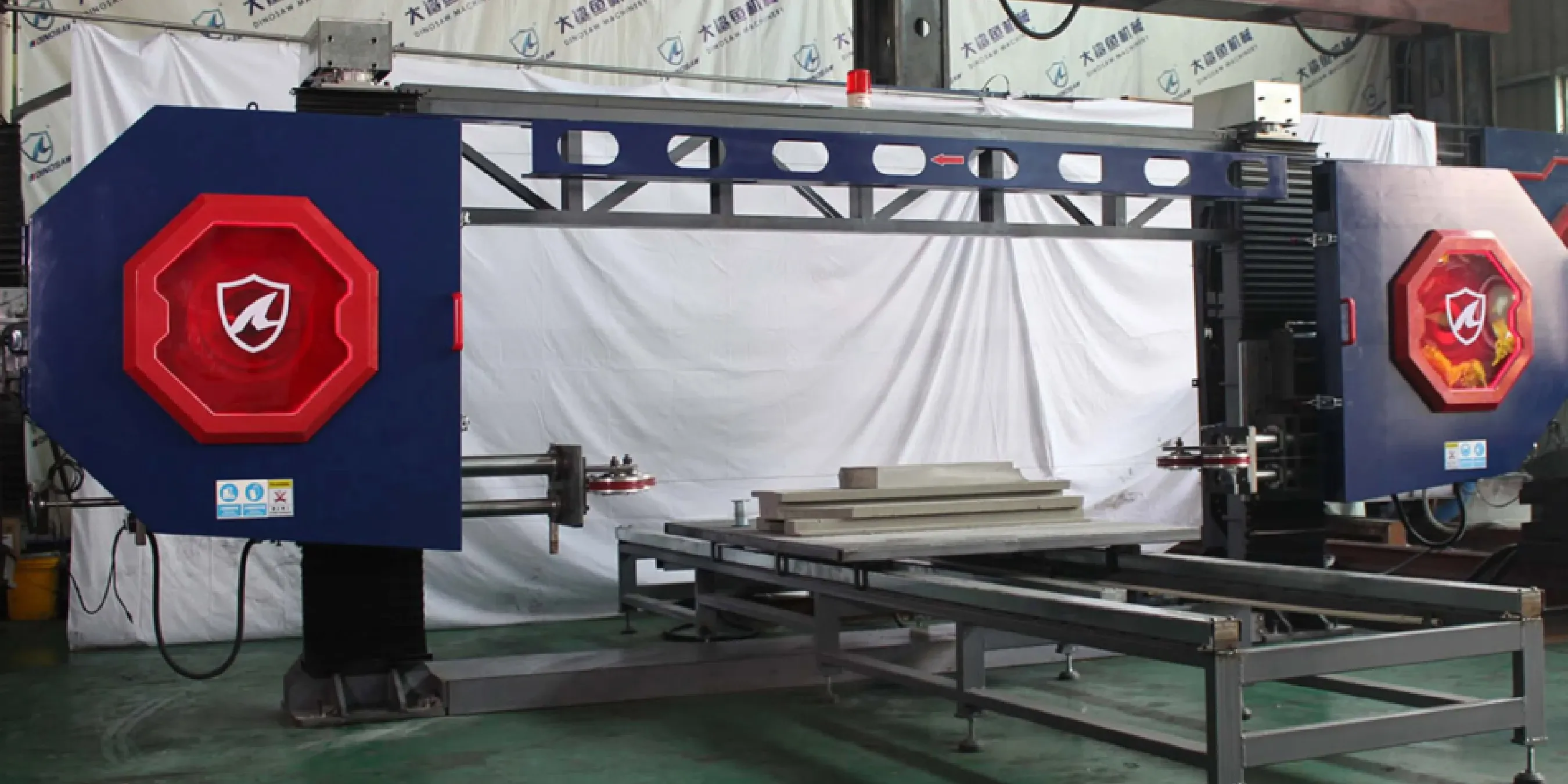
Técnicamente, una sierra de hilo diamantado CNC es una máquina herramienta automatizada que utiliza un bucle continuo de hilo de acero, impregnado o recubierto con partículas de diamante, para cortar materiales. El hilo es guiado por una serie de poleas y accionado a alta velocidad. La pieza de trabajo se mantiene fija o se mueve mediante un sistema CNC multieje, permitiendo al hilo realizar cortes intrincados basados en un diseño digital (archivo CAD). El proceso es puramente abrasivo, donde millones de pequeños diamantes desgastan el material, logrando un corte suave y preciso con un esfuerzo mínimo sobre la pieza.
Principios y Arquitectura del Sistema: Cómo Funciona Todo
La eficacia de la máquina proviene de la integración fluida de sus sistemas mecánicos y electrónicos. Cada componente tiene un papel específico, gobernado por el controlador CNC central para ejecutar el corte con precisión. La arquitectura principal garantiza estabilidad y exactitud durante todo el proceso de corte abrasivo.
Resumen de la Arquitectura del Sistema
Módulo
Función
Conexiones
Notas
Controlador CNC
Control central, ejecuta G-code y gestiona IO
Conecta con servomotores (X/Y/Z/A/C), sistema de accionamiento del hilo, unidad automática de tensión, sensores de la mesa de trabajo
Proporciona control en bucle cerrado y gestión de parámetros
Servomotores (X, Y, Z, A, C)
Posicionamiento para movimiento multieje
Controlados por CNC; retroalimentación vía encoders al CNC
Permite trayectorias 2D/3D complejas
Sistema de accionamiento del hilo
Acciona el bucle de hilo diamantado
Recibe órdenes de inicio/parada/velocidad del CNC; enlace mecánico a poleas guía
Incluye actuador de velocidad del hilo
Poleas guía
Guían y estabilizan la trayectoria del hilo
Interfaz mecánica con el sistema de accionamiento del hilo; monitorizado por CNC vía sensores
La coplanaridad es crítica para la precisión
Unidad automática de tensión
Mantiene la tensión constante del hilo
Recibe la tensión objetivo del CNC; sensor de retroalimentación al CNC
Previene roturas y desviaciones
Mesa de trabajo
Fija la pieza de trabajo
Recibe señales de sujeción/interbloqueo al CNC; puede integrar sensores de palpado
Base rígida y amortiguada contra vibraciones
Gestión de refrigeración y lodo
Refrigeración por agua y captura de lodo
Interbloqueos con el CNC para el estado del flujo; interfaz con sumidero/bomba
Refrigeración por agua por defecto; gestión del flujo de lodo
Seguridad e interbloqueos
Paradas de emergencia, protecciones, finales de carrera
Cableado directo a la IO de seguridad del CNC
Debe estar activo para habilitar el movimiento
Energía y accionamientos
Distribución de energía y accionamientos de motores
Alimenta amplificadores de servos y sistemas auxiliares
Dimensionado según la máquina
Nota: Las flechas/flujo en el diagrama original se representan aquí como relaciones de 'Conexiones'.
Ventajas Técnicas del Corte con Hilo Diamantado: Corte de Bajo Kerf y Sin Microgrietas
Precisión y automatización: El control en bucle cerrado entre los servomotores y el sistema CNC permite la corrección de posición en tiempo real, logrando precisión submilimétrica. Una vez cargado el programa, la máquina puede funcionar con mínima intervención, asegurando consistencia en cientos de piezas. Esta es una ventaja clave de la moderna automatización CNC en el corte de piedra.
Bajo kerf y mínimo desperdicio: El kerf, o ancho del corte, está directamente relacionado con el diámetro de la herramienta. Con un hilo diamantado de menos de 2 mm de diámetro, la pérdida de material es mucho menor que con una hoja de 5 mm o más. Para materiales costosos como la cerámica espumada de circonio, esta reducción de desperdicio se traduce directamente en ahorro de costos.
Mínimas microgrietas: La principal ventaja para las propiedades de la cerámica espumada es evitar el daño sub-superficial. Estudios sobre el corte con hilo diamantado en zafiro y silicio confirman que el mecanismo abrasivo genera mucho menos esfuerzo mecánico que el corte por impacto. Esto previene la formación de microgrietas que comprometen la resistencia del material, un factor crítico en cerámicas técnicas. Por ejemplo, investigaciones publicadas en Engineering Fracture Mechanics destacan cómo el daño sub-superficial es un indicador clave de la calidad del corte.
5 Componentes y Parámetros Clave
1. Hilo Diamantado
La especificación del hilo diamantado es fundamental. Diferentes tipos son adecuados para distintos materiales.
Diámetro: 0,55 mm a 2,5 mm. Hilo más fino para cortes delicados, más grueso para mayor durabilidad.
Diámetro: típicamente 3–4 mm para corte en línea de cerámica espumada; se pueden usar hilos especiales más finos o gruesos para materiales y geometrías específicas.
Guía de vida útil (perfiles de línea en cerámica espumada): aproximadamente 5000 metros por hilo bajo condiciones de corte equilibradas (observado en la máquina DINOSAW para cerámica espumada con control de tensión estable y menor rotura); optimizar tensión, velocidad y avance para alcanzar este objetivo.
2. Poleas Guía
Poleas mecanizadas con precisión aseguran que el hilo corra recto, evitando vibraciones y desgaste prematuro.
Material: Acero endurecido o recubiertas de cerámica para resistencia al desgaste.
Alineación: Deben estar perfectamente coplanares para evitar torsión del hilo.
3. Sistema Automático de Tensión
Mantiene el control constante de la tensión del hilo, lo cual es vital para la precisión del corte y evitar roturas.
Mecanismo: Normalmente sistemas neumáticos, hidráulicos o con muelle que compensan el estiramiento del hilo.
4. Sistema de Control CNC
El cerebro de la operación, traduciendo los diseños digitales en movimientos físicos precisos.
Compatibilidad: Soporta archivos estándar G-code y DXF de software CAD/CAM como AutoCAD, SolidWorks o Rhino.
5. Refrigeración y Control de Polvo
Esencial para gestionar el calor, eliminar residuos del corte y controlar el polvo. Para cerámicas espumadas, la configuración típica utiliza refrigeración por agua, ya que la mayoría de las sierras de hilo funcionan con refrigerante líquido. En casos específicos, se usan refrigeración por aire o fluidos especiales según el material y la geometría.
Opciones de refrigeración: El enfriamiento por agua es estándar. Gestiona el calor y elimina el lodo de manera eficaz. Sin embargo, para materiales muy porosos, el proceso debe considerar la absorción de agua y los pasos de secado posteriores. En casos especiales, se puede usar aire o niebla mínima. Es obligatorio el uso de una campana de vacío para extracción de polvo/lodo para cumplir con los estándares OSHA.
Modos Comunes de Falla y Mitigación en Corte CNC con Hilo Diamantado
Modo de Falla
Causa Probable
Estrategia de Mitigación
Rotura frecuente del hilo
Tensión incorrecta del hilo (demasiado alta/baja); avance excesivo; poleas guía desgastadas.
Calibrar el sistema de tensión; reducir el avance; inspeccionar y reemplazar poleas.
Acabado superficial deficiente
Vibración del hilo; velocidad incorrecta del hilo; grano de diamante inadecuado para el material.
Revisar alineación de poleas; ajustar velocidad del hilo; usar hilo de grano más fino.
Inexactitud dimensional
Descalibración del CNC; sujeción floja de la pieza; holgura mecánica.
Ejecutar rutina de calibración CNC; asegurar la pieza; revisar desgaste mecánico de la máquina.
Compatibilidad: Tecnología PLC para Corte CNC de Piedra
Para integración en líneas de producción automatizadas, el sistema de control de la máquina puede equiparse para comunicarse con sistemas de gestión a nivel de fábrica. Esto permite la programación y monitoreo centralizado de trabajos. Se pueden soportar protocolos industriales estándar como OPC UA, Profinet o integración directa con PLC, habilitando capacidades de Industria 4.0. Para más orientación sobre integración de automatización, consulta nuestra Guía de Fresado CNC para Piedra.
Parámetros Iniciales Recomendados para Corte de Cerámica Espumada
Los siguientes son puntos de partida generales para los parámetros de corte. Deben optimizarse para tu material específico y el acabado deseado.
Material
Velocidad del hilo
Avance
Tensión
Cerámica espumada de alúmina
típicamente 12–20 m/s
comúnmente 300–800 mm/min
alrededor de 160–220 N
Cerámica espumada de carburo de silicio (SiC)
típicamente 10–18 m/s
comúnmente 200–600 mm/min
alrededor de 180–240 N
Circonio poroso
típicamente 10–16 m/s
comúnmente 180–500 mm/min
alrededor de 190–250 N
* Los valores son orientativos y deben optimizarse mediante cortes de prueba pequeños.
Preguntas Frecuentes (FAQ)
¿Cómo se mide y controla la tensión del hilo?
La tensión se mantiene automáticamente mediante un sistema dedicado de tensado neumático o servoasistido.
Contexto: Mantener una tensión constante es vital para la precisión del corte y evitar roturas. El sistema aplica una fuerza constante a una polea sobre un carro móvil, compensando cualquier estiramiento del hilo durante la operación.
Procedimiento: Un sensor electrónico proporciona retroalimentación en tiempo real al controlador CNC, que ajusta el tensador para mantener el valor programado (por ejemplo, 200N) durante todo el corte.
Siguiente paso: Asegúrate de que el valor de tensión en los parámetros de corte esté configurado según la especificación del fabricante del hilo para el material a cortar.
¿Cuál es la diferencia entre un hilo diamantado galvanizado y uno sinterizado?
La principal diferencia es la durabilidad y el costo, lo que determina la mejor aplicación para cada uno.
Contexto: Los hilos galvanizados tienen una sola capa de diamantes adherida al núcleo. Son menos costosos pero de vida útil más corta. Los hilos sinterizados tienen diamantes mezclados en una matriz metálica fusionada al núcleo, exponiendo nuevos diamantes a medida que el hilo se desgasta.
Procedimiento: Utiliza hilos galvanizados para materiales blandos o trabajos cortos donde el costo es prioritario. Usa hilos sinterizados más duraderos para cerámicas duras y abrasivas como SiC o para producciones largas.
Siguiente paso: Consulta nuestra guía de compatibilidad de materiales o habla con un técnico para seleccionar el hilo más rentable para tu aplicación específica.
¿Qué tan crítico es el sistema de refrigeración para cortar cerámica espumada?
La refrigeración es esencial, y la mayoría de las sierras de hilo usan agua para cerámica espumada para gestionar el calor, controlar el polvo y eliminar el lodo del corte.
Contexto: El enfriamiento por agua es típico tanto para cerámica espumada como para piedra. Elimina eficazmente el calor del hilo y la pieza, prolonga la vida del hilo y suprime el polvo peligroso creando un lodo manejable.
Procedimiento: Asegura un flujo constante de agua dirigido al punto de corte. El sistema debe capturar el lodo resultante para su filtrado y eliminación adecuada, evitando contaminación ambiental y manteniendo el área de trabajo limpia.
Siguiente paso: Para materiales muy porosos, incluye una etapa de secado posterior al corte en tu flujo de trabajo. Si la absorción de agua es un problema crítico, consulta opciones alternativas de refrigeración con el fabricante.
¿Se pueden actualizar los ejes de la máquina más adelante?
Esto depende de la arquitectura base del modelo de máquina específico.
Contexto: Algunos modelos están diseñados con una estructura modular que permite la adición futura de un eje rotativo (eje A/C) o un cabezal basculante. Otros tienen una arquitectura fija donde tal actualización no es posible.
Procedimiento: Una actualización de eje es una modificación importante que implica tanto hardware nuevo como integración de software. No es una simple adición.
Siguiente paso: Si prevés necesitar más ejes en el futuro, es fundamental discutirlo durante la consulta de compra inicial para asegurarte de elegir una máquina con posibilidad de actualización.
¿Qué significa 'daño sub-superficial' en el contexto del corte de cerámica?
El daño sub-superficial (SSD) es una capa de microgrietas que se forma justo debajo de la superficie de corte.
Contexto: El SSD es causado por el esfuerzo mecánico y térmico del proceso de corte. En cerámicas técnicas, este daño puede comprometer la resistencia mecánica y la fiabilidad a largo plazo de la pieza, aunque no sea visible.
Procedimiento: Métodos de bajo esfuerzo como el corte con hilo diamantado se usan para minimizar el SSD. La acción abrasiva desgasta el material suavemente, a diferencia de la fuerza de impacto de una hoja, por lo que es el método superior para cortar componentes cerámicos críticos.
Siguiente paso: Al evaluar tecnologías de corte, considera no solo el acabado superficial sino también el impacto en la integridad sub-superficial, como se detalla en artículos académicos como este de MDPI.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Nov 9, 20258 MIN DE LECTURA
Nov 9, 20258 MIN DE LECTURA

 Principios y Arquitectura del Sistema: Cómo Funciona Todo
Principios y Arquitectura del Sistema: Cómo Funciona Todo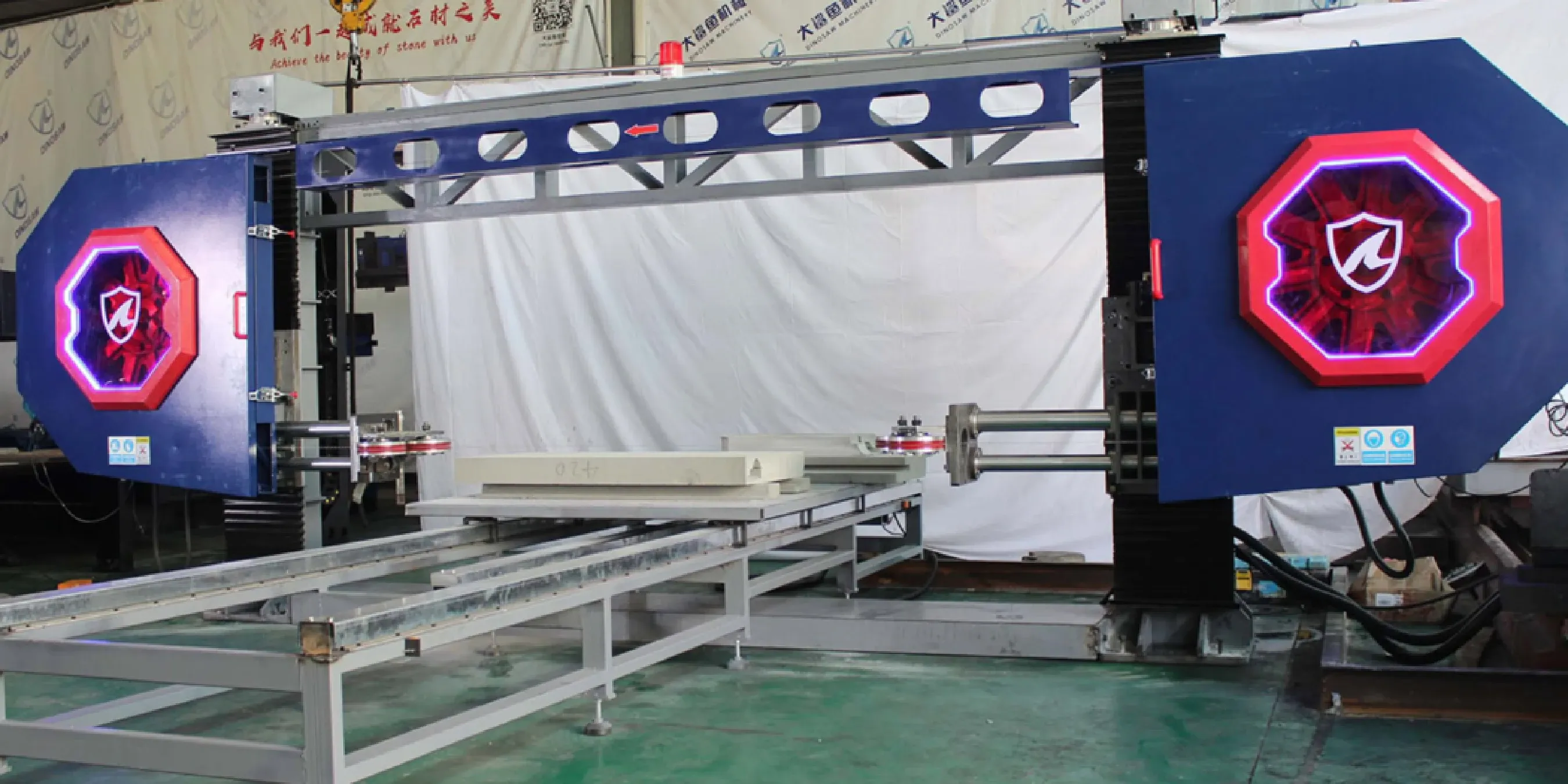 5 Componentes y Parámetros Clave
5 Componentes y Parámetros Clave Modos Comunes de Falla y Mitigación en Corte CNC con Hilo Diamantado
Modos Comunes de Falla y Mitigación en Corte CNC con Hilo Diamantado Preguntas Frecuentes (FAQ)
Preguntas Frecuentes (FAQ) Español
Español
