Руководство инженера по многодисковым станкам для резки каменных блоков. Изучите конструкцию, прецизионные подъемные системы, диапазоны скоростей шпинделя (об/мин) и методы предотвращения сбоев при работе с гранитом и мрамором.
Что это за система — мостовой станок для резки каменных блоков, сконфигурированный как многодисковый станок для высокопроизводительного распила блоков на плиты.
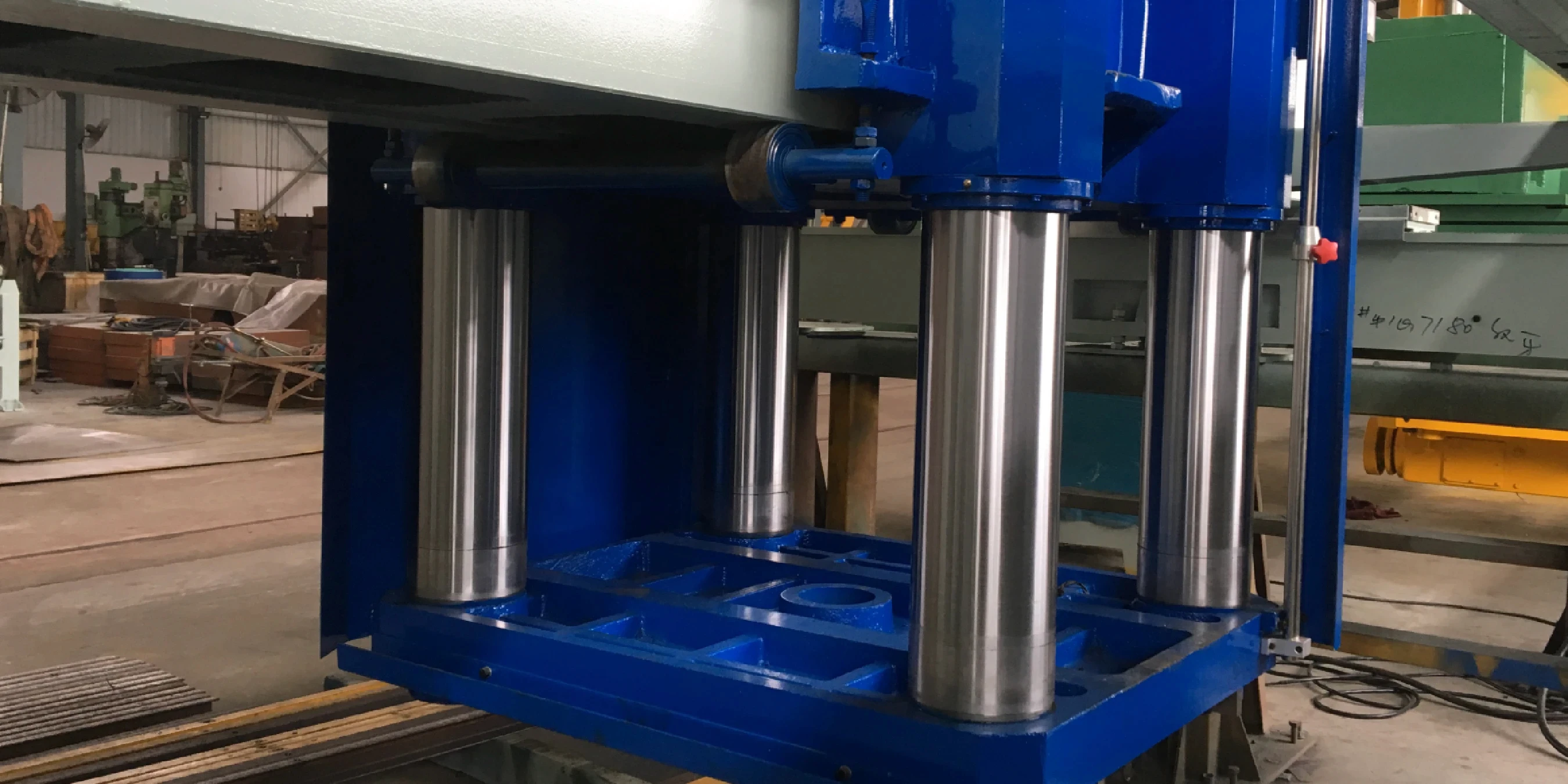
Стойко-винтовой подъем DINOSAW является стандартом (доступен индивидуальный слайд-подъем), в сочетании с жесткой литой балкой рамы для структурной устойчивости и точности реза, включая работы с твердым камнем (по данным производителя).
Запросите лист параметров, подобранный под ваш диаметр диска, целевую толщину плиты и настройки пропила.

Обзор конструкции
- Литая балка рамы: Высокая жесткость, гашение вибраций; обеспечивает стабильность реза и точность допусков на граните/мраморе (по данным производителя). Для понимания свойств материала и контекста обработки см. Идентификация камня и решения для обработки.
- Подъемная система: Стойко-винтовой подъем (стандарт) с точным вертикальным перемещением; опционально — слайд-подъем по запросу клиента.
- Привод шпинделя: Электродвигатель → клиноременные шкивы → редуктор → главный шпиндель; регулировка скорости за счет диаметров шкивов и передаточного числа редуктора.
- Смазка: Полужидкая смазка (000/00) на стойках; для слайд-подъема доступна авто-смазка; индикаторы масла для контроля.
- Управление и безопасность: Сенсорная панель HMI, датчики тока/напряжения; автоматическое снижение подачи при заклинивании диска (по данным производителя); освещение внутри кожуха.
- Защита поверхности: Дробеструйная обработка и антикоррозийное покрытие открытых частей.
Принципы выбора параметров и примерные диапазоны
1) Скорость шпинделя (об/мин) в зависимости от диаметра диска
Скорость шпинделя должна соответствовать диаметру диска и толщине плиты. Примерные диапазоны по данным производителя:
- Φ1650: 3,5–4,5 мм (≈0,14–0,18 дюйма) основание плиты → 455 или 408 об/мин; 5,5 мм (≈0,22 дюйма) → 455 об/мин.
- Φ1800 / Φ2000: 4,0–4,5 мм (≈0,16–0,18 дюйма) → 455 об/мин; ≥5,5 мм (≈0,22 дюйма) → 408 об/мин.
- Φ2200: 408 об/мин (любая толщина).
- Φ2500: 327 об/мин (любая толщина).
- Φ2800: 287 об/мин (любая толщина).
Примечание: Фактическая скорость зависит от типа камня (гранит или мрамор), подачи, характеристик диска и передаточного числа редуктора; уточняйте на объекте.
2) Расчет скорости (для справки)
Скорость шпинделя ≈ скорость двигателя × (диаметр шкива двигателя ÷ диаметр шкива шпинделя) ÷ передаточное число редуктора.
- Типичный двигатель: 6 полюсов ≈ 980 об/мин.
- Типичное передаточное число редуктора: ≈ 1,5.
Пример: 980 × (250 ÷ 500) ÷ 1,5 ≈ 326 об/мин (иллюстрация).
3) Междисковое расстояние и ширина пропила
- Устанавливайте расстояние между дисками исходя из целевой толщины плиты + ширины пропила; поддерживайте постоянство для SKU-семейств (мрамор).
- Точность стойко-винтового подъема помогает сохранять вертикальное выравнивание, снижая отклонения дисков и неравномерность пропила.
- Варианты длины подвеса (по данным производителя): 400 мм (стандарт для слайд-подъема), 400 мм (стандарт для стойко-винтового), 500 мм (опция для обоих типов).
При резке сложных форм или планировании альтернативных методов ознакомьтесь с нашим Руководством по Алмазно-канатной пиле как дополнительным подходом.

Сбои и их предотвращение
- Биение/вибрация диска: Причины — изношенные подшипники, несоосность шкивов, неправильные обороты/подача. Решение — проверить подшипники, отбалансировать шкивы, подобрать обороты под диаметр; снизить подачу.
- Отклонение/неравномерный пропил: Причины — люфт в подъеме, износ диска, непостоянное расстояние. Решение — проверить зазор стойки, заменить диски, перенастроить расстояние; провести контроль качества.
- Перегрев/следы подгорания: Причины — слишком высокие обороты/подача, плохая смазка/охлаждение. Решение — снизить обороты или подачу; проверить подачу смазки и охлаждающей жидкости.
- Остановка/заклинивание подачи: Причины — включения/твердые прожилки, агрессивная подача. Решение — включить автоматическое замедление по току; ступенчато подавать; предварительно сканировать поверхность блока.
- Электрические аномалии: Причины — нестабильное питание или проводка. Решение — проверить подачу; осмотреть шкаф; использовать защиту от перенапряжения; поддерживать заземление.
Совместимость
- Интеграция с ПЛК/приводами: Стандартные цифровые/аналоговые входы-выходы; поддержка промышленных протоколов (например, OPC UA/Profinet, если применимо).
- Оснастка и ограждения: Конфигурируемые зажимы/ограждения; обеспечьте зазор для диаметров Φ1650–Φ2800. Для сравнения оборудования и сильных сторон поставщиков ознакомьтесь с Топ брендами в резке камня.
- Помощь оператору: Освещение кожуха; сенсорная панель отображает ток/напряжение; опционально — беспроводное управление (по данным производителя).
Начальные настройки
Используйте только как ориентир; окончательно устанавливайте после испытаний и контроля качества.
- Гранит, Φ1800–Φ2000: Начните с 455 об/мин для плит 4,0–4,5 мм; если ≥5,5 мм — 408 об/мин; подача: избегайте скачков тока; расстояние — по целевой толщине.
- Мрамор, Φ1650: Начните с 408–455 об/мин в зависимости от требований к отделке; поддерживайте постоянное расстояние для SKU-семейств.
- Смешанные запасы (экспортная площадка): Планируйте по диапазонам диаметров (Φ1650/Φ1800/Φ2000/Φ2200/Φ2500/Φ2800); держите обороты в примерных диапазонах; стандартизируйте ширину пропила для облегчения последующей обработки.
Все приведенные выше параметры основаны на данных производителя или типовых настройках; подтверждайте на объекте.
Часто задаваемые вопросы
Как выбрать обороты шпинделя для заданного диаметра диска?
- Используйте диапазоны диаметров: например, Φ1800–Φ2000 → 455 об/мин (4,0–4,5 мм), ≥5,5 мм → 408 об/мин; Φ2500 → 327 об/мин; Φ2800 → 287 об/мин (по данным производителя).
- Проверяйте на объекте с учетом твердости камня, подачи и передаточного числа редуктора.
Какова формула для оценки оборотов распиловочного станка?
Скорость шпинделя ≈ скорость двигателя × (шкив двигателя ÷ шкив шпинделя) ÷ передаточное число редуктора. Пример: 6-полюсный ~980 об/мин и передаточное число ~1,5 → ~326 об/мин.
Стойко-винтовой или слайд-подъем — что точнее?
- Стойко-винтовой: Более точное вертикальное ведение, меньше отклонений; регулярная смазка (000/00) и проверка зазоров.
- Слайд: Подходит для некоторых доработок; требует большего внимания к выравниванию и состоянию направляющих.
Как задать междисковое расстояние?
- Определите целевую толщину плиты.
- Учтите ширину пропила диска.
- Сохраняйте постоянство расстояния для SKU-семейств; проводите контроль качества при упаковке.
Какие типичные сигналы сбоев и способы их устранения?
- Биение/вибрация диска → проверьте подшипники/шкивы, подберите обороты под диаметр, снизьте подачу.
- Отклонение/неравномерный пропил → проверьте зазор подъема, замените диски, перенастройте расстояние.
- Перегрев → снизьте обороты/подачу; проверьте смазку/охлаждение.
- Остановка подачи/заклинивание → включите автоматическое замедление по току; ступенчато подавайте; предварительно сканируйте поверхность блока.
Как оценить подачу без перегрева?
- Отслеживайте скачки тока; при их появлении уменьшайте подачу или обороты.
- Обеспечьте равномерную подачу охлаждающей жидкости на все диски.
- Пробуйте небольшие корректировки в зависимости от твердости камня и состояния диска.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français



 Sep 17, 20254 МИН ЧТЕНИЯ
Sep 17, 20254 МИН ЧТЕНИЯ
 Русский
Русский
