Hướng dẫn của kỹ sư về máy cắt đá khối nhiều lưỡi. Hiểu về cấu trúc, hệ thống nâng chính xác, dải tốc độ trục chính (vòng/phút), và cách giảm thiểu sự cố cho đá granite và đá cẩm thạch.
Hệ thống này là gì - Một máy cưa cầu cắt đá khối được cấu hình như một máy cắt khối nhiều lưỡi để chuyển đổi khối sang tấm với hiệu suất cao.
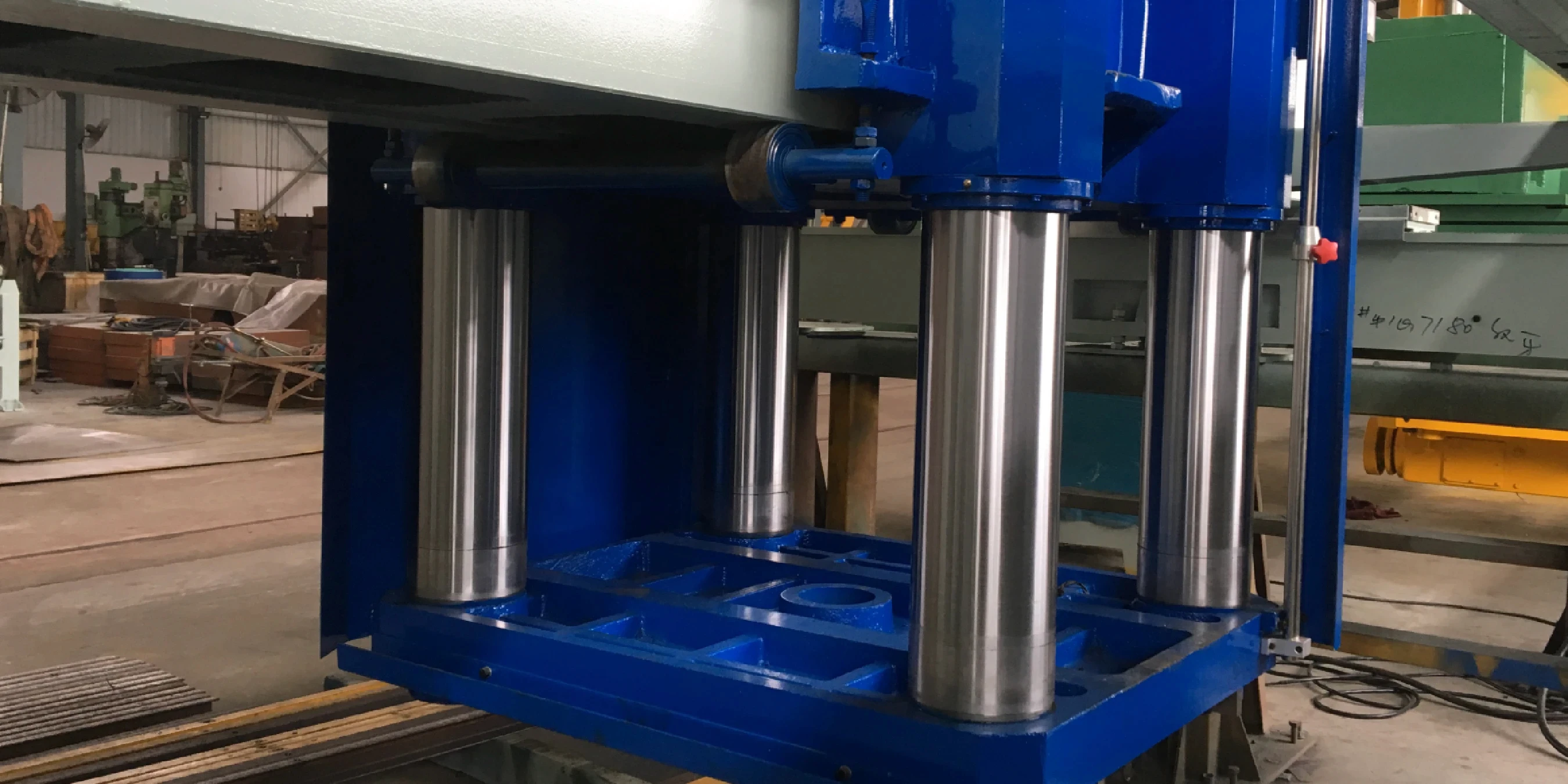
Hệ thống nâng trụ dẫn hướng của DINOSAW là tiêu chuẩn (có thể tùy chọn nâng trượt), kết hợp với khung dầm ngang đúc liền cứng vững cho độ ổn định kết cấu và độ chính xác khi cắt, kể cả với đá cứng (theo báo cáo của nhà sản xuất).
Yêu cầu bảng thông số phù hợp với đường kính lưỡi, độ dày tấm mục tiêu và thiết lập đường cắt.

Tổng Quan Kiến Trúc
- Khung dầm ngang đúc liền: Độ cứng cao, giảm rung động; duy trì độ ổn định và dung sai khi cắt đá granite/cẩm thạch (theo nhà sản xuất). Để hiểu về đặc tính vật liệu và bối cảnh gia công, xem Giải pháp Nhận diện & Gia công Đá.
- Hệ thống nâng: Nâng trụ dẫn hướng (tiêu chuẩn) với chuyển động thẳng đứng chính xác; tùy chọn nâng trượt theo nhu cầu khách hàng.
- Truyền động trục chính: Động cơ → puly dây đai chữ V → hộp số → trục chính; điều chỉnh tốc độ qua đường kính puly và tỷ số truyền hộp số.
- Bôi trơn: Mỡ bán lỏng (000/00) trên trụ dẫn hướng; có thể tự động bôi trơn cho loại trượt; có chỉ báo dầu để kiểm tra.
- Điều khiển & an toàn: Màn hình cảm ứng HMI, cảm biến dòng/áp; tự động giảm tốc độ cấp phôi khi kẹt lưỡi (theo nhà sản xuất); chiếu sáng bên trong vỏ máy.
- Bảo vệ bề mặt: Các bộ phận lộ ra ngoài được phun bi và phủ chống gỉ.
Nguyên Tắc Tham Số và Dải Ví Dụ
1) Tốc Độ Trục Chính (vòng/phút) so với Đường Kính Lưỡi
Tốc độ trục chính nên phù hợp với đường kính lưỡi và độ dày tấm. Dải ví dụ theo nhà sản xuất:
- Φ1650: tấm 3.5–4.5 mm (≈0.14–0.18 in) → 455 hoặc 408 vòng/phút; 5.5 mm (≈0.22 in) → 455 vòng/phút.
- Φ1800 / Φ2000: 4.0–4.5 mm (≈0.16–0.18 in) → 455 vòng/phút; ≥5.5 mm (≈0.22 in) → 408 vòng/phút.
- Φ2200: 408 vòng/phút (mọi độ dày).
- Φ2500: 327 vòng/phút (mọi độ dày).
- Φ2800: 287 vòng/phút (mọi độ dày).
Lưu ý: Tốc độ thực tế phụ thuộc vào loại đá (granite hoặc cẩm thạch), tốc độ cấp phôi, thông số lưỡi và tỷ số truyền hộp số; xác nhận qua thử nghiệm thực tế.
2) Tính Toán Tốc Độ (Tham Khảo)
Tốc độ trục chính ≈ tốc độ động cơ × (đường kính puly động cơ ÷ đường kính puly trục chính) ÷ tỷ số truyền hộp số.
- Động cơ phổ biến: 6 cực ≈ 980 vòng/phút.
- Tỷ số truyền hộp số phổ biến: ≈ 1.5.
Ví dụ: 980 × (250 ÷ 500) ÷ 1.5 ≈ 326 vòng/phút (minh họa).
3) Khoảng Cách Nhiều Lưỡi và Đường Cắt
- Cài đặt khoảng cách lưỡi dựa trên độ dày tấm mục tiêu + độ rộng đường cắt; giữ khoảng cách nhất quán cho các dòng SKU (cẩm thạch).
- Độ chính xác của trụ dẫn hướng giúp duy trì căn chỉnh thẳng đứng, giảm lệch lưỡi và đường cắt không đều.
- Tùy chọn chiều dài treo (theo nhà sản xuất): 400 mm (trượt tiêu chuẩn), 400 mm (trụ tiêu chuẩn), 500 mm (tùy chọn cho cả hai loại).
Khi cắt hình dạng phức tạp hoặc lên kế hoạch phương pháp thay thế, hãy tham khảo Hướng dẫn Máy cưa dây dạng kim cương như một giải pháp bổ sung.

Sự Cố & Giải Pháp
- Lưỡi dao rung/lệch: Nguyên nhân - bạc đạn mòn, puly lệch, tốc độ/phôi không phù hợp. Giải pháp - kiểm tra bạc đạn, cân bằng lại puly, điều chỉnh tốc độ phù hợp với đường kính; giảm tốc độ cấp phôi.
- Lệch/đường cắt không đều: Nguyên nhân - độ rơ hệ nâng, mòn lưỡi, khoảng cách không đều. Giải pháp - kiểm tra khe hở trụ, thay mới lưỡi, cài đặt lại khoảng cách; kiểm tra QA.
- Quá nhiệt/vết cháy: Nguyên nhân - tốc độ/phôi quá cao, bôi trơn/làm mát kém. Giải pháp - giảm tốc độ hoặc phôi; kiểm tra bôi trơn và làm mát.
- Kẹt/phôi dừng: Nguyên nhân - tạp chất/đá cứng, cấp phôi quá mạnh. Giải pháp - bật giảm tốc tự động theo dòng; cấp phôi từng bước; quét trước bề mặt khối.
- Sự cố điện: Nguyên nhân - nguồn điện hoặc dây dẫn không ổn định. Giải pháp - kiểm tra nguồn; kiểm tra tủ điện; dùng chống sét; đảm bảo tiếp đất.
Tương Thích
- Tích hợp PLC/drive: Hỗ trợ I/O số/tương tự tiêu chuẩn; hỗ trợ các giao thức công nghiệp (ví dụ: OPC UA/Profinet nếu có).
- Kẹp và che chắn: Kẹp/bảo vệ có thể cấu hình; đảm bảo khoảng trống cho đường kính Φ1650–Φ2800. Để so sánh các dòng thiết bị và thế mạnh nhà cung cấp, tham khảo Top thương hiệu máy cắt đá.
- Hỗ trợ vận hành: Đèn chiếu sáng bên trong; màn hình cảm ứng hiển thị dòng/áp; tùy chọn điều khiển không dây (theo nhà sản xuất).
Cài Đặt Khởi Đầu
Dùng các thông số này để tham khảo; xác nhận lại qua thử nghiệm và kiểm tra QA.
- Granite, Φ1800–Φ2000: Bắt đầu 455 vòng/phút cho tấm 4.0–4.5 mm; nếu ≥5.5 mm bắt đầu 408 vòng/phút; tốc độ cấp phôi: điều chỉnh để tránh tăng dòng đột ngột; khoảng cách theo độ dày mục tiêu.
- Cẩm thạch, Φ1650: Bắt đầu 408–455 vòng/phút tùy yêu cầu bề mặt; giữ khoảng cách cố định cho các dòng SKU.
- Tồn kho hỗn hợp (bãi xuất khẩu): Lên lịch theo dải đường kính (Φ1650/Φ1800/Φ2000/Φ2200/Φ2500/Φ2800); giữ tốc độ trong dải ví dụ; tiêu chuẩn hóa mục tiêu đường cắt để hỗ trợ hoàn thiện sau này.
Tất cả các ví dụ tham số trên là do nhà sản xuất báo cáo hoặc dựa trên thiết lập phổ biến; xác nhận thực tế tại chỗ.
Câu Hỏi Thường Gặp
Làm sao chọn tốc độ trục chính phù hợp với đường kính lưỡi?
- Dùng dải đường kính: ví dụ, Φ1800–Φ2000 → 455 vòng/phút (4.0–4.5 mm), ≥5.5 mm → 408 vòng/phút; Φ2500 → 327 vòng/phút; Φ2800 → 287 vòng/phút (theo nhà sản xuất).
- Kiểm tra thực tế theo độ cứng đá, tốc độ cấp phôi và tỷ số truyền hộp số.
Công thức ước tính tốc độ máy cưa khối là gì?
Tốc độ trục chính ≈ tốc độ động cơ × (puly động cơ ÷ puly trục chính) ÷ tỷ số truyền hộp số. Ví dụ với động cơ 6 cực ~980 vòng/phút và tỷ số ~1.5 → ~326 vòng/phút.
Nâng trụ dẫn hướng và nâng trượt - loại nào chính xác hơn?
- Trụ dẫn hướng: Hướng dẫn thẳng đứng chặt chẽ hơn, độ lệch thấp; cần bôi trơn mỡ (000/00) định kỳ và kiểm tra khe hở.
- Trượt: Phù hợp cho một số nâng cấp; cần bảo trì căn chỉnh và kiểm tra ray thường xuyên hơn.
Làm sao cài đặt khoảng cách nhiều lưỡi?
- Xác định độ dày tấm mục tiêu.
- Tính đến đường cắt của lưỡi.
- Giữ khoảng cách cố định cho các dòng SKU; kiểm tra QA khi đóng gói.
Tín hiệu sự cố phổ biến và cách khắc phục?
- Lưỡi rung/lệch → kiểm tra bạc đạn/puly, điều chỉnh tốc độ phù hợp, giảm tốc độ cấp phôi.
- Lệch/đường cắt không đều → kiểm tra khe hở hệ nâng, thay mới lưỡi, cài đặt lại khoảng cách.
- Quá nhiệt → giảm tốc độ/phôi; kiểm tra bôi trơn/làm mát.
- Kẹt phôi → bật giảm tốc theo dòng; cấp phôi từng bước; quét trước bề mặt khối.
Làm sao ước tính tốc độ cấp phôi mà không gây quá nhiệt?
- Theo dõi dòng tăng đột biến; giảm tốc độ cấp phôi hoặc tốc độ trục chính nếu xuất hiện.
- Đảm bảo làm mát đều cho tất cả lưỡi.
- Thử điều chỉnh nhỏ dựa trên độ cứng đá và tình trạng lưỡi.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский



 Sep 17, 2025ĐỌC 4 PHÚT
Sep 17, 2025ĐỌC 4 PHÚT
 Tiếng Việt
Tiếng Việt
