Guide d'ingénierie sur les machines de découpe de blocs de pierre multi-lames. Comprendre l'architecture, les systèmes de levage de précision, les plages de vitesses de broche (tr/min) et la gestion des défaillances pour le granit et le marbre.
Ce système - Une débiteuse à pont configurée en scie à blocs multi-lames pour une conversion rapide des blocs en dalles.
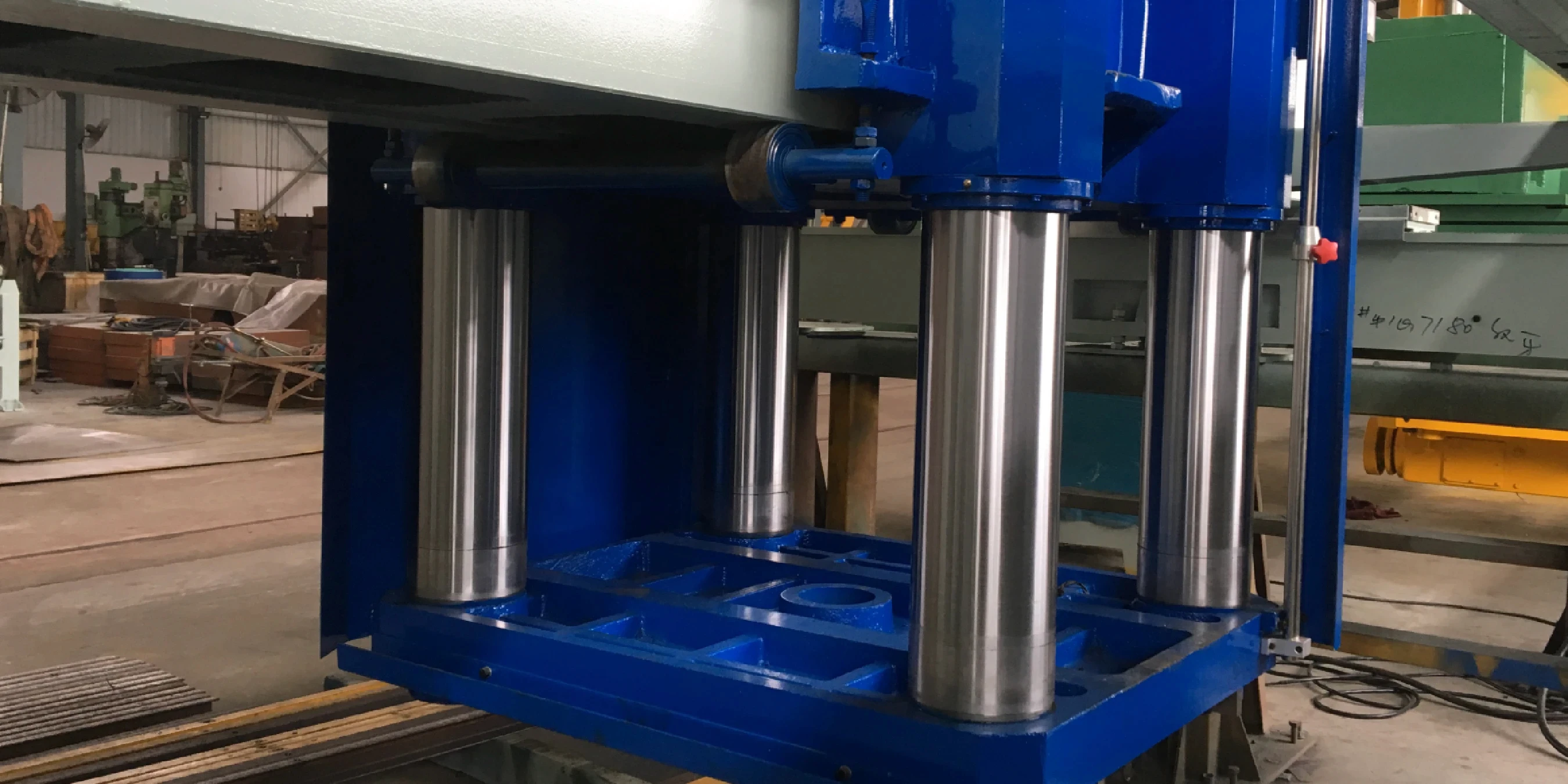
Le système de levage à colonnes DINOSAW est la norme (levage coulissant personnalisé disponible), combiné à un châssis global à poutre coulée rigide pour la stabilité structurelle et la précision de coupe, y compris pour les pierres dures (selon le fabricant).
Demandez une fiche de paramètres adaptée au diamètre de votre lame, à l'épaisseur cible de la dalle et à la configuration du trait de scie.

Aperçu de l'architecture
- Châssis global à poutre coulée : Haute rigidité, amortissement des vibrations ; maintien de la stabilité et de la tolérance de coupe sur le granit/marbre (selon le fabricant). Pour le comportement des matériaux et le contexte de traitement, voir Identification & solutions de traitement de la pierre.
- Système de levage : Levage à colonnes (standard) avec mouvement vertical précis ; option coulissante selon les besoins du client.
- Entraînement de broche : Moteur → poulies à courroie trapézoïdale → boîte de vitesses → broche principale ; contrôle de la vitesse via le diamètre des poulies et le rapport de la boîte de vitesses.
- Lubrification : Graisse semi-fluide (000/00) sur les colonnes ; lubrification automatique disponible pour le type coulissant ; indicateurs d'huile pour inspection.
- Contrôle & sécurité : Interface tactile HMI, détection du courant/tension ; réduction automatique du taux d'avance en cas de blocage de la lame (selon le fabricant) ; éclairage de l'enceinte.
- Protection de surface : Pièces exposées grenaillées et revêtues anti-rouille.
Principes des paramètres et plages d'exemples
1) Vitesse de broche (tr/min) vs diamètre de la lame
La vitesse de broche doit correspondre au diamètre de la lame et à l'épaisseur de la dalle. Plages d'exemples selon le fabricant :
- Φ1650 : base de dalle 3,5–4,5 mm (≈0,14–0,18 in) → 455 ou 408 tr/min ; 5,5 mm (≈0,22 in) → 455 tr/min.
- Φ1800 / Φ2000 : 4,0–4,5 mm (≈0,16–0,18 in) → 455 tr/min ; ≥5,5 mm (≈0,22 in) → 408 tr/min.
- Φ2200 : 408 tr/min (toutes épaisseurs).
- Φ2500 : 327 tr/min (toutes épaisseurs).
- Φ2800 : 287 tr/min (toutes épaisseurs).
Remarque : La vitesse réelle dépend du type de pierre (granit vs marbre), du taux d'avance, des spécifications de la lame et du rapport de la boîte de vitesses ; à vérifier lors des essais sur site.
2) Calcul de la vitesse (à titre de référence)
Vitesse de broche ≈ vitesse moteur × (diamètre poulie moteur ÷ diamètre poulie broche) ÷ rapport de boîte de vitesses.
- Moteur typique : 6 pôles ≈ 980 tr/min.
- Rapport de boîte de vitesses typique : ≈ 1,5.
Exemple : 980 × (250 ÷ 500) ÷ 1,5 ≈ 326 tr/min (illustratif).
3) Espacement multi-lames et trait de scie
- Définir l'espacement des lames à partir de l'épaisseur cible de la dalle + largeur du trait de scie ; garder l'espacement constant pour les familles de références (marbre).
- La précision des colonnes aide à maintenir l'alignement vertical, réduisant la déviation de la lame et les traits irréguliers.
- Options de longueur de suspension (selon le fabricant) : 400 mm (coulissant standard), 400 mm (colonnes standard), 500 mm (optionnel pour les deux types).
Pour la découpe de formes complexes ou la planification de méthodes alternatives, consultez notre Guide du fil diamanté comme approche complémentaire.

Défaillances & solutions
- Oscillation/vibration de la lame : Causes – roulements usés, poulies mal alignées, vitesse/taux d'avance inadaptés. Solution – inspecter les roulements, rééquilibrer les poulies, adapter la vitesse au diamètre ; réduire le taux d'avance.
- Déviation/trait irrégulier : Causes – jeu du système de levage, usure de la lame, espacement incohérent. Solution – vérifier le jeu des colonnes, remplacer les lames, réajuster l'espacement ; effectuer des contrôles qualité.
- Surchauffe/traces de brûlure : Causes – vitesse/taux d'avance excessifs, mauvaise lubrification/refroidissement. Solution – réduire la vitesse ou le taux d'avance ; vérifier la lubrification et l'apport de liquide de refroidissement.
- Blocage de l'avance : Causes – inclusion/veine dure, avance trop agressive. Solution – activer le ralentissement automatique basé sur le courant ; avancer par étapes ; pré-scanner la face du bloc.
- Anomalies électriques : Causes – alimentation ou câblage instable. Solution – vérifier l'alimentation ; inspecter l'armoire ; utiliser une protection contre les surtensions ; maintenir la mise à la terre.
Compatibilité
- Intégrations PLC/variateurs : Entrées/sorties numériques/analogiques standard ; prise en charge des protocoles industriels (ex : OPC UA/Profinet si applicable).
- Fixations et protections : Brides/protections configurables ; garantir le dégagement pour les diamètres Φ1650–Φ2800. Pour comparer les familles d'équipements et les forces des fournisseurs, explorez Les meilleures marques de machines à découper la pierre.
- Aides à l'opérateur : Éclairage de l'enceinte ; affichage tactile du courant/tension ; commandes sans fil en option (selon le fabricant).
Paramètres de démarrage
Utilisez ces paramètres à titre indicatif ; finalisez par essais et contrôles qualité.
- Granit, Φ1800–Φ2000 : Démarrer à 455 tr/min pour des dalles de 4,0–4,5 mm ; si ≥5,5 mm, démarrer à 408 tr/min ; taux d'avance : à régler pour éviter les pics de courant ; espacement selon l'épaisseur cible.
- Marbre, Φ1650 : Démarrer à 408–455 tr/min selon les exigences de finition ; maintenir un espacement constant pour les familles de références.
- Stock mixte (zone d'export) : Programmer par bandes de diamètre (Φ1650/Φ1800/Φ2000/Φ2200/Φ2500/Φ2800) ; garder la vitesse dans les plages d'exemples ; standardiser les cibles de trait de scie pour faciliter la finition en aval.
Tous les exemples de paramètres ci-dessus sont issus du fabricant ou de configurations typiques ; à confirmer sur site.
Questions fréquentes
Comment choisir la vitesse de broche pour un diamètre de lame donné ?
- Utiliser les bandes de diamètre : ex. Φ1800–Φ2000 → 455 tr/min (4,0–4,5 mm), ≥5,5 mm → 408 tr/min ; Φ2500 → 327 tr/min ; Φ2800 → 287 tr/min (selon le fabricant).
- Valider sur site selon la dureté de la pierre, le taux d'avance et le rapport de boîte de vitesses.
Quelle est la formule pour estimer la vitesse de la scie à blocs ?
Vitesse de broche ≈ vitesse moteur × (poulie moteur ÷ poulie broche) ÷ rapport de boîte de vitesses. Exemple avec 6 pôles ~980 tr/min et rapport ~1,5 → ~326 tr/min.
Colonnes vs levage coulissant – lequel est le plus précis ?
- Colonnes : Guidage vertical plus serré, moins de déviation ; graissage régulier (000/00) et contrôles du jeu.
- Coulissant : Adapté à certains rétrofits ; nécessite plus d'entretien d'alignement et d'inspection des rails.
Comment régler l'espacement multi-lames ?
- Définir l'épaisseur cible de la dalle.
- Tenir compte du trait de scie.
- Garder l'espacement constant pour les familles de références ; effectuer des contrôles qualité lors de l'emballage.
Quels sont les signaux de défaillance typiques et les solutions ?
- Oscillation/vibration de la lame → vérifier roulements/poulies, adapter la vitesse au diamètre, réduire le taux d'avance.
- Déviation/trait irrégulier → vérifier le jeu du système de levage, remplacer les lames, réajuster l'espacement.
- Surchauffe → réduire la vitesse/taux d'avance ; vérifier la lubrification/refroidissement.
- Blocage de l'avance → activer le ralentissement automatique basé sur le courant ; avancer par étapes ; pré-scanner la face du bloc.
Comment estimer le taux d'avance sans surchauffe ?
- Surveiller les pics de courant ; réduire le taux d'avance ou la vitesse si nécessaire.
- Assurer une distribution uniforme du liquide de refroidissement sur toutes les lames.
- Effectuer de petits ajustements selon la dureté de la pierre et l'état de la lame.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский



 Sep 17, 2025LECTURE 4 MIN
Sep 17, 2025LECTURE 4 MIN
 Français
Français
