了解PLC控制下的板材切割机的技术原理。学习我们的花岗岩和大理石组合大切如何通过双刀系统实现高精度切割。
了解双刀组合大切的工程原理,可以揭示其如何在效率和精度上优于传统方法。这不仅仅是增加一把刀,而是一个机械、电气和控制系统高度集成的整体。本文将从核心架构到关键部件功能,全面解析带水平刀组合大切的技术原理。
带水平刀组合大切的系统架构
本机的核心是由可编程逻辑控制器(PLC)控制的反馈回路。PLC作为"大脑",接收操作员和传感器的输入,并向电机和液压系统发出指令,执行切割流程。
此内容仅支持在 AnyGen Docs 中查看
流程遵循逻辑顺序:操作员在人机界面(HMI)上设定所需板材厚度和切割次数,PLC计算所需动作,启动刀具电机和小车进给。切割过程中,传感器实时监测刀具负载和位置,并将数据反馈给PLC,PLC可自动调整进给速度,防止电机过载并确保尺寸精度。此闭环控制是本机可靠性和精度的基础。

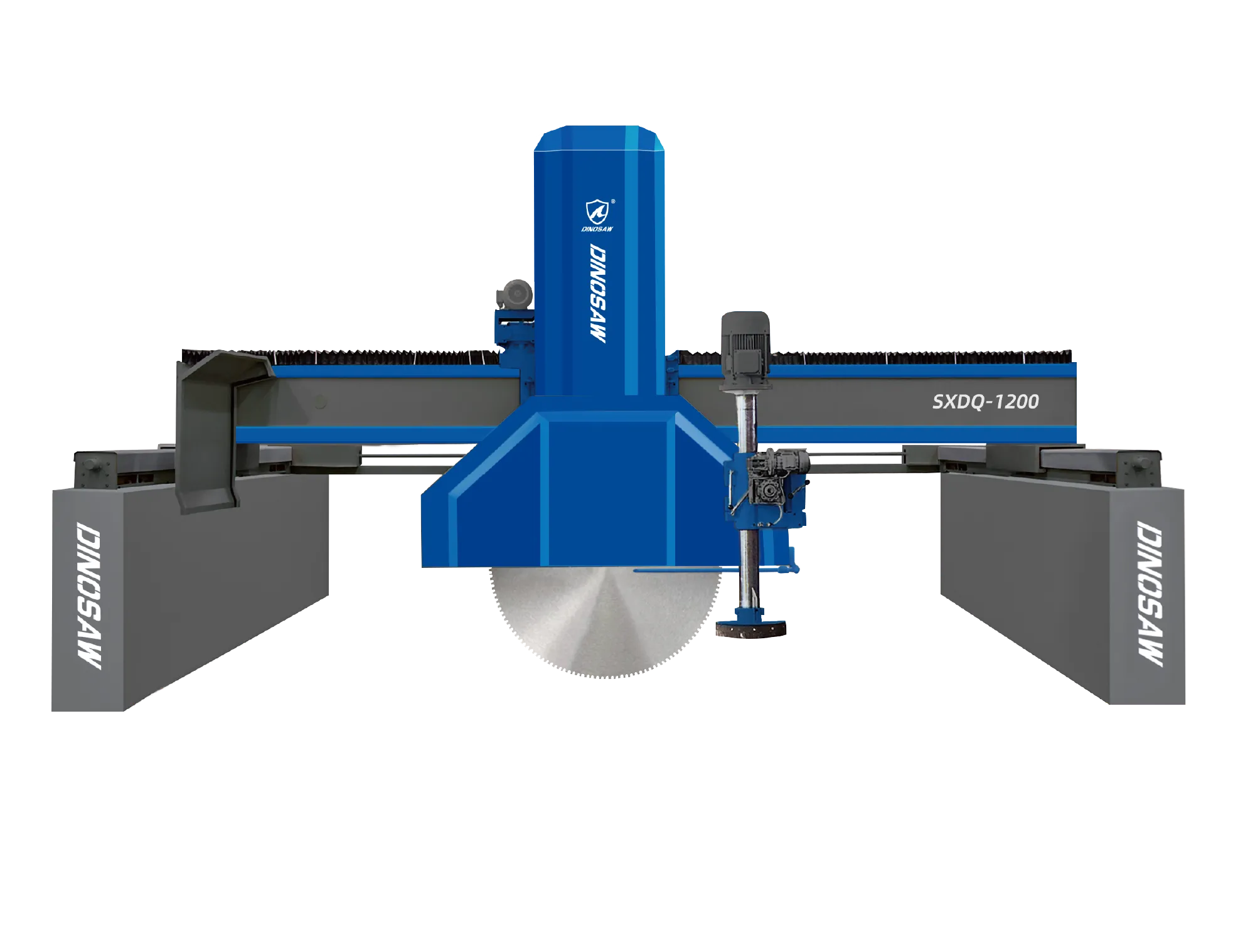
自动化组合大切的结构解析
垂直刀组件
这是主要切割工具。大直径刀片和强劲电机可一次切穿整块荒料。
刀片直径:Ø1200mm 或 Ø1600mm
主电机功率:55kW 或 75kW
垂直最大行程:1350mm
水平刀组件
与垂直刀协同工作,较小的水平刀完成底部切割,实现板材与荒料的干净分离。
刀片直径:Ø400mm - Ø600mm
电机功率:11kW
桥架与横梁结构
大尺寸机架为切割过程中防止振动和变形提供了必要刚性,这对保证精度至关重要。
整机重量:9,000 - 9,500 kg
外形尺寸:7500×4350×6500 mm
PLC控制系统
作为整机"大脑",可编程复杂切割流程,实现全自动化操作,确保结果一致可重复。支持更高层级的
自动化生产流程。

小车系统
该电动工作台牢固夹持荒料,并根据PLC指令精确推进,实现每次精准切割。
失效模式与工程对策
可靠设计需预判潜在故障并集成解决方案。以下为本机应对常见技术挑战的方式:
潜在故障 | 工程对策 |
|---|
刀片偏摆或振动 | 加固桥架和导轨结构,极大提升刚性,减少负载下的变形。PLC还会监测电机电流,及时发现并防止刀片卡死。 |
电机过载 | PLC系统通过电流互感器实时监控主电机负载。如负载超出预设阈值(如遇石材硬点),自动降低进给速度,防止损坏。 |
板材厚度不均 | 小车和刀架升降系统配备高精度编码器,向PLC提供准确位置反馈,确保每次进给距离精准,切割厚度一致。 |
常用工艺参数
最佳性能需根据石材类型调整参数。具体数值依赖于石材属性及金刚石刀头选择,以下为定性参考。合理
刀片与刀头选型至关重要。
材料 | 进给速度 | 刀片转速 | 冷却方式 |
|---|
硬质花岗岩 / 石英岩 | 低 | 低转速以提升扭矩 | 持续最大水流 |
大理石 / 软质石灰石 | 中高 | 高转速获得更光滑表面 | 充足且稳定水流 |
磨蚀性砂岩 | 中 | 中等转速兼顾效率与寿命 | 确保刀片充分润湿,及时排渣 |

组合大切技术常见问答
PLC控制的组合大切如何同步垂直刀与水平刀?
通过软件逻辑与位置编码器实现同步。
变频器在现代板材切割机中的作用是什么?
为主刀电机提供精准转速控制。
为什么荒料修边机的重量对精度至关重要?
9吨以上的重量为设备提供必要的惯性和减振能力。
墓碑切割机的控制系统能否与工厂ERP/MES集成?
可以,现代PLC系统支持互联互通及CNC石材切割自动化。
液压系统在设备中的作用是什么?
为刀具运动提供平稳而强劲的控制。
冷却系统的水流量(20 m³/h)对切割性能有何作用?
高流量冷却对热管理和排渣至关重要。





 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





 Nov 23, 20256分钟阅读
Nov 23, 20256分钟阅读
 中文
中文