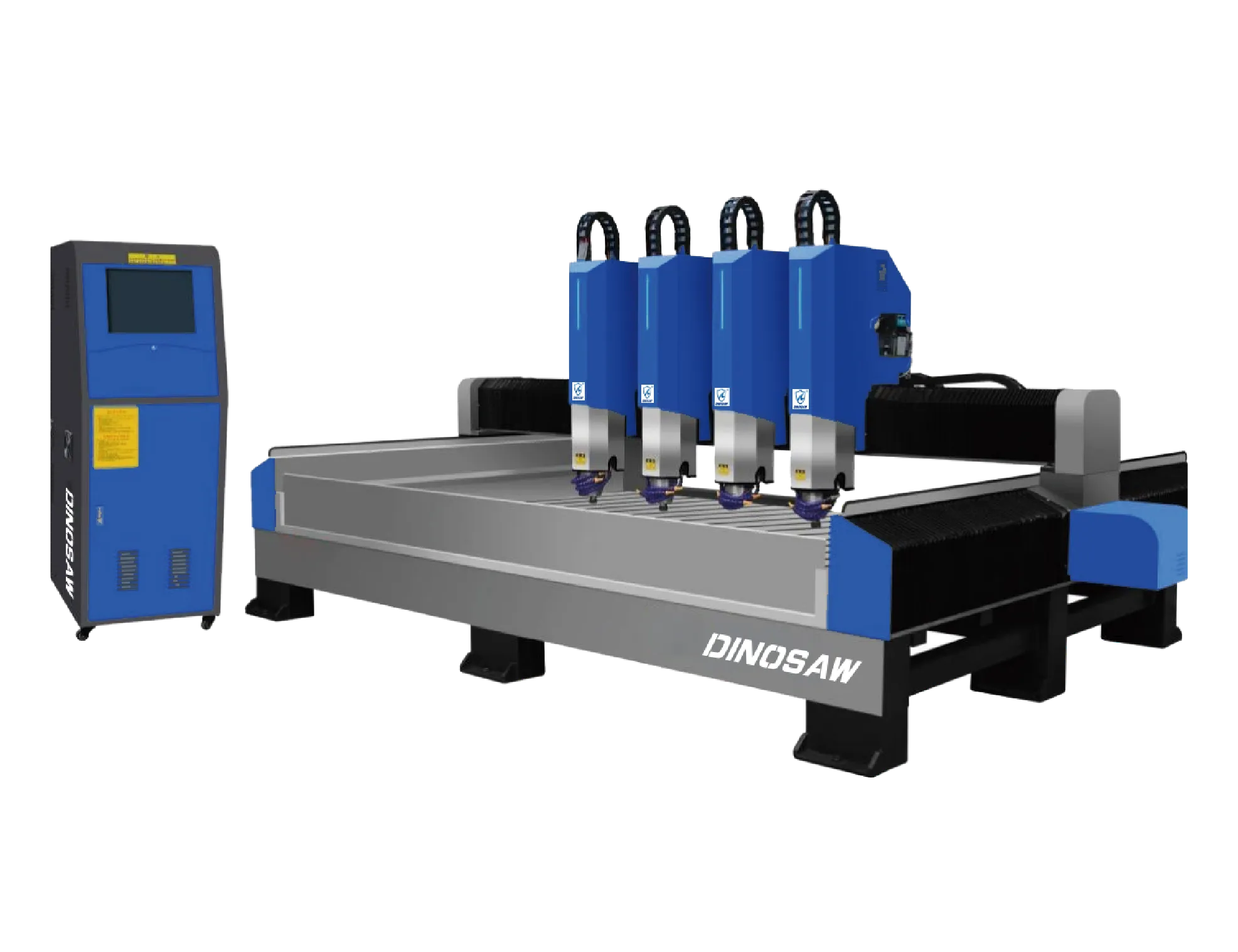
我们将详细解析CNC石材雕刻机的核心部件,从主轴到控制系统,并说明其为何优于传统工艺。
CNC石材雕刻机的高精度并非魔法——而是强大机械与智能控制系统的完美配合。对于工程师和维护人员来说,理解这些核心原理是提升性能与设备运行时间的关键。下面我们拆解实现从花岗岩到大理石精准加工的关键部件。
技术概览:为何优于传统工艺
CNC石材雕刻机的优势归结为两点:精度与自动化。相比依赖人工经验且易受人为影响的手工雕刻,CNC采用数字指令系统。厂家报告的重复定位精度可达±0.02mm,手工难以企及。此外,闭环伺服电机确保设备位置实时监控与修正,杜绝了低级系统常见的定位误差。
架构与数据流
从设计到成品的流程遵循清晰的数据路径:
[CAD软件:创建2D/3D设计]
---> [CAM软件:设计转为G代码刀具路径]
---> [CNC控制器:读取G代码并计算电机指令]
---> [伺服驱动器:为电机供电]
---> [电机与滚珠丝杠:将电信号转为精准的X、Y、Z运动]
---> [主轴与刀具:雕刻石材]
 五大核心部件,决定性能优劣
五大核心部件,决定性能优劣
任何石材CNC设备的性能与可靠性都取决于其核心部件的品质。选购时,务必重点考察以下关键环节:
1. 机架与龙门:设备的骨架。必须极为坚固(重型、消除应力的焊接钢结构),以吸收振动。机架薄弱会导致精度下降与刀具抖动。
2. 主轴:设备的"心脏"。石材加工需高扭矩、水冷主轴(5.5kW至7.5kW),以防长时间加工时过热。
3. 传动系统(滚珠丝杠与线性导轨):将电机旋转转化为精准线性运动。高精度滚珠丝杠(符合如ISO 3408标准)确保平稳、无间隙移动。 4. 控制系统:设备的"大脑"。专业系统(如新代、西门子)具备更快处理速度与"前瞻"功能,实现运动平滑。
5. 水冷与过滤:不可或缺。冷却CNC石材刀具,防止磨损,并抑制有害硅尘。
常见故障模式与应对措施
刀具抖动:源于机架不牢、工件松动或刀具伸出过长。应对方法:选用高刚性设备,确保夹紧牢固,减少刀具长度。
丢步:步进电机过载时发生。应对方法:采用带闭环反馈的伺服电机,或降低切削力(减慢进给速度、减小切深)。
主轴过热:冷却液流量不足或转速不当导致。应对方法:确保水泵与管路畅通,主轴运行在规定范围内。
粉尘侵入:磨料石粉会损坏机械部件。应对方法:采用有效密封、线性导轨防护罩,以及电子柜正压系统。
 兼容性(PLC/接口)
兼容性(PLC/接口)
工业级CNC设备可集成到更大的生产系统中。虽然独立运行为常态,但通常支持主流工业通讯协议。根据控制器不同,可能包括Modbus、Profinet或OPC UA等接口,实现与PLC、机器人上料或工厂监控系统的连接。具体兼容性请务必向厂家确认。
三种常见场景:参数参考
场景一:花岗岩浮雕
主轴转速:18,000–22,000。进给速度:1,000-1,500 mm/min。步距:精加工时为刀具直径的8-15%。冷却:需持续水流。
场景二:大理石刻字
主轴转速:15,000–20,000。进给速度:2,000-3,500 mm/min。刀具:60或90度V型刀。冷却:水雾或水淹。
场景三:砂岩三维浮雕
主轴转速:12,000–18,000。进给速度:3,000-5,000 mm/min。下刀量:因材质较软可适当加大。冷却:高流量水流,及时清除深切屑。
 常见问题解答(FAQ)
常见问题解答(FAQ)
CNC石材雕刻机的典型精度是多少?
该设备的用电需求如何?
大多数工业级石材CNC设备需三相电源。
参数:常见要求为380V/50-60Hz。总功率消耗通常在10kW至15kW之间,具体取决于主轴功率与轴电机数量。
风险:未核实车间电力是否足够,可能导致高昂的电气改造与安装延误。
建议:购买或准备场地前,务必查阅厂家参数表,确认具体用电需求。
设备兼容哪些软件?
如何选择合适的主轴功率?
石材雕刻机上的步进电机与伺服电机有何区别?
伺服电机是专业石材雕刻机的首选,步进电机则适用于小型设备的经济方案。
传动系统需要哪些维护?
定期维护传动系统至关重要,可确保长期精度与设备寿命。





 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





 Nov 13, 20256分钟阅读
Nov 13, 20256分钟阅读
 中文
中文