TL;DR : Décryptage technique
La précision d'un graveur sur pierre CNC n'est pas magique : c'est une symphonie de mécaniques robustes et de systèmes de contrôle intelligents travaillant en parfaite harmonie. Pour les ingénieurs et techniciens de maintenance, comprendre ces principes fondamentaux est la clé pour maximiser à la fois la performance et la disponibilité. Décomposons les composants essentiels qui garantissent une précision reproductible, du granit au marbre.
Vue d'ensemble technique : pourquoi c'est mieux que les méthodes traditionnelles
La supériorité d'un
graveur sur pierre CNC repose sur deux points vérifiables : la précision et l'automatisation. Contrairement à la sculpture manuelle, qui dépend de l'habileté de l'opérateur et reste sujette à la variabilité, une CNC fonctionne selon un système de commandes numériques. Cela offre une répétabilité annoncée par le fabricant de ±0,02 mm, un niveau de constance impossible à obtenir à la main. De plus, l'utilisation de servomoteurs en boucle fermée garantit que la position de la machine est constamment surveillée et corrigée, éliminant les erreurs de positionnement qui peuvent survenir sur des systèmes moins avancés.
Architecture & flux de données
Le processus, du design au produit fini, suit un chemin de données clair :
[Logiciel CAO : vous créez un design 2D/3D]
---> [Logiciel FAO : le design est converti en trajectoires d'outil G-code]
---> [Contrôleur CNC : lit le G-code et calcule les commandes moteur]
---> [Variateurs servo : alimentent les moteurs]
---> [Moteurs & vis à billes : convertissent les signaux électriques en mouvements X, Y, Z précis]
---> [Broche & outil : sculpte la pierre]
 Quels sont les 5 composants essentiels ?
Quels sont les 5 composants essentiels ?
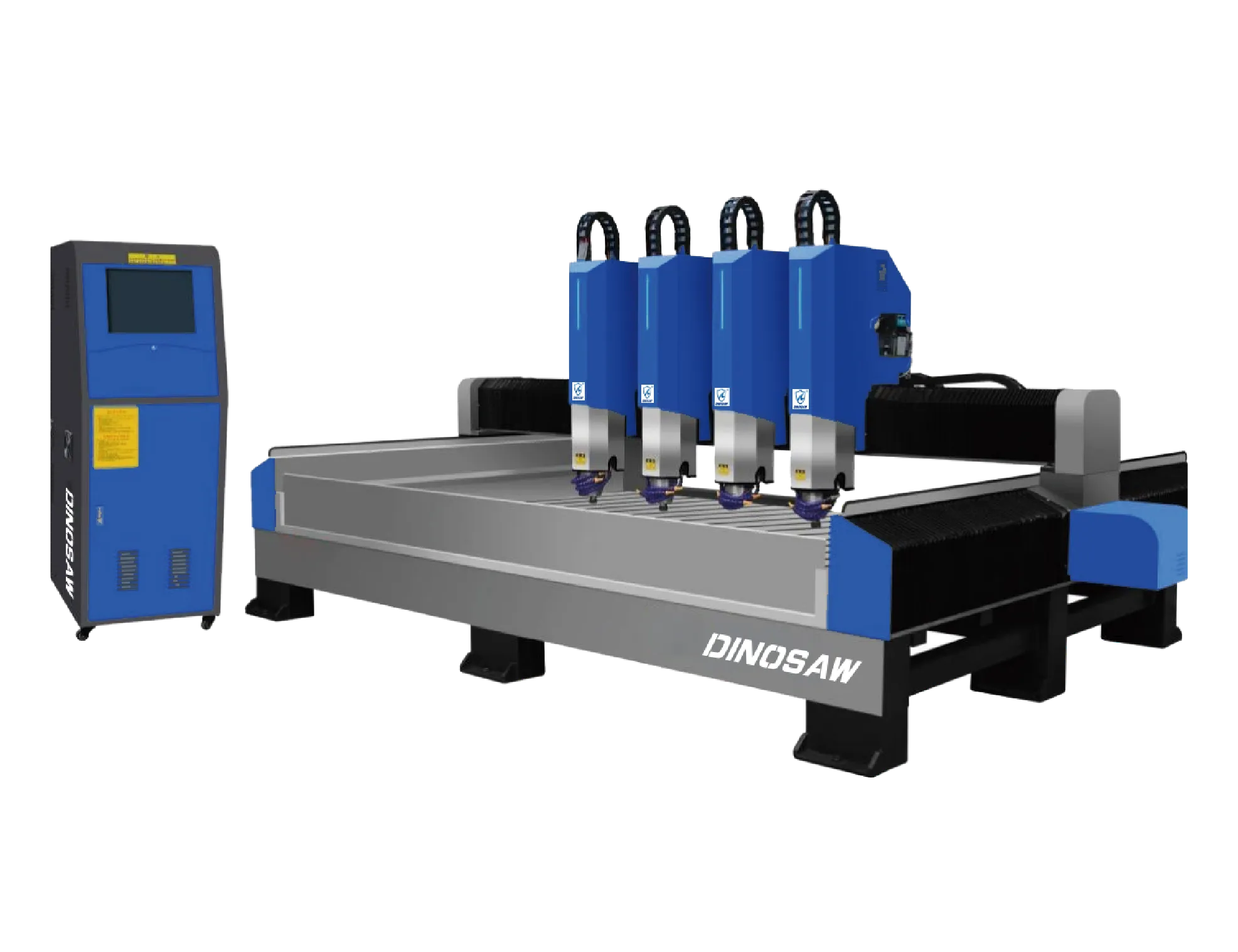
La performance et la fiabilité de toute machine CNC pour pierre dépendent de la qualité de ses composants principaux. Si vous évaluez une machine, voici les éléments critiques à inspecter :
1. Châssis et portique : L'ossature de la machine. Elle doit être extrêmement rigide (acier soudé, traité anti-stress) pour absorber les vibrations. Un châssis faible est synonyme d'imprécision et de vibrations d'outil.
2. Broche : Le « cœur » de la machine. Pour la pierre, une broche à fort couple, refroidie par eau (entre 5,5 kW et 7,5 kW) est indispensable pour éviter la surchauffe lors des travaux longs.
3. Système d'entraînement (vis à billes & guides linéaires) : Il transforme la rotation du moteur en mouvement linéaire précis. Des vis à billes de haute précision (conformes à des normes telles que ISO 3408 ) assurent un mouvement fluide et sans jeu. 4. Système de contrôle : Le « cerveau » de la machine. Les systèmes professionnels (ex. : Syntec, Siemens) offrent une meilleure vitesse de traitement et des fonctions « look-ahead » pour des mouvements plus fluides.
5. Refroidissement et filtration de l'eau : Indispensable. Cela refroidit les outils CNC pour pierre pour éviter l'usure et supprime la poussière de silice dangereuse.
Modes de défaillance courants & solutions
Vibrations d'outil : Causées par un châssis faible, une pièce mal fixée ou un porte-outil trop long. Solution : utiliser une machine rigide, assurer un serrage solide et réduire la longueur de l'outil.
Pas perdus : Survient lorsque les moteurs pas à pas sont surchargés. Solution : utiliser des servomoteurs avec retour en boucle fermée ou réduire les efforts de coupe (avance plus lente, passes moins profondes).
Surchauffe de la broche : Due à un débit de refroidissement insuffisant ou une vitesse de rotation inadaptée. Solution : vérifier que la pompe et les tuyaux d'eau sont dégagés et utiliser la broche dans sa plage spécifiée.
Pénétration de poussière : La poussière abrasive de pierre détruit les composants mécaniques. Solution : joints efficaces, soufflets sur les guides linéaires et système de surpression d'air dans les armoires électroniques.
 Compatibilité (PLC/Interfaces)
Compatibilité (PLC/Interfaces)
Les machines CNC industrielles sont conçues pour s'intégrer dans des systèmes de production plus larges. Bien que le fonctionnement autonome soit courant, elles prennent souvent en charge les protocoles de communication industrielle standards. Selon le contrôleur, cela peut inclure des interfaces comme Modbus, Profinet ou OPC UA, permettant à la machine de se connecter à des automates programmables (PLC), des robots chargeurs ou des systèmes de supervision d'usine. Vérifiez toujours la compatibilité exacte auprès du fabricant.
Trois scénarios courants : paramètres de départ
Scénario 1 : Bas-relief sur granit
RPM : 18 000–22 000. Avance : 1 000–1 500 mm/min. Recouvrement : 8–15 % du diamètre de l'outil pour la finition. Refroidissement : Flux d'eau continu indispensable.
Scénario 2 : Gravure de lettres sur marbre
RPM : 15 000–20 000. Avance : 2 000–3 500 mm/min. Outil : Fraise en V à 60 ou 90 degrés. Refroidissement : Brouillard d'eau ou arrosage abondant.
Scénario 3 : Relief 3D sur grès
RPM : 12 000–18 000. Avance : 3 000–5 000 mm/min. Profondeur de passe : Peut être plus agressive grâce à la tendreté de la pierre. Refroidissement : Débit d'eau élevé pour évacuer les débris des coupes profondes.
 Foire aux questions (FAQ)
Foire aux questions (FAQ)
Quelle est la précision typique d'un graveur sur pierre CNC ?
Les machines industrielles offrent une très grande précision et une excellente répétabilité.
Paramètres : Vous pouvez attendre une précision de positionnement de ±0,05 mm à ±0,1 mm. La répétabilité, c'est-à-dire la capacité de la machine à revenir au même point, est souvent encore meilleure, autour de ±0,02 mm.
Contexte : Ce niveau de précision est essentiel pour réaliser des travaux détaillés et garantir l'uniformité sur plusieurs pièces, ce qui est crucial lors de la création de devis de gravure 3D sur pierre pour des clients exigeant une qualité constante.
Limite : Cette précision est vérifiée selon des normes internationales telles que ISO 230-1 et dépend d'une installation et d'un entretien corrects de la machine.
Quelles sont les exigences électriques pour ces machines ?
La plupart des machines CNC pour pierre industrielles nécessitent une alimentation triphasée.
Paramètres : Une exigence typique est 380V/50-60Hz. La consommation totale varie généralement de 10 kW à 15 kW selon la taille de la broche et le nombre de moteurs d'axe.
Risque : Supposer que l'alimentation de votre atelier est suffisante sans vérification peut entraîner des travaux électriques coûteux et des retards d'installation.
Étape suivante : Vérifiez toujours les exigences électriques exactes sur la fiche technique du fabricant avant d'acheter ou de préparer votre site.
Quels logiciels sont compatibles avec vos machines ?
Oui, nos machines sont compatibles avec tout logiciel FAO produisant du G-code standard.
Contexte : Cette flexibilité vous permet d'intégrer la machine dans votre flux de conception existant sans devoir apprendre un nouveau système propriétaire. Vous pouvez continuer à utiliser les logiciels que vous maîtrisez déjà.
Exemples : Cela inclut des programmes populaires comme Vectric Aspire, ArtCAM, Type3 et Mastercam.
Comment choisir la puissance de broche adaptée ?
La puissance de broche appropriée dépend entièrement de la dureté des matériaux que vous souhaitez usiner.
Paramètres : Pour les pierres tendres comme le marbre ou le calcaire, une broche de 3,5–5,5 kW suffit généralement. Pour les pierres dures comme le granit, une broche refroidie par eau de 5,5 kW à 7,5 kW (ou plus) est vivement recommandée pour fournir le couple nécessaire et éviter le calage.
Risque : Utiliser une broche sous-dimensionnée sur de la pierre dure entraînera des performances lentes, une mauvaise qualité de surface et une usure prématurée de la broche.
Quelle est la différence entre moteurs pas à pas et servomoteurs sur les machines de gravure sur pierre ?
Les servomoteurs sont le choix supérieur pour les travaux professionnels de gravure sur pierre, bien que les moteurs pas à pas soient une option économique pour les petites machines.
Contexte : Les moteurs pas à pas utilisent un système « boucle ouverte », ce qui signifie qu'ils peuvent perdre leur position (« perdre des pas ») s'ils sont surchargés, entraînant des erreurs. Les servomoteurs utilisent un système de retour « boucle fermée » avec encodeur, leur permettant d'être plus précis, plus rapides et plus fiables, car ils vérifient et corrigent constamment leur position.
Recommandation : Pour les applications à grande vitesse ou les travaux où la précision est critique, les servomoteurs sont toujours à privilégier pour garantir l'exactitude et éviter d'abîmer les pièces.
Quel entretien est nécessaire pour le système d'entraînement ?
L'entretien régulier du système d'entraînement est absolument essentiel pour garantir la précision à long terme et la longévité de la machine.
Contexte : Le système d'entraînement comprend les guides linéaires et les vis à billes qui contrôlent le mouvement de la machine.
Tâches : Les tâches clés incluent la lubrification de ces composants selon un calendrier précis (ex. : chaque semaine ou toutes les 40 heures d'utilisation), leur nettoyage de la poussière abrasive et la vérification périodique de l'usure.
Étape suivante : Notre guide O&M propose une liste de contrôle et un calendrier détaillés pour faciliter la gestion de l'entretien.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский



 Nov 13, 20256 MIN DE LECTURE
Nov 13, 20256 MIN DE LECTURE
 Français
Français
